
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe CNC machines onze wereld vormgeven? Deze veelzijdige gereedschappen zorgen voor een revolutie in de productie en voeren taken uit van eenvoudig boren tot complex frezen. In dit artikel verkennen we de verschillende soorten CNC machines, hun unieke toepassingen en de technologie die ze aandrijft. Aan het eind zult u begrijpen hoe CNC machines de precisie en efficiëntie in moderne productie verbeteren.

Er zijn tegenwoordig veel soorten CNC bewerkingsmachines beschikbaar, elk met verschillende structuren en functies. Ze kunnen over het algemeen worden ingedeeld volgens de volgende methoden:
1. Classificatie op basis van het bewegingstraject van de bewerkingsmachine
Volgens de verschillende bewegingstrajecten van de bewerkingsmachine kan deze worden onderverdeeld in punt-naar-punt-besturing CNC-machine CNC-bewerkingsmachines, CNC-bewerkingsmachines met lineaire besturing en CNC-bewerkingsmachines met contourbesturing.
(1) Point-to-Point-besturing CNC Gereedschapsmachines
Punt-tot-puntbesturing (ook bekend als positioneringsbesturing of puntbesturing) verwijst naar het verplaatsen van het gereedschap van de ene positie naar de andere zonder strikte eisen aan het tussenliggende traject, zolang het gereedschap de doelpositie maar nauwkeurig bereikt.
Het kenmerk van gereedschapsmachines met punt-naar-punt besturing is dat ze alleen de precieze positionering van de bewegende onderdelen van de ene positie naar de andere besturen, zonder enige bewerking uit te voeren tijdens hun beweging en positionering.
Om de beweging en positioneringstijd van de bewegende delen tot een minimum te beperken, wordt de beweging tussen twee gerelateerde punten eerst met een hoge snelheid uitgevoerd tot dicht bij de nieuwe positie en vervolgens continu afgeremd of geleidelijk afgeremd om het positioneringspunt langzaam te benaderen, zodat de positioneringsnauwkeurigheid gegarandeerd is.
Het schematische diagram van point-to-point besturingsverwerking wordt getoond in Figuur 1-3.
Dit type machinegereedschap omvat voornamelijk CNC coördinaatboormachines, CNC boormachines, CNC puntlasmachines en CNC puntlasmachines. CNC buigen machines. Het bijbehorende CNC-apparaat wordt een CNC-apparaat met point-to-point besturing genoemd.
(2) CNC werktuigmachines met lineaire besturing
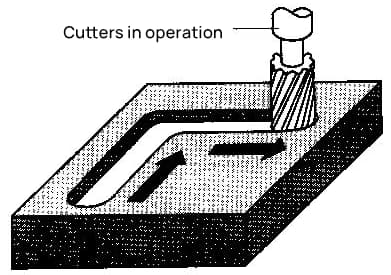
Lineaire besturing (ook bekend als parallelle snijbesturing) regelt niet alleen de nauwkeurige positie (afstand) van twee gerelateerde punten, maar zorgt er ook voor dat het traject tussen deze punten een rechte lijn is en regelt de bewegingssnelheid omdat dit type bewerkingsmachine snijbewerkingen uitvoert tijdens de beweging tussen twee punten.
Het kenmerk van CNC-bewerkingsmachines met lineaire besturing is dat ze niet alleen de nauwkeurige posities van het gereedschap ten opzichte van het werkstuk regelen, maar ook de snelheid en het traject van de beweging tussen twee gerelateerde punten, waarvan het traject meestal bestaat uit rechte lijnsegmenten parallel aan elke as.
Het verschil tussen CNC werktuigmachines met lineaire besturing en CNC werktuigmachines met punt-naar-punt besturing is dat wanneer de bewegende delen van de machine bewegen, ze snijbewerkingen kunnen uitvoeren in de richting van één coördinatenas en meer hulpfuncties hebben dan CNC werktuigmachines met punt-naar-punt besturing.
Het schematische diagram van lineaire besturingsverwerking wordt getoond in Figuur 1-4.

Dit type machinegereedschap omvat voornamelijk CNC coördinaten draaibanken, CNC slijpmachines en CNC kotter- en freesmachines. Het bijbehorende CNC apparaat wordt een CNC apparaat met lineaire besturing genoemd.
