
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Stel je voor dat je moeiteloos door dikke platen metaal snijdt met precisie en snelheid. Dit artikel gaat in op de fijne kneepjes van een CNC-plasmasnijmachine en leidt u door alles, van de eerste installatie tot het onderhoud. Of u nu een doorgewinterde technicus bent of deze technologie voor het eerst gebruikt, u zult waardevolle inzichten krijgen in het maximaliseren van de efficiëntie en het garanderen van de veiligheid. Ontdek hoe u omgaat met dit krachtige gereedschap, hoe u veelvoorkomende problemen oplost en hoe u de prestaties voor verschillende snijtaken optimaliseert. Lees verder om uw inzicht in CNC-plasmasnijbewerkingen te verbeteren.

Waarschuwingstekens: let altijd op voorwerpen die geassocieerd worden met de volgende waarschuwingstekens:
 | Gevaren veroorzaakt door elektriciteit |  | Regelmatige waarschuwing Regelmatige herinneringen |
Lees dit document zorgvuldig door voordat u het bureaublad installeert en bedient. CNC-plasmasnijmachine. Onjuiste bediening kan leiden tot materiële schade of persoonlijk letsel.
Controleer altijd de systeemspecificaties en technische voorwaarden, zoals aangegeven op de apparaatlabels en bijbehorende documentatie.
Deze handleiding geeft een kort overzicht van de bedieningsprocedure. Raadpleeg voor meer gedetailleerde informatie de specificatie van het numerieke besturingssysteem, de plasmavoedingsinstructiehandleiding, de specificatie van de boogspanningsregelaar en de instructiehandleiding voor het afstellen van de condensator.
1. Acceptatie inspectie
Wees voorzichtig
Beschadigde of defecte plasmasnijmachines zijn niet beschikbaar voor gebruik.
2. Vervoer en opslag
Wees voorzichtig
Tijdens transport en opslag is het belangrijk om het product vochtbestendig te houden. Klim of sta niet op het product en plaats er geen zware voorwerpen op. Besteed speciale aandacht aan het voorpaneel en het scherm om botsingen en krassen te voorkomen.
3. Installatie
Wees voorzichtig
De buitenste schil van de CNC-systeem is niet waterdicht. Tijdens de installatie is het belangrijk om het te beschermen tegen direct zonlicht en regen.
Attentie
Neem bij het installeren van het numerieke besturingssysteem voorzorgsmaatregelen om het binnendringen van stof, corrosieve gassen, geleidende voorwerpen, vloeistoffen en brandbare materialen te voorkomen.
Het systeem moet worden geïnstalleerd op een locatie ver weg van ontvlambare en explosieve materialen en sterke elektromagnetische interferentie.
Voor een stabiele werking moet het CNC systeem stevig worden geïnstalleerd en beschermd tegen trillingen.
4. Bedrading
Waarschuwing
Personeel dat verantwoordelijk is voor het bedraden of inspecteren van het systeem moet voldoende deskundig zijn om dergelijke taken uit te voeren.
De aansluitdraden mogen niet beschadigd, ingedrukt of losgetrokken worden. Open de behuizing van het CNC-systeem nooit als het onder lading staat.
Wees voorzichtig
Zorg ervoor dat de spanning en polariteit van elke draadstekker overeenkomen met de specificaties.
Zorg ervoor dat je handen droog zijn voordat je de schakelaar plaatst of omzet.
Wees voorzichtig
Alle bedrading moet correct worden geïnstalleerd en stevig worden vastgemaakt.
Het numerieke besturingssysteem moet betrouwbaar geaard zijn.
5. Inbedrijfstelling en bediening
Wees voorzichtig
Controleer voordat u de plasmasnijmachine gebruikt of de parameterinstellingen juist zijn.
Wijzigingen aan de parameters moeten binnen het toegestane bereik van de parameterinstellingen vallen.
