Heb je je ooit afgevraagd waarom dezelfde CNC machine totaal verschillende productierendementen kan hebben? Het geheim zit hem in de opspansystemen! In dit artikel onderzoeken we hoe het kiezen van de juiste CNC opspanning een revolutie teweeg kan brengen in de productie van kleine series, tijd kan besparen en de efficiëntie kan verhogen. Bereid u voor op praktische tips die uw bewerkingsproces kunnen transformeren!
Momenteel kunnen bewerkingen grofweg in twee categorieën worden ingedeeld op basis van het productievolume:
Productie met een hoge mix en lage volumes: Dit omvat enkelstuks productie, productie van meerdere variëteiten en productie van kleine batches.
Laag gemengde productie met hoge volumes: Dit omvat scenario's voor kleine variëteiten, grote batches of massaproductie.
Van deze twee categorieën is de productie van grote aantallen en kleine volumes goed voor ongeveer 70-80% van de totale productiewaarde in de verspanende industrie en vertegenwoordigt de primaire sector van de industrie. Deze prevalentie is te danken aan de toenemende vraag naar op maat gemaakte en gespecialiseerde componenten in verschillende industrieën.
Een veel voorkomende vraag bij CNC-verspaning is: Waarom verschilt de productie-efficiëntie van identieke CNC-bewerkingsmachines aanzienlijk?
Het antwoord ligt vaak in de keuze en implementatie van opspanoplossingen. Een onjuiste opspanselectie voor CNC-bewerkingsmachines kan de productie-efficiëntie drastisch verlagen, wat leidt tot langere insteltijden, verminderde nauwkeurigheid en potentiële kwaliteitsproblemen.
Om dit kritieke aspect van CNC-bewerking aan te pakken, geven we een uitgebreid overzicht van de rationele selectie en het optimale gebruik van CNC-opspanningen.
Basisprincipes voor het selecteren van armaturen
De keuze van de juiste opspanmiddelen bij CNC-verspaning is cruciaal voor het garanderen van precisie, efficiëntie en kwaliteit in het productieproces. Bij het kiezen van opspanmiddelen moet aan twee fundamentele eisen worden voldaan:
Leg een vaste relatie tussen het coördinatensysteem van de opspanning en het coördinatensysteem van de bewerkingsmachine.
Lijn de maatreferenties van het werkstuk uit met het coördinatensysteem van de machine.
Neem naast deze kernvereisten de volgende vier belangrijke principes in overweging:
Geef bij kleine productieseries de voorkeur aan veelzijdige opspanoplossingen zoals modulaire opspanmiddelen of verstelbare mallen. Deze aanpak minimaliseert de insteltijd en verlaagt de totale productiekosten doordat verschillende onderdelen snel opnieuw geconfigureerd kunnen worden.
Ontwerp in scenario's met hoge volumes of serieproductie speciale opspansystemen met gestroomlijnde structuren. Hoewel de initiële investering hoger kan zijn, leiden deze gespecialiseerde inrichtingen vaak tot betere cyclustijden, een consistente kwaliteit en lagere langetermijnkosten.
Optimaliseer het laad- en losproces van werkstukken voor snelheid, gebruiksgemak en betrouwbaarheid. Efficiënte hantering van werkstukken minimaliseert de stilstandtijd van machines, waardoor de algehele effectiviteit van apparatuur (OEE) en doorvoer toeneemt.
Ontwerp opspanningen met zorgvuldige aandacht voor gereedschapspaden en bewerkingsomgevingen. Zorg ervoor dat alle opspancomponenten, inclusief positioneer- en opspanelementen, de bewegingen van het snijgereedschap niet hinderen en de toegang tot bewerkte oppervlakken niet belemmeren. Pas een open ontwerp toe dat onbeperkte toegang tot het gereedschap mogelijk maakt, terwijl het werkstuk stevig ondersteund blijft.
Hoe het gebruik van CNC-bewerkingsmachines verbeteren?
Technische analyse toont aan dat het gebruik van armaturen een significante impact heeft.
Statistieken tonen aan dat meer dan 50% van de binnenlandse ondernemingen ongepaste armaturen kiezen voor hun CNC werktuigmachines.
De cyclustijd voor de productie van kleine batches bestaat uit de "productietijd (voorbereiding/wachttijd)" en de "werkstukverwerkingstijd". Aangezien de "productietijd" bij productie van kleine batches kort is, heeft de lengte van de "productietijd" een cruciale invloed op de totale verwerkingscyclus.