(3) CNC werktuigmachines met contourbesturing
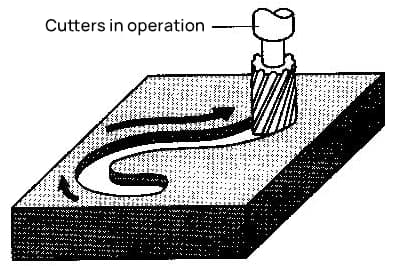
Contourbesturing, ook wel continue besturing genoemd, is een functie die de meeste CNC bewerkingsmachines hebben. Het kenmerk van CNC bewerkingsmachines met contourbesturing is dat ze tegelijkertijd twee of meer assen kunnen besturen met interpolatiemogelijkheden.
Ze regelen niet alleen de positie en de bewegingssnelheid van het gereedschap op elk punt tijdens het bewerken, maar kunnen ook elke vorm curve of oppervlak bewerken.
Het schematische diagram van contourbesturing wordt getoond in Figuur 1-5.
CNC-coördinaatdraaibanken, CNC-freesmachines, bewerkingscentra, enz. behoren tot de contourbesturingsmachines. Het bijbehorende CNC-apparaat wordt een contourbesturingsapparaat genoemd. Contourbesturingen zijn veel complexer van structuur en functioneler dan point-to-point en lineaire besturingen.
2. Classificatie op basis van het type servosysteem
Op basis van de verschillende typen servosystemen kunnen CNC-bewerkingsmachines worden onderverdeeld in CNC-bewerkingsmachines met open regelkring, CNC-bewerkingsmachines met gesloten regelkring en CNC-bewerkingsmachines met semi-gesloten regelkring.
(1) CNC werktuigmachines met open regelkring
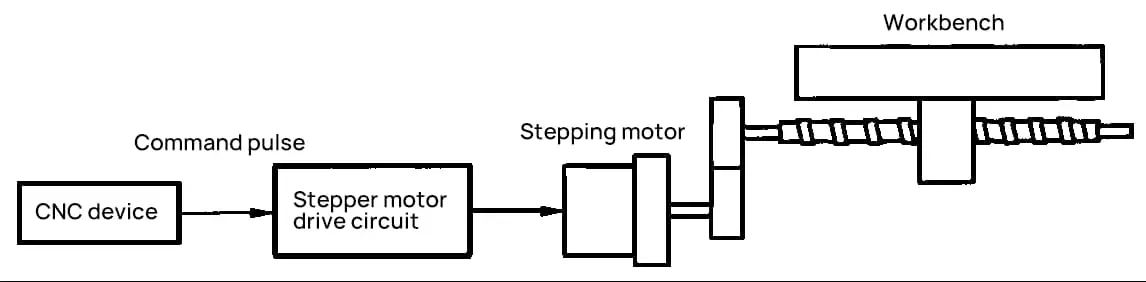
CNC bewerkingsmachines met open regelkring hebben meestal geen positiedetectie-elementen en de servoaandrijfcomponenten zijn meestal stappenmotoren.
Nadat het CNC-apparaat een voedingspuls heeft verzonden, wordt de puls versterkt en wordt de stappenmotor aangedreven om een vaste hoek te draaien, waarna de werktafel wordt aangedreven om te bewegen via mechanische transmissie.
Het open-lus servosysteem wordt getoond in Figuur 1-6. Dit type systeem heeft geen feedbackwaarden van het gecontroleerde object en de nauwkeurigheid is volledig afhankelijk van de stapgrootte nauwkeurigheid van de stappenmotor en de nauwkeurigheid van de mechanische overbrenging.
Het besturingscircuit is eenvoudig, gemakkelijk aan te passen en heeft een lage nauwkeurigheid (meestal tot 0,02 mm), meestal toegepast op kleine of zuinige CNC-bewerkingsmachines.
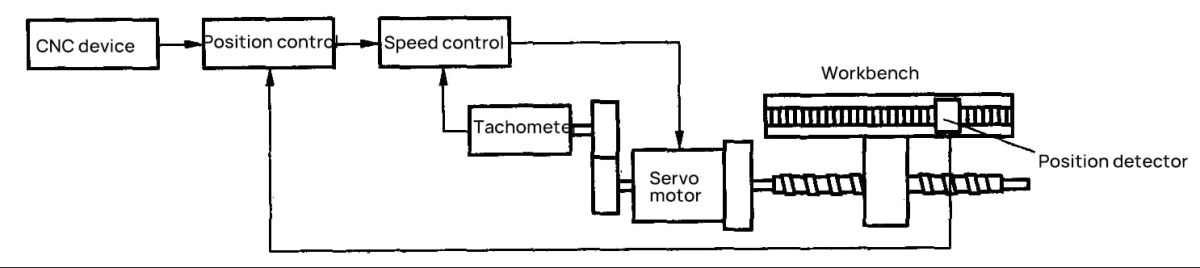
(2) CNC-bewerkingsmachines met gesloten regelkring
CNC bewerkingsmachines met gesloten regelkring hebben meestal positiedetectie-elementen die op elk moment de actuele verplaatsing van de werktafel kunnen detecteren en dit terugkoppelen naar het CNC apparaat. Na vergelijking met de ingestelde instructiewaarde wordt de servomotor aangestuurd met behulp van het verschil totdat het verschil nul is.