6. gebruiken
Waarschuwing
Open de behuizing van het apparaat of het vaste deksel niet tijdens het gebruik, want dit kan leiden tot persoonlijk letsel of schade aan eigendommen.
Waarschuwing
Voordat u het apparaat opent, moet u ervoor zorgen dat de hoofdvoeding is uitgeschakeld. Als u dit niet doet, kan dit leiden tot persoonlijk letsel of schade aan eigendommen.
Waarschuwing
Steek de stekker van de plasmasnijmachine niet in het stopcontact en haal deze er niet uit terwijl de hoofdstroom is ingeschakeld. Als u dit wel doet, kan dit schade en blijvende schade aan de plasmasnijder veroorzaken.
Waarschuwing
Wacht na het loskoppelen van de hoofdvoeding minstens 2 minuten voordat u de printplaat en connector aanraakt of verwijdert.
De restlading van de condensator van het apparaat blijft nog twee minuten na het uitschakelen van de hoofdvoeding op een gevaarlijke spanning staan.
Waarschuwing
Koppel de plasmavoeding niet los voordat u de snijbrander hanteert, omdat dit kan leiden tot persoonlijk letsel of materiële schade.
Pas bij het hanteren van de snijbrander op voor verbrandingen door hoge temperaturen die door de brander worden veroorzaakt.
Waarschuwing
De gebruiker moet over de nodige vaardigheden beschikken om de machine effectief te kunnen bedienen.
Bedieners moeten veiligheidstraining krijgen met betrekking tot het snijden met vlammen en plasmasnijden.
Ze moeten ook basiskennis hebben van computerbediening en bekend zijn met vlamsnijden en plasmasnijtechnologie.
Attentie
Zorg ervoor dat de schakelaar is uitgeschakeld voordat u de stekker in het stopcontact steekt.
De operator mag de apparatuur niet onbeheerd achterlaten terwijl deze in werking is.
Controleer alle bedrading van het systeem voordat u de stroom inschakelt.
Attentie
Bij gebruik van de plasmasnijmachine moet de staalplaat moet vlak zijn en mag geen grote schommelingen vertonen. Anders zal dit de nauwkeurigheid van de snijgrootte beïnvloeden en de levensduur van het mondstuk en de elektrode sterk verminderen.
7. Problemen oplossen
Waarschuwing
Personeel dat verantwoordelijk is voor het oplossen van problemen moet over de nodige vakkennis en werkvaardigheid beschikken.
Attentie
Nadat een alarm is geactiveerd, moet de fout eerst worden verholpen voordat er opnieuw kan worden gestart.
8. Stroomvoorziening
Attentie
Dit numerieke besturingssysteem is ontworpen om te werken op een 220V 50 Hz voeding en de plasmasnijmachine heeft een 380V 50 Hz voeding nodig.
Zorg ervoor dat elke aangepaste voeding bevestigd is voordat je een bestelling plaatst.
De omgevingsomstandigheden voor het gebruik van de apparatuur moeten identiek zijn aan de omstandigheden die in deze handleiding worden beschreven.
Plaats na het uitpakken van de plasmasnijmachine de plasmastroom in de linker middenpositie met de mattenplaat eronder. Monteer de besturingskast aan de linkerkant van de voorste positie van de plasmasnijmachine, zodat de operator de hele plasmasnijmachine en het snijproces kan controleren.
Verwijder de draad aan de linkerkant en plaats deze parallel aan de plasmasnijmachine.
Zet de plasmasnijder vast met 6 ankerbouten en stel de apparatuur af met behulp van de balanswaterpas.
Sluit het netsnoer van de plasmavoeding aan op de werkplaatsvoeding (driefasig 380V, 50HZ) volgens de voedingsspecificaties.
Sluit de aardedraad van het plasmavermogen aan op het roosterframe of de staalplaat.
Sluit het netsnoer van de schakelkast aan op de werkplaatsvoeding (tweefasig 220V, 50HZ) met 1,5 kW vermogen.
Sluit de stekker aan de zijkant van de schakelkast aan.