Om de productie-efficiëntie te verbeteren, is het nodig om manieren te vinden om de "productie(voorbereiding)-tijd" te verkorten. De volgende drie soorten CNC-bewerkingsmachines en armaturen worden aanbevolen voor prioritair gebruik bij de productie van kleine batches:
Gecombineerde armatuur
Modulaire opspanningen, ook bekend als "bouwsteenopspanningen", bestaan uit een reeks gestandaardiseerde opspanelementen voor bewerkingsmachines met verschillende functies en afmetingen.
Klanten kunnen snel verschillende soorten gereedschapsmachines armaturen als dat nodig is, vergelijkbaar met bouwstenen.
Aangezien de modulaire opspanning tijd bespaart bij het ontwerpen en produceren van speciale opspanning, wordt de voorbereidingstijd voor de productie aanzienlijk verkort, waardoor de productiecyclus voor kleine batches wordt verkort en de productie-efficiëntie wordt verbeterd.
Bovendien heeft de gecombineerde opspanning ook voordelen zoals een hoge positioneernauwkeurigheid, grote opspanflexibiliteit, recyclebaarheid, energie- en materiaalbesparing bij de productie en lage gebruikskosten.
Daarom moet bij verwerking in kleine series, vooral bij complexe productvormen, het gebruik van gecombineerde opspanmiddelen prioriteit krijgen.
② Precisie combinatietang
Precisie combinatietangen zijn een type onderdeel binnen de categorie gecombineerde armaturen.
Vergeleken met andere onderdelen in gecombineerde opspanmiddelen zijn precisie combinatietangen veelzijdiger, gestandaardiseerd, gebruiksvriendelijker en betrouwbaarder in het klemmen.
Daarom worden ze wereldwijd op grote schaal gebruikt.
Precisie combinatietangen kunnen snel worden geïnstalleerd en vastgeklemd, waardoor de voorbereidingstijd voor de productie korter wordt en de efficiëntie bij de productie van kleine batches toeneemt.
Momenteel ligt het algemeen gebruikte klembereik voor precisie combinatietangen wereldwijd binnen 1000 mm en is de klemkracht over het algemeen beperkt tot 5000 Kgf.
Het is belangrijk om te weten dat precisiecombinatietangen niet hetzelfde zijn als traditionele machinevizieren.
Traditionele machinevizieren hebben beperkte functies, een lage productienauwkeurigheid, kunnen niet in groepen worden gebruikt en hebben een korte levensduur, waardoor ze ongeschikt zijn voor gebruik op CNC-bewerkingsmachines en bewerkingscentra.
Precisie combinatietangen zijn daarentegen een nieuw soort platbektangen afkomstig uit ontwikkelde industriële landen zoals Europa en Amerika, speciaal ontworpen voor de vereisten van CNC-bewerkingsmachines en bewerkingscentra.
Deze producten hebben de voordelen van een grote opspanflexibiliteit, hoge positioneernauwkeurigheid, snelle klemming en de mogelijkheid om ze in groepen te gebruiken, waardoor ze ideaal zijn voor gebruik op CNC-bewerkingsmachines en bewerkingscentra.
③ Elektro permanente magneetarmatuur
De elektrische permanente magneetklem is een nieuw type klem dat neodymium-ijzer-boor en andere geavanceerde permanente magneetmaterialen gebruikt als bron van magnetische kracht en is ontworpen op basis van moderne principes van magnetische circuits. In de praktijk is gebleken dat het gebruik van elektrische permanente magneetklemmen de algehele efficiëntie van CNC-bewerkingsmachines en bewerkingscentra aanzienlijk verbetert.
Het opspannen en losmaken van de permanente magneetklem duurt slechts ongeveer 1 seconde, waardoor de opspantijd aanzienlijk korter wordt. Bovendien heeft de elektrische permanentmagneetklem geen positioneer- en klemelementen die ruimte innemen zoals traditionele machineklemmen, waardoor het klembereik groter is en de werktafel en bewerkingsslag van de CNC-bewerkingsmachine beter benut kunnen worden.
De zuigkracht van de permanente magneetklem is gewoonlijk ongeveer 15 tot 18 kgf/cm2Het is dus belangrijk om ervoor te zorgen dat de zuigkracht voldoende is om de snijkracht te weerstaan. Het adsorptiegebied mag niet kleiner zijn dan 30 cm.2Dit betekent dat de klemkracht niet minder dan 450 kgf mag zijn.
Wat zijn de soorten bewerkingsmachines en opspanmiddelen?
Opspanningen voor bewerkingsmachines kunnen grofweg worden onderverdeeld in acht typen:
1. Platte tang
Platte tangen zijn zeer veelzijdig en kosteneffectief, waardoor ze ideaal zijn voor het klemmen van vierkante werkstukken van kleine afmetingen. Met de V-vormige groef of het V-vormige blok op de bek kunnen ook cilindrische oppervlakken worden vastgeklemd.