Dit type bewerkingsmachine gebruikt meestal DC of AC servomotoren voor de aandrijving. Veelgebruikte positiedetectie-elementen zijn lineaire roosters, magnetische roosters, synchronisatiesensoren, enz. Het servosysteem met gesloten regelkring wordt getoond in Afbeelding 1-7.
Uit het werkingsprincipe van het servosysteem met gesloten lus blijkt dat de nauwkeurigheid van het systeem voornamelijk afhangt van de precisie van het positiedetectieapparaat. In theorie kan het de invloed van fouten in de transmissiecomponenten op de verwerking van het werkstuk volledig elimineren.
Daarom kan dit systeem een hoge verwerkingsnauwkeurigheid bereiken. Het ontwerp en de aanpassing van het servosysteem met gesloten regelkring hebben grote problemen en de prijs van lineaire verplaatsingsdetectie-elementen is relatief duur, en wordt voornamelijk gebruikt in sommige hogeprecisie kotter- en freesmachines, ultraprecisiedraaibanken en bewerkingscentra.
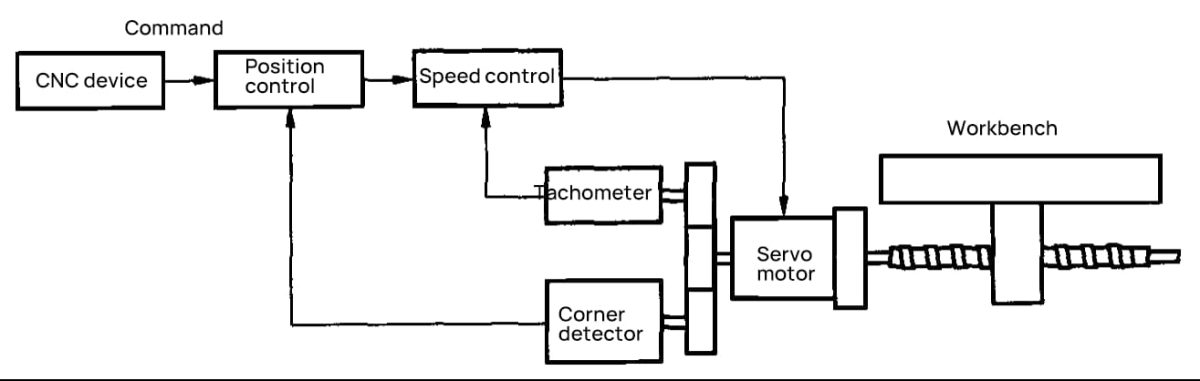
(3) CNC-bewerkingsmachines met semi-gesloten regelkring
CNC-bewerkingsmachines met semi-gesloten regelkring installeren meestal positiedetectie-elementen op de as van de servomotor of het uiteinde van de kogelomloopspil, maar koppelen de verplaatsing van de bewerkingsmachine niet direct terug.
In plaats daarvan detecteren ze de draaihoek van het servosysteem en sturen dit signaal terug naar het CNC-apparaat voor instructievergelijking, waarbij het verschil wordt gebruikt om de servomotor te regelen. Het servosysteem met semi-gesloten lus wordt weergegeven in Afbeelding 1-8.
Omdat het feedbacksignaal van het servosysteem met semi-gesloten lus afkomstig is van de rotatie van de motoras, bevindt het mechanische transmissieapparaat in het systeem zich buiten de feedbacklus en hebben de stijfheid, intermitterendheid en andere niet-lineaire factoren geen invloed op de stabiliteit van het systeem, waardoor het gemakkelijk te debuggen is.
Op dezelfde manier hangt de positioneringsnauwkeurigheid van de bewerkingsmachine voornamelijk af van de nauwkeurigheid van de mechanische overbrenging.
Moderne CNC-apparaten hebben echter functies voor foutcompensatie en intermitterende compensatie, dus het is niet nodig om de precisie van de verschillende onderdelen van het transmissieapparaat heel hoog te maken.