Sluit de voeding en signaallijn aan en verbind de plasmaboogspanningslijn en booglijn met de CNC snijmachine (raadpleeg de plasmaspecificatie om de plasmabooglijn en boog te bevestigen). Raadpleeg Afbeelding 1 hieronder als richtlijn:

Fig.1
Als de plasmastroomvoorziening door de gebruiker wordt geleverd, sluit u de plasmabooglijn en -boog aan op de CNC-snijmachine zoals getoond in Figuur 2 (raadpleeg de plasmaspecificaties om de plasmabooglijn en -boog te bevestigen).

Fig.2
De draden met het label V+ en V- moeten worden aangesloten op respectievelijk de positieve en negatieve boog van de plasmabron.
Het is belangrijk om ervoor te zorgen dat de positieve en negatieve bogen correct worden aangesloten, omdat elke fout in dit opzicht tot grote problemen kan leiden.
Zorg ervoor dat de watertoevoer- en -afvoerleidingen goed zijn aangesloten en dat het waterpeil in de gootsteen op 80 mm staat.
Sluit de persluchttoevoer aan op de inlaat van de plasmastroombron en stel de luchtdruk in op 5,0.
Schakel de hoofdvoeding, de schakelaar van de schakelkast en de plasmavoeding in.
Volg de instructies in de plasmavoedingshandleiding, de bedieningshandleiding van de controller en de gebruikershandleiding. Breng geen wijzigingen aan in de parameters van het systeem, tenzij u hier goed van op de hoogte bent en er vertrouwen in hebt.
Als de snijkwaliteit niet bevredigend is en niet opgelost kan worden, controleer dan de elektrode en het mondstuk van de plasmasnijtoorts en vervang beschadigde onderdelen.
Het wordt aanbevolen om de verbindingskabel tussen het hoofdgedeelte en de elektrische schakelkast van de snijmachine langs de geosyncline te leggen. Dit beschermt de kabel en vergemakkelijkt het onderhoud.
De snijfase is gemarkeerd met een effectief werkgebied en het werkstuk mag alleen binnen de grenzen van deze markering worden gesneden.
De apparatuur heeft twee voedingskabels:
De eerste voedingskabel is voor de totale voeding van het besturingssysteem en heeft een vermogen van 1,5 KW en een spanning van 2 fasen 220V.
De tweede voedingskabel is voor de plasmavoeding en heeft een vermogen van 8,4 KW en een spanning van drie fasen 380V (deze kabel is optioneel).
De lengte van de kabel vanaf de zijkant van de plasmasnijmachine is ongeveer 4,5 meter. De totale voedingskabel voor het besturingssysteem is een 2-fasige kabel met een draaddoorsnede van 1,5 mm.2terwijl de voedingskabel voor het plasmavermogen een 4-aderige kabel is met een lijndiameter van 6 mm.2.
Zowel de kabels als de luchtleidingen lopen door het luchttrekframe en dalen dan af naar het hoofdschakelbord van de voedingseenheid langs de wand van de installatie, waar ze worden aangesloten op de juiste schakelaars en stopcontacten.
Het is belangrijk dat het besturingssysteem en de plasmastroomvoorziening betrouwbaar geaard zijn.
Om grote stroomschommelingen (> ±10%) en mogelijke elektrische interferentie te voorkomen, wordt het aanbevolen om een speciale voedingslijn (zoals een speciale lijn vanuit de laagspanningstransformatorruimte) of een extra spanningsstabilisator voor de CNC-plasmasnijder te gebruiken. Dit helpt om de invloed van stroomkwaliteit en elektrische interferentie te minimaliseren.
In een werkplaats met meerdere elektrische lasmachines, argon booglassen machines, plasmasnijmachines of hoogfrequente storingsbronnen zoals krachtige omvormers, wordt aanbevolen om filters te installeren op de voedingskabel voor het numerieke besturingssysteem om interferentie te verminderen.