Kenmerken:
Platte tangen bieden een gemakkelijke klemming, snelle en betrouwbare werking en nauwkeurige positionering, waardoor ze geschikt zijn voor een reeks vierkante onderdelen, maar niet ideaal voor het klemmen van dunne plaatonderdelen. In CNC freesmachines worden vlakke tangen vaak vastgezet met mechanische schroeven, pneumatische of hydraulische klemmethodes, zoals te zien is in de afbeelding. De meest gebruikte types zijn:
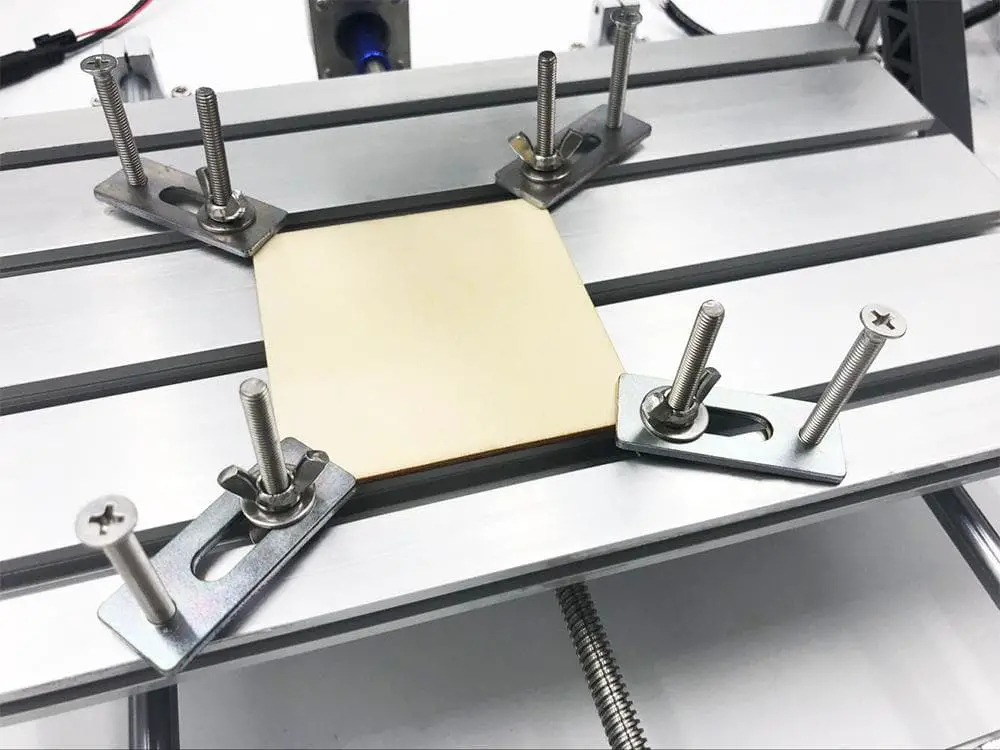
Voor grotere of onregelmatig gevormde werkstukken die niet kunnen worden vastgeklemd met een platte tang of andere klemmen, kunnen persplaten worden gebruikt voor directe klemming of kunnen de werkstukken door procesgaten worden vastgezet met bouten.
(a) Universele platte tang met schroefbevestiging;
Het opspannen en uitlijnen met persplaten neemt veel tijd in beslag en de positie en hoogte van de persplaat moeten zorgvuldig overwogen worden in het bewerkingsprogramma om interferentie met de persplaat te voorkomen. snijtang.
De boutdoorvoermethode via procesgaten is ruimtebesparend en eenvoudig te implementeren, maar de positie van het gat moet overeenkomen met de positie van de T-groef op de bewerkingsmachine. Als dat niet het geval is, wordt de fabricage van een steunplaat voor boutdoorvoer een lastige klus.
Deze methode is het meest geschikt voor onderdelen met een speciale vorm, grote onderdelen en werkstukken die niet met een platte tang kunnen worden vastgeklemd.
3. Chuck
Klauwplaten kunnen worden onderverdeeld in tweeklauwplaten, drieklauwplaten met zelfcentrering, vierklauwplaten en zesklauwplaten op basis van het aantal klauwen.
Drie-klauw zelfcentrerende enkelwerkende klauwplaten en vier-klauwplaten worden veel gebruikt op CNC freesmachines en bewerkingscentra. De zelfcentrerende klauwplaat met drie klauwen is zeer gewild vanwege de automatische centrering en handige klemmogelijkheden. Dit heeft tot gevolg dat bij het bewerken van kleine tot middelgrote cilindrische werkstukken op een CNC freesmachine of bewerkingscentrum wordt de zelfcentrerende enkelwerkende klauwplaat met drie klauwen vaak gebruikt voor opspandoeleinden.