De nauwkeurigheid kan door compensatie worden verbeterd tot een niveau dat voor de meeste gebruikers acceptabel is. Bovendien zijn apparaten voor het detecteren van lineaire verplaatsingen veel duurder dan apparaten voor het detecteren van hoekverplaatsingen.
Daarom gebruikt de overgrote meerderheid van CNC-bewerkingsmachines halfgesloten servosystemen, behalve voor grote bewerkingsmachines die een zeer hoge positioneernauwkeurigheid vereisen of speciale lange slagvereisten hebben en geen kogelomloopspillen kunnen gebruiken.
3. Indeling naar procesdoel
Volgens de verschillende procesdoelen kunnen CNC bewerkingsmachines worden onderverdeeld in metaal snijden CNC werktuigmachines, CNC werktuigmachines voor metaalbewerking, CNC werktuigmachines voor speciale CNC-bewerkingen en andere soorten CNC werktuigmachines.
(1) CNC verspanende metaalbewerkingsmachines CNC verspanende metaalbewerkingsmachines omvatten CNC draaibanken, CNC boormachines, CNC freesmachines, CNC slijpmachines, CNC boormachines en bewerkingscentra.
Verspanende bewerkingsmachines werden het eerst ontwikkeld en momenteel zijn er veel typen met aanzienlijke functionele verschillen. Verspaningscentra kunnen automatisch gereedschap wisselen.
Deze bewerkingsmachines hebben allemaal een gereedschapsbibliotheek die plaats biedt aan 10-100 gereedschappen. Hun kenmerk is dat meerdere processen kunnen worden uitgevoerd door klemming het werkstuk eenmaal.
Om de productie nog efficiënter te maken, gebruiken sommige bewerkingscentra dubbele werktafels, de ene om te bewerken en de andere om te laden en ontladen, waarbij de werktafel automatisch kan worden verwisseld.
(2) Metaalvorming CNC bewerkingsmachines CNC bewerkingsmachines voor metaalbewerking omvatten CNC buigmachines, CNC combinatie ponsmachines en CNC rotatiekop persmachines. Dit type bewerkingsmachine is later ontstaan maar heeft zich snel ontwikkeld.
(3) CNC speciale bewerkingsmachines CNC speciale bewerkingsmachines omvatten draadsnijmachines, CNC elektrische ontladingsmachines, vlamsnijmachines en CNC lasersnijmachines, enz.
(4) Andere soorten CNC werktuigmachines Andere soorten CNC werktuigmachines zijn onder andere CNC meetmachines met drie coördinaten, enz.
4. Classificatie door CNC-systeem functieniveau
CNC bewerkingsmachines kunnen worden ingedeeld in drie klassen: laag, medium en hoog, volgens de verschillende technische parameters, functionele indicatoren en functieniveaus van de belangrijkste onderdelen van het CNC systeem.
In China worden ze ook geclassificeerd als CNC werktuigmachines met alle functies, populaire CNC werktuigmachines en economische CNC werktuigmachines.
Deze classificatiemethoden hebben relatieve grenzen en de normen voor de indeling verschillen in verschillende perioden, voornamelijk in de volgende aspecten.
(1) CPU-kwaliteit van het besturingssysteem
Low-grade CNC systemen gebruiken over het algemeen 8-bit CPU's, terwijl medium en high-grade CNC systemen 16-bit of 64-bit CPU's gebruiken. Sommige CNC apparaten gebruiken nu 64-bits CPU's.
(2) Resolutie en voedingssnelheid
De resolutie is de kleinste verplaatsingseenheid die het verplaatsingsdetectieapparaat kan detecteren. Hoe kleiner de resolutie, hoe hoger de detectienauwkeurigheid. Dit hangt af van het type en de productienauwkeurigheid van het detectieapparaat.
Over het algemeen worden een resolutie van 10 μm en een doorvoersnelheid van 8~10m/min beschouwd als laagwaardige CNC werktuigmachines; een resolutie van 1 μm en een doorvoersnelheid van 10~20m/min worden beschouwd als middelwaardige CNC werktuigmachines; en een resolutie van 0,1 μm en een doorvoersnelheid van 15~20m/min worden beschouwd als hoogwaardige CNC werktuigmachines.
Meestal moet de resolutie een orde van grootte hoger zijn dan de bewerkingsnauwkeurigheid die de bewerkingsmachine vereist.