Een plotselinge stroomstoring kan leiden tot het verlies van snijbestanden en de productie van afval. Veelvuldige plotselinge stroomonderbrekingen kunnen ook schade veroorzaken aan de CNC software of hardware.
Daarom is het bij frequente stroomuitval aan te raden om te overwegen een 500 W UPS voeding voor het NC-systeem te installeren om je te beschermen tegen de mogelijke gevolgen van stroomstoringen.
Gebruik perslucht bij het bedienen van de plasmasnijmachine.
De luchtcompressor moet een debiet hebben van 1m3/min en de uitgaande luchtdruk moet tussen 6,1-8,2 bar liggen wanneer het plasmavermogen wordt gebruikt om te snijden.
Als de luchtdruk lager is dan 5,5 bar, zal dit de snijkwaliteit ernstig beïnvloeden. Als de luchtdruk onder de 4 bar zakt, zal het plasmavermogen de elektrode beschadigen en de plasmasnijmachine onbruikbaar maken.
De luchtleiding moet gemaakt zijn van rubberen hogedrukslang met een binnendiameter van 10 mm en een druk van 2 Mpa (20 bar).
Een krachtige ventilatiesysteem moeten worden geïnstalleerd op de werkplek om de rook die vrijkomt tijdens het snijproces af te voeren.
Voordat u de plasmasnijapparatuur inschakelt, moet u ervoor zorgen dat alle schakelaars op de machine in de gesloten stand staan.
De draaischakelaar aan de achterkant van het plasmavermogen moet in een horizontale stand staan.
Schakel de hoofdvoeding in door de stroom van de hoofdschakelkast in te schakelen, waardoor de twee kabels van stroom worden voorzien.
Sluit de stroomonderbreker in de apparatuurkast op de stand "ON".
Schakel de voeding van de systeembesturing in en de hoofdinterface moet op het scherm verschijnen.
Draai vervolgens de draaischakelaar aan de achterkant van de plasmavoeding 90 graden in de verticale stand. De voedingsindicator moet zich aan de voorkant van de plasmavoeding bevinden.
Zet de luchtcompressor aan (met een debiet van 1m3/min) en pas de drukschakelaar van de luchtcompressor aan om de uitgangsdruk in te stellen op 6,1-8,2 bar.
Als de luchtdruk lager is dan 6,1 bar, kan de druk tijdens het snijden dalen, waardoor de snijkwaliteit instabiel wordt.
Als de luchtdruk hoger is dan 8,3 bar, kan dit leiden tot beschadiging van het luchtfilter op de plasmastroombron.
Stel de drukregelknop op de plasmastroomvoorziening in om een druk van 5,5-6,0 bar te handhaven.
Draai de plasmastroomregelaar/gastestknop naar de gasteststand om te controleren of de druk niet onder 5 bar zakt.
Als de druk onder 5 bar komt, zal de snijkwaliteit ernstig worden beïnvloed en kan het plasmavermogen stoppen met werken.
Als de werkomgeving niet schoon is, is het aan te raden om een meerlagig gezamenlijk filtratiesysteem voor de plasmavoeding te installeren. Verontreinigingen zoals olie, vocht en stof in de lucht kunnen ernstige problemen veroorzaken, zoals boogfouten en schade aan de snijbrander.
Als deze voorbereidingen klaar zijn, kan het plasmasnijden beginnen.
Boogdrukregelaar
Stel de snijmodus van het NC-systeem in op plasmamodus en schakel de boogspanningsregelaar in.
De parameters voor boogdrukaanpassing moeten alleen de boogdrukwaarde bevatten, waarbij de perforatietijd en andere positioneringstijdparameters worden ingesteld door het CNC-systeem.
Raadpleeg voor meer informatie de handleiding voor het instellen van de boogdruk.
Maak snijafbeeldingen met professionele tekensoftware zoals AUTOCAD en bewerk de programma's vervolgens met programmeersoftware.