Klauwplaten kunnen op verschillende manieren worden vastgezet, bijvoorbeeld met een mechanische schroef, pneumatisch of hydraulisch.
De eigenschappen van een klauwplaat zijn onder andere handige en betrouwbare klemming, automatische centrering en geschiktheid voor cilindrische onderdelen.
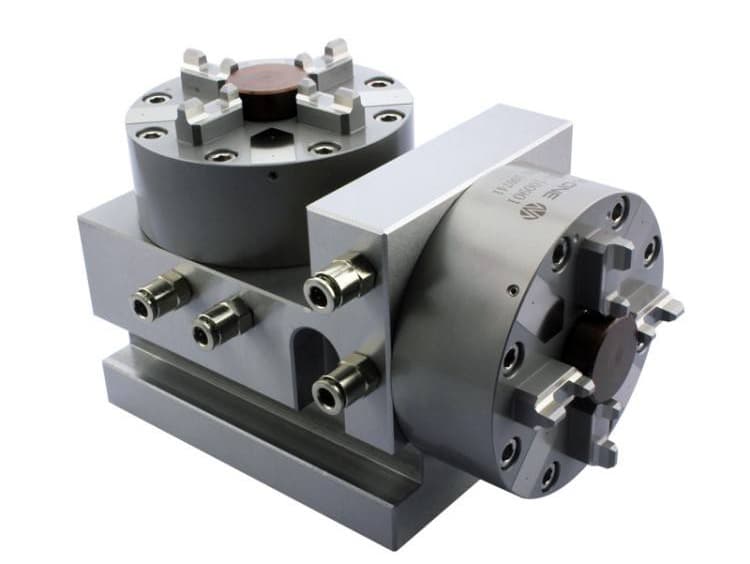
4. 3R armatuursysteem
Ckarakteristiek:
De klemming van de klauwplaat is zowel handig als betrouwbaar, met een hoge mate van herhaalbare positioneernauwkeurigheid. Het is bijzonder geschikt voor de productie van matrijselektroden.
5. Magnetische klauwplaat
Kenmerken: eenvoudig en betrouwbaar klemmen, breed toepassingsgebied, maar de onderdelen moeten gemaakt zijn van magnetische absorberende materialen.
6. Vacuümarmatuur
Het is geschikt voor werkstukken met een groot positioneervlak of een groot afdichtbaar oppervlak.
Sommige CNC freesmachines, zoals muurplaatfreesmachines, zijn uitgerust met een algemeen vacuümplatform voor het eenvoudig installeren van werkstukken. Voor werkstukken met een regelmatige vorm, zoals rechthoekige, kunnen speciale rubberen strips direct in de afdichtgroef van de opspanning worden geplaatst. Deze rubberen strips zijn er in holle of massieve ronde secties en moeten voldoen aan bepaalde afmetingen. Zodra de werkstukken op het oppervlak zijn geplaatst, kan de vacuümpomp worden gestart om ze stevig vast te klemmen.
Voor werkstukken met een onregelmatige vorm is het gebruik van rubberen strips echter niet geschikt. In dat geval moet er rubberplamuur, beter bekend als stopverf, rond de werkstukken worden aangebracht om ze af te dichten. Dit proces is niet alleen tijdrovend en inefficiënt, maar ook vervelend.
Om dit probleem op te lossen kan een speciaal overgangsvacuümplatform worden gebruikt, dat bovenop het algemene vacuümplatform kan worden geplaatst.
7. Indexeerkop
Bij het bewerken van mechanische onderdelen zoals splines, koppelingen, tandwielen en andere op een bewerkingscentrum wordt vaak de verdeelplaatmethode gebruikt om elke tandgleuf gelijk te verdelen en onderdelen van hoge kwaliteit te produceren. Deze methode zorgt ervoor dat elk onderdeel nauwkeurig en consistent wordt bewerkt.
8. Speciale inrichting, gecombineerde inrichting en groepsinrichting
Voor kleine tot middelgrote series werkstukken kunnen gecombineerde opspanmiddelen gebruikt worden voor het opspannen tijdens het bewerken op een bewerkingscentrum. Bij het bewerken van grote hoeveelheden werkstukken worden echter meestal speciale of groepsopspanningen gebruikt voor het opspannen.
Het is vermeldenswaard dat het bewerkingscentrum meer geschikt is voor het bewerken van enkelvoudige of kleine series werkstukken, waardoor het gebruik van speciale of groepsopspanningen minder gebruikelijk is bij CNC-bewerkingsmachines.