(3) Type servosysteem
CNC bewerkingsmachines met open-loop of stappenmotortoevoersystemen zijn over het algemeen laagwaardig, terwijl middelgrote en grote CNC bewerkingsmachines halfgesloten of gesloten DC of AC servosystemen gebruiken.
(4) Coördinaatkoppelingsasnummer
Het aantal coördinaatkoppelassen van CNC-bewerkingsmachines is ook een veelgebruikte indicator om het niveau van bewerkingsmachines te onderscheiden.
Volgens het aantal gecoördineerde assen die tegelijkertijd worden bestuurd, kunnen ze worden onderverdeeld in 2-assige koppeling, 3-assige koppeling, 2-assige koppeling.5-assig koppeling (op elk moment kunnen slechts twee van de drie assen gekoppeld worden en de andere as is punt- of lijnbesturing), 4-assige koppeling, 5-assige koppeling, enz.
Het aantal gecoördineerde assen voor laagwaardige CNC-bewerkingsmachines is over het algemeen niet groter dan 2 assen, terwijl CNC-bewerkingsmachines van gemiddelde en hoge kwaliteit 3-5 gecoördineerde assen hebben.
(5) Communicatiefunctie
Low-grade CNC systemen hebben over het algemeen geen communicatiemogelijkheden, terwijl medium-grade CNC systemen RS-232C of Direct Numerical Control (DNC) interfaces kunnen hebben.
Hoogwaardige CNC systemen kunnen ook beschikken over Manufacturing Automation Protocol (MAP) communicatie-interfaces met netwerkmogelijkheden.
(6) Weergavefunctie
Low-grade CNC systemen hebben over het algemeen alleen eenvoudige digitale beeldbuis displays of enkelkleurige CRT karakter displays.
Middelwaardige CNC systemen hebben meer complete CRT displays, die niet alleen karakters weergeven maar ook tweedimensionale graphics, mens-machine dialoog, status en zelfdiagnose functies hebben.
Hoogwaardige CNC systemen kunnen ook driedimensionale grafische weergave, grafische bewerking en andere functies hebben.
5. Indeling naar de samenstelling van het CNC-apparaat
CNC bewerkingsmachines kunnen worden onderverdeeld in twee typen: CNC systemen met harde bedrading en CNC systemen met zachte bedrading, afhankelijk van de samenstelling van het gebruikte CNC apparaat.
(1) Bedraad CNC-systeem
CNC systemen met vaste bedrading maken gebruik van CNC apparaten met vaste bedrading. De invoerverwerking, interpolatieberekening en besturingsfuncties worden allemaal gerealiseerd door speciale logische circuits met een vaste combinatie.
Verschillende soorten gereedschapsmachines hebben verschillende logische combinatieschakelingen. Wanneer u besturings- en bedieningsfuncties wijzigt of toevoegt, is het noodzakelijk om het hardwareschakeling van het CNC-apparaat te wijzigen.
Daarom is dit systeem weinig universeel en flexibel, heeft het een lange productiecyclus en hoge kosten. Vóór het begin van de jaren 1970 behoorden de meeste CNC-bewerkingsmachines tot dit type.
(2) Soft-wired CNC systeem
Soft-wired CNC systemen, ook bekend als computer numerieke besturingssystemen (CNC), maken gebruik van soft-wired CNC apparaten. Het hardwarecircuit van dit type CNC apparaat bestaat uit kleine of microcomputers en algemene of speciale grootschalige geïntegreerde circuits.
Bijna alle hoofdfuncties van de CNC-bewerkingsmachine worden geïmplementeerd door de systeemsoftware, dus de systeemsoftware voor verschillende typen CNC-bewerkingsmachines is verschillend.
Voor het wijzigen of toevoegen van systeemfuncties hoeft het hardwarecircuit niet te worden gewijzigd, alleen de systeemsoftware.
Daarom is dit systeem flexibeler. Omdat het hardwarecircuit in principe universeel is, is het tegelijkertijd bevorderlijk voor massaproductie, waardoor de kwaliteit en betrouwbaarheid verbeteren, de productiecycli korter worden en de kosten lager.
Na het midden van de jaren 1970, met de ontwikkeling van micro-elektronica technologie en de opkomst van microcomputers, evenals de voortdurende verbetering van de integratie van geïntegreerde schakelingen, zijn numerieke besturingssystemen voortdurend ontwikkeld en verbeterd.
Momenteel maken bijna alle CNC-bewerkingsmachines gebruik van CNC-systemen met zachte bedrading.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