Gebruik de bibliotheek die door het systeem wordt geleverd om te bewerken. Raadpleeg de handleiding van het NC-systeem voor meer informatie.
Maak gebruik van de functie voor het nesten van metalen platen die het systeem biedt.
Zodra het snijprogramma is overgebracht naar het geheugen, ga je terug naar de hoofdinterface om te controleren of het grafische weergavegebied aan de nodige eisen voldoet.
Pas indien nodig de snijparameters en systeeminstellingen aan.
Raadpleeg voor meer informatie de handleiding voor het numerieke besturingssysteem en de handleiding voor de boogdrukregelaar. Er kan een handleiding voor een specifieke regelaar in China beschikbaar zijn om te downloaden.
Bedienings- en installatiehandleiding van het FangLing snijcontrolesysteem (V2.1)
Opmerking:
Raadpleeg de meest recente handleiding van het numerieke besturingssysteem als er afwijkingen zijn.
Tijdens het plasmasnijden moet de operator beschermende kleding dragen, zoals een muts en veiligheidsbril, en zichzelf goed vastzetten.
De plasmasnijmachine heeft ook een automatische uitlijnfunctie voor stalen platen, die de draaihoek meet.
Normaal gesproken kan het voor de operator moeilijk zijn om de staalplaat uit te lijnen met de Y-as van de plasmasnijder tijdens het hijsproces. Deze functie meet de rotatiehoek van de staalplaat en draait de snijgrafiek automatisch overeenkomstig, waardoor er minder afval is en de efficiëntie toeneemt.
Om deze functie te gebruiken, beweegt u de plasmasnijmachine naar de linkerbovenhoek van de staalplaat nadat u klaar bent met het bewerken van de snijgrafiek. Druk in de hoofdinterface op de toets "F2" in het bestandsgedeelte en druk vervolgens op de toets "F7" voor het meten van de rotatiehoek. Gebruik de richtingstoetsen om de plasmasnijmachine naar de linker benedenhoek van de staalplaat te verplaatsen en druk op "F1" om te bevestigen. Ga ten slotte terug naar het optiegedeelte van de interface.
Opmerking:
Raadpleeg de meest recente handleiding van het numerieke besturingssysteem als er afwijkingen zijn.
Tijdens het plasmasnijden moet de operator beschermende kleding dragen, zoals een muts en veiligheidsbril, en zichzelf goed vastzetten.
De plasmasnijmachine heeft ook een automatische uitlijnfunctie voor stalen platen, die de draaihoek meet.
Normaal gesproken kan het voor de operator moeilijk zijn om de staalplaat uit te lijnen met de Y-as van de plasmasnijder tijdens het hijsproces. Deze functie meet de rotatiehoek van de staalplaat en draait de snijgrafiek automatisch overeenkomstig, waardoor er minder afval is en de efficiëntie toeneemt.
Om deze functie te gebruiken, beweegt u de plasmasnijmachine naar de linkerbovenhoek van de staalplaat nadat u klaar bent met het bewerken van de snijgrafiek. Druk in de hoofdinterface op de toets "F2" in het bestandsgedeelte en druk vervolgens op de toets "F7" voor het meten van de rotatiehoek. Gebruik de richtingstoetsen om de plasmasnijmachine naar de linker benedenhoek van de staalplaat te verplaatsen en druk op "F1" om te bevestigen. Ga ten slotte terug naar het optiegedeelte van de interface.
Opmerking:
Functie "Terug naar beginpunt":
Druk in de pauze-interface op "Return to Original Point" (Terugkeren naar beginpunt) om de CNC-plasmasnijden machine om terug te keren langs het snijpad. Druk op de "Stop"-knop zodra de machine het punt bereikt waarop hij niet meer verder kan.
Samen met de functies "Jog Move Forward" en "Jog Move Backward" kun je precies de juiste positie vinden, opnieuw aansteken, voorverwarmen en opnieuw beginnen met snijden.