Belangrijkste onderdelen van een armatuur
Afbeelding 10-8 illustreert een opspaninrichting die gebruikt wordt voor het boren op een huls. Ondanks de verscheidenheid in doeleinden, types en structuren, zijn opspanmiddelen voor bewerkingsmachines samengesteld uit de volgende fundamentele elementen.
Figuur 10-8: Voorbeeld van een vereenvoudigde boormal
a) Onderdeelschema achterkant b) Boormal voor het boren van gaten
1) Elementen lokaliseren.
Dit zijn verschillende onderdelen die gebruikt worden om de juiste positie van het werkstuk binnen de opspanning te bepalen. Wanneer het werkstuk door een vlak wordt gepositioneerd, dienen steunpennen of -platen als de positioneringselementen (Afbeelding 10-9).
Afbeelding 10-9: standaardstructuur van positioneringsonderdelen (steunpen en steunplaat) voor vlakpositionering
a) Steunpin b) Steunplaat
Er zijn drie soorten steunpennen: met platte kop voor het positioneren van bewerkte oppervlakken, met kogelkop voor het positioneren van ruwe onbewerkte oppervlakken en met schroefdraad om de wrijving te verhogen maar niet geschikt voor spaanafvoer, voornamelijk gebruikt voor zijdelingse positionering. Wanneer het werkstuk gepositioneerd wordt door een extern cilindrisch oppervlak, dienen V-blokken en positioneerhulzen als positioneerelementen (Afbeelding 10-10).
Afbeelding 10-10: Componenten lokaliseren voor positionering cilindrisch buitenoppervlak
a) V-blok b) Lokaliseerhuls
Wanneer het werkstuk door een gat wordt gepositioneerd, dienen opspanspindels en -pennen als de positioneringselementen (Afbeelding 10-11). In Afbeelding 10-8 zijn de cilindrische pen, diamantpen en steunplaat in de opspanning voor het boren van een 10 mm radiaal gat in de achterdeksel allemaal positioneringselementen, die ervoor zorgen dat het werkstuk de juiste positie in de opspanning inneemt.
Afbeelding 10-11: Centreerpen en centreerpen vinden
a) Middenpen lokaliseren b) Lokatiepin
2) Klemmen.
Kleminrichtingen worden gebruikt om de juiste positie van het werkstuk in de opspanning te handhaven, zodat de positie niet wordt aangetast wanneer het werkstuk wordt blootgesteld aan externe krachten (zoals snijkracht, zwaartekracht, massatraagheid) tijdens het bewerkingsproces. Zoals te zien is in Figuur 10-8, is de open ring in de booropspanning een klemelement, dat samen met de schroef en moer het kleminstrument vormt.
3) Gereedschap instellen en geleide elementen.
Deze worden gebruikt om de juiste positie van het gereedschap ten opzichte van de opspanning te bepalen en het gereedschap tijdens het bewerken te geleiden. Gereedschapinstelelementen zijn onderdelen in de opspanning die het gereedschap instellen, zoals het gereedschapinstelblok en de voelermaat op de opspanning van de freesmachine. Geleidingselementen zijn onderdelen in de opspanning die het gereedschap instellen en het gereedschap geleiden. De boorbus in de booropspanning getoond in Afbeelding 10-8 is een geleidend element.
4) Armatuurbehuizing.
Dit is de basis van de opspanning voor bewerkingsmachines, die gebruikt wordt om verschillende elementen of apparaten op de opspanning tot een geheel te verbinden en waardoor de opspanning op de bewerkingsmachine geïnstalleerd wordt. In afbeelding 10-8 verbindt het armatuurlichaam van de booropspanning alle elementen van de opspanning tot een geheel.
5) Verbindende elementen.
Dit zijn onderdelen die de juiste positie van de opspanning op de bewerkingsmachine bepalen, zoals positioneersleutels, pennen en bevestigingsbouten.
6) Andere elementen en apparaten.
Afhankelijk van de eisen van het werkstuk kunnen soms indexeringsmechanismen, laad- en ontlaadvoorzieningen en voorzieningen voor het uitwerpen van werkstukken (of het ruimen van gereedschap) op de opspanning worden aangebracht.
CNC-bewerkingsopspanning geschikt voor massaproductie
De batchverwerkingscyclus bestaat uit drie delen: verwerkingswachttijd, verwerkingsduur van het werkstuk en productievoorbereidingstijd. De verwerkingswachttijd omvat voornamelijk de tijd voor het opspannen van het werkstuk en het wisselen van gereedschap.
Bij traditionele handmatige bewerkingsmachines kan de opspantijd van het werkstuk tot 10-30% van de massabewerkingscyclus in beslag nemen. Hierdoor is het opspannen van werkstukken een cruciale factor geworden voor de productie-efficiëntie en daarom een belangrijk doel voor het verbeteren van de prestaties van de opspaninrichting van bewerkingsmachines.
Om de productie-efficiëntie tijdens massaproductie te verbeteren, moeten speciale opspanmiddelen worden gebruikt die ontworpen zijn voor snel positioneren en snel opspannen (en losmaken). De volgende drie soorten opspanmiddelen voor bewerkingsmachines worden aanbevolen:
① Hydraulische / pneumatische klem
De hydraulische/pneumatische klem is een gespecialiseerde klem die ofwel oliedruk of luchtdruk als krachtbron gebruikt. Dit type opspanning gebruikt hydraulische of pneumatische elementen om precieze positionering, ondersteuning en druk op het werkstuk te verkrijgen.
Een van de voordelen van de hydraulische/pneumatische opspanning is de mogelijkheid om snel en nauwkeurig de positie van het werkstuk, de machine en het gereedschap ten opzichte van elkaar te bepalen.
Het gebruik van een hydraulische/pneumatische opspanning zorgt voor een nauwkeurige positionering van het werkstuk, wat leidt tot een hoge bewerkingsnauwkeurigheid. Bovendien vermindert het snelle positioneer- en klemproces de tijd die nodig is voor het opspannen en losmaken van het werkstuk aanzienlijk.
Deze opspanmiddelen hebben ook het voordeel van een compact ontwerp, klemmogelijkheden voor meerdere stations, zware snijsnelheden en automatische besturing. Deze eigenschappen maken de hydraulische/pneumatische opspanmiddelen bijzonder geschikt voor gebruik in CNC-bewerkingsmachines, bewerkingscentra en andere machines. flexibele productie lijnen, vooral voor massaverwerking.
② Elektro permanente magneetarmatuur
De elektrische permanente magneetopspanning biedt een aantal voordelen, waaronder snel klemmen, eenvoudig klemmen op meerdere stations, de mogelijkheid om veelzijdige bewerkingen uit te voeren met één klem, stabiel en betrouwbaar klemmen, energiezuinig en milieuvriendelijk, en automatische besturing.
Vergeleken met traditionele opspanmiddelen voor bewerkingsmachines verkort de elektrische permanente magneetopspanning de opspantijd aanzienlijk, vermindert het aantal opspanbewerkingen en verbetert de opspantefficiëntie.
Deze voordelen maken de elektrische permanente magneetarmatuur geschikt voor zowel kleine als grote series, waardoor het een veelzijdige optie is voor verschillende productiebehoeften.
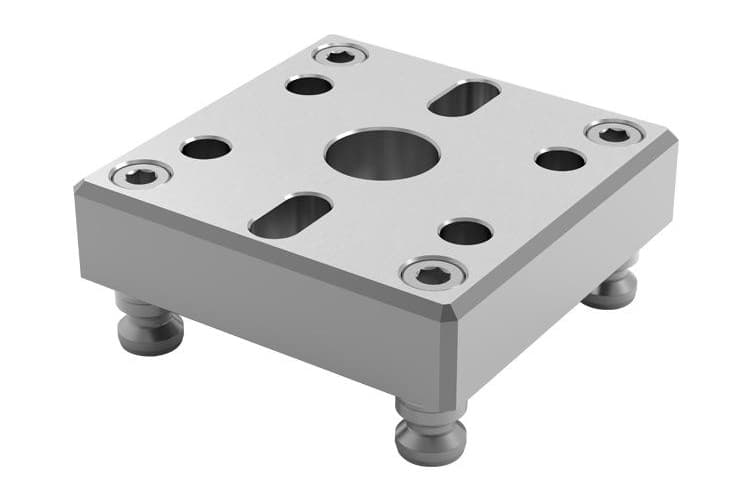
Gladde klemvoet
Gladde armatuurvoet wordt niet veel gebruikt in China, maar wel in geïndustrialiseerde landen zoals Europa en Amerika. Dit type armatuur is gemaakt van een fijne blanco van de basis van de armatuur die een nabewerking heeft ondergaan.
Het positionerende verbindingsgedeelte tussen de onderdelen, de gereedschapsmachine en het positioneeroppervlak van de onderdelen op de opspanning zijn al voltooid en afgewerkt. Dit resulteert in een gladde en gepolijste opspanbasis die klaar is voor gebruik.
Gebruikers kunnen opspanningen op maat maken om aan hun specifieke behoeften te voldoen. Het gladde oppervlak van de basis van de opspanning maakt een kortere cyclus mogelijk voor de productie van deze speciale opspanning en verkort de voorbereidingstijd voor de productie. Dit verkort op zijn beurt de totale cyclus van massaproductie en verhoogt de productie-efficiëntie.
Bovendien kunnen de productiekosten van een professionele armatuur verlaagd worden door het gebruik van een gladde armatuurvoet.
Daarom is dit type bevestigingsvoet bijzonder geschikt voor grootschalige productie met strakke schema's en deadlines.
Redelijk gebruik van armaturen om het potentieel van apparatuur te benutten
De ervaring leert dat om de efficiëntie van CNC-bewerkingsmachines te verbeteren, het niet voldoende is om alleen de juiste CNC-bewerkingsmachines en opspanmiddelen te kiezen, maar dat het ook belangrijk is om ze effectief te gebruiken. Hier zijn drie veelgebruikte methoden om dit te bereiken:
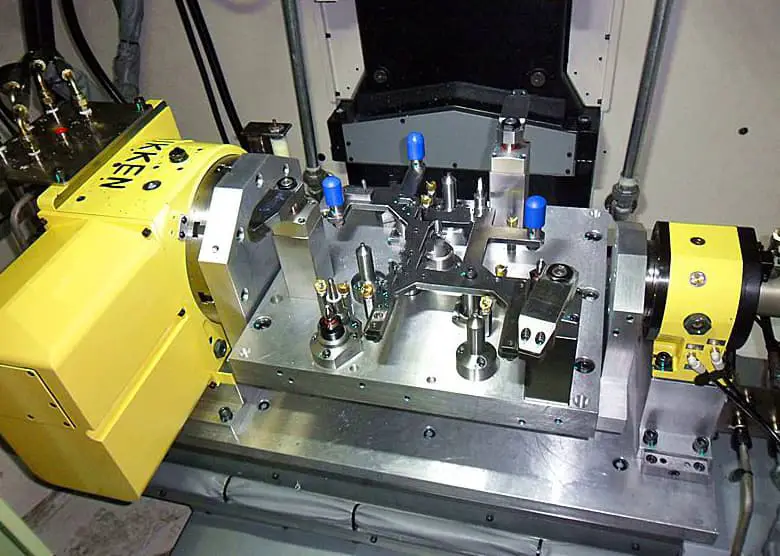
① Methode met meerdere stations
De methode met meerdere stations is gebaseerd op het idee om de klemtijd van de eenheid te verkorten en de effectieve snijtijd van het gereedschap door meerdere werkstukken tegelijk te klemmen.
Een meervoudige opspanning is een opspanning met meerdere positioneer- en klemposities. Met de vooruitgang van CNC-bewerkingsmachines en de vraag naar meer productie-efficiëntie is het gebruik van opspanning met meerdere stations wijdverspreid geraakt.
Bij het ontwerp van hydraulische/pneumatische klemmen, combinatieklemmen, elektropermanente magneetklemmen en vlakke precisiecombinatieklemmen wordt een ontwerp met meerdere stations steeds gebruikelijker. Dit ontwerp zorgt voor een grotere efficiëntie en productiviteit in massaproductieprocessen.
② Groepsgebruiksmethode
Een methode om meervoudig opspannen te bereiken is door meerdere klemmen op één werkbank te plaatsen. De opspanmiddelen die bij deze aanpak worden gebruikt, moeten worden ontworpen met standaardisatie en precisie in gedachten om er zeker van te zijn dat ze voldoen aan de eisen voor bewerking op een CNC machine.
Deze groepspansmethode maximaliseert het verplaatsingsbereik van de CNC-bewerkingsmachine, wat resulteert in een evenwichtige slijtage van de transmissieonderdelen. Bovendien kunnen de opspanmiddelen afzonderlijk worden gebruikt om meerdere werkstukken op te spannen of samen om grotere werkstukken op te spannen, wat veelzijdigheid biedt en de productie-efficiëntie verhoogt om te voldoen aan de uiteenlopende behoeften van diverse productieprocessen.
③ Lokale snelwisselmethode
De lokale snelwisselmethode houdt in dat de functie of modus van de opspanning snel wordt gewijzigd door onderdelen van de opspanning, zoals het positioneringselement, klemelement, gereedschapinstelelement en geleidingselement, snel te vervangen op de CNC-bewerkingsmachine.
Zo kunnen bijvoorbeeld snel verwisselbare gecombineerde platbekken hun klemfunctie snel veranderen door de bekken te vervangen, bijvoorbeeld van het klemmen van vierkante materialen naar het klemmen van staafmaterialen. Ook de klemfunctie kan snel worden gewijzigd door het klemelement te vervangen, bijvoorbeeld van handmatig naar hydraulisch klemmen.
De lokale snelwisselmethode verkort de tijd die nodig is voor het vervangen en afstellen van opspanningen aanzienlijk en is vooral gunstig voor de productie van kleine batches.
Eisen aan de opspanning van het CNC-bewerkingscentrum
Opspanningen zijn een essentieel onderdeel van een CNC bewerkingscentrum. Elk CNC bewerkingscentrum heeft opspanmiddelen nodig, die variëren afhankelijk van het product dat bewerkt wordt. Ondanks de verschillen in gebruikte opspanningen zijn de vereisten voor opspanningen in CNC-bewerkingscentra vergelijkbaar, met enkele variaties voor opspanningen die gebruikt worden voor speciale werkstukken.
Wat zijn de vereisten van een CNC-bewerkingscentrum voor opspanningen?
Zeer nauwkeurige armatuur
Het is algemeen bekend dat CNC-bewerkingscentra een uitzonderlijke nauwkeurigheid bezitten en vaak worden gebruikt voor het bewerken van onderdelen of mallen die een hoge precisie vereisen.
Daarom stellen CNC-bewerkingscentra strenge eisen aan de precisie van de opspaninrichtingen en aan de nauwkeurigheid van indexeren en positioneren.
De opspanning moet handig en snel zijn bij het opspannen van het werkstuk.
Om te voldoen aan de behoeften van snelle opspaninrichtingen in CNC-bewerkingscentra, hydraulisch en pneumatisch Er wordt vaak gekozen voor snelle sluitkrachten, vooral voor het vastzetten van werkstukken tijdens lange bewerkingstijden.
Meestal is het hydraulische klemsysteem uitgerust met een reservoir dat interne lekkage compenseert en voorkomt dat de werkstukken loskomen op de opspanning.
De klem moet een uitstekende openheid hebben
Het CNC-bewerkingscentrum bewerkt het werkstuk via gereedschap-op-werkstuk contact en het werkstuk moet stevig worden vastgeklemd door de opspanning om voldoende werkruimte te bieden voor het snel bewegende gereedschap en snelle gereedschapswissels.
Voor werkstukken met complexe bewerkingen en meerdere gereedschapswissels moet de structuur van de opspanning eenvoudig, gebruiksvriendelijk en open zijn om het in- en uitstappen van het gereedschap te vergemakkelijken en botsingen tussen het gereedschap en het werkstuk tijdens de bewerkingsbewegingen te voorkomen.
De armatuur moet een groot aanpassingsvermogen hebben
Het is algemeen bekend dat het CNC-bewerkingscentrum tijdens het bewerken te maken heeft met mobiliteit en meervoudige vervorming. Daarom is het essentieel dat de opspanning goed aanpasbaar is aan verschillende werkstukken en opspanvereisten.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd hoe je het beste snijgereedschap voor je CNC freesmachine kiest? Dit artikel duikt in de essentiële eigenschappen en soorten snijgereedschappen en legt uit...
Stelt u zich eens voor dat u het perfecte gereedschap hebt voor elke unieke uitdaging bij het maken van matrijzen. Van ingewikkelde vrije-vorm oppervlakken tot hoge precisie eisen, het selecteren van de juiste snijgereedschappen voor CNC frezen kan...
Het kiezen van de juiste coating voor uw snijgereedschap kan de prestaties en levensduur aanzienlijk verbeteren. Maar hoe maakt u een keuze uit de verschillende opties? Dit artikel duikt in de verschillende...
Waarom presteert de ene CNC-bewerkingsmachine beter dan de andere? Het antwoord ligt vaak in de gebruikte opspanmiddelen. Dit artikel onderzoekt de selectie van geschikte opspanmiddelen om de efficiëntie van CNC-bewerkingsmachines te verhogen....
Het kiezen van de juiste CNC machine kan ontmoedigend zijn, gezien de vele modellen, systemen en specificaties. Dit artikel vereenvoudigt het proces en verdeelt de selectie in vier belangrijke aspecten: model...
Heb je je ooit afgevraagd welke bedrijven de sector van freesmachines leiden? Dit artikel onthult de top 10 van freesmachinefabrikanten in 2024, met aandacht voor hun innovaties, wereldwijde impact en bijdragen aan...
Heb je je ooit afgevraagd wie er voorop loopt in de Chinese freesmachine-industrie? Dit artikel toont de top 10 van freesmachinefabrikanten in China, met industriële giganten zoals WZ Wuhan...
Heb je je ooit afgevraagd wat de reuzen van de CNC machine-industrie zijn? In deze fascinerende blogpost nemen we een diepe duik in de wereld van CNC productie en verkennen we de...
In de snel evoluerende wereld van productie zijn CNC machines onmisbaar geworden. Maar hoe kies je de beste, met talloze fabrikanten die om aandacht strijden? Als ervaren werktuigbouwkundig ingenieur...