Functie "Jog Bewegen Vooruit" en "Jog Bewegen Achteruit":
Druk op een van beide toetsen om de plasmasnijmachine vooruit (of achteruit) te bewegen langs het snijpad. De afstand wordt bepaald door de parameter "Jog Movement Distance" in de interface "Universal Parameter".
Functie "Handvat snijbrander":
Druk terwijl u op de interface bent op "Handgreep snijbrander" om de snijbrander van de staalplaat weg te bewegen en de nodige vervangingen of aanpassingen uit te voeren.
Druk op de "Return" toets om de plasmasnijmachine terug naar de onderbroken locatie en ga verder met snijden.
Opmerking: De plasmavoeding moet worden uitgeschakeld wanneer u de snijmondstuk of aanpassingen te maken. De plasmavoeding moet weer worden ingeschakeld zodra de behandeling is voltooid om foutmeldingen te voorkomen.
Wees voorzichtig bij het hanteren van de snijbrander, omdat deze zeer heet is onmiddellijk nadat het snijden is gestopt.
Functie "Breakpointgeheugen":
Druk in de pauze-interface op de toets "F6" (Breakpoint Memory) en het systeem slaat het resterende deel van het programma op.
Keer terug naar de hoofdinterface, voer indien nodig andere taken uit en druk dan op de knop "F2" in de interface "Bestand" om toegang te krijgen tot het opgeslagen geheugenbestand.
Druk op "F2" voor het Breakpoint Memory om de resterende snijafbeeldingen naar het geheugen over te brengen. Keer terug naar de hoofdinterface om verder te gaan met snijden.
De plasmasnijmachine mag tijdens dit proces niet bewogen worden.
Als je het knippen wilt opgeven, druk je nogmaals op de STOP-toets, druk je op "F7" om te bevestigen en keer je terug naar de hoofdinterface.
Zodra het snijden klaar is, keer je terug naar de hoofdinterface en ga je indien nodig verder met het snijden van andere objecten.
Schakel de luchtcompressor na het snijden uit.
Ga naar de joggingmodus, beweeg het snijmechanisme naar links en zet de machine in de parkeerstand. Schakel vervolgens de stroom van de besturing uit.
Schakel na vijf minuten wachten de plasmavoeding uit en vervolgens de voeding van het besturingssysteem.
Ruim ten slotte het werkgebied op.
Voordat u begint te werken aan het luchtcircuit, de plasmastroomvoorziening en de snijbrander, is het van cruciaal belang om te controleren op lekken en deze te repareren als ze worden gevonden. Controleer voor het snijden of het snijmondstuk en de elektrode geschikt zijn voor de instelling van de plasmastroom en dikte staalplaat. De stroominstelling moet worden ingesteld op 95% van de werkstroom van de straalpijp; als de straalpijp bijvoorbeeld 100A is, moet de stroominstelling 95A zijn. Zorg ervoor dat de gasdruk binnen het aanvaardbare bereik ligt en reinig de luchtcompressor regelmatig. Controleer ook regelmatig het luchtfilter en vervang indien nodig accessoires.
Wanneer u snijonderdelen vervangt of de plasmasnijmachine langere tijd niet gebruikt, draait u de stroomregelknop naar de gasteststand of opent u handmatig de magneetklep om waterdamp en onzuiverheden uit het gastraject en de toorts te verwijderen. Reinig en olie na gebruik de langsgeleider en het geleidingsoppervlak van de horizontale geleiderail. De operator moet de stroom- en gasbron uitschakelen wanneer hij pauzeert of de machine voor langere tijd niet gebruikt.
Wacht na gebruik van de CNC snijmachine tot de apparatuurkast en de plasmavoeding zijn afgekoeld voordat u de voeding uitschakelt. Inspecteer en reinig het rek regelmatig met een borstel en smeer het hefmechanisme (zoals het kogellager, de schroef en de lineaire geleider).
Voeg smeerolie toe aan de lineaire geleideslede van de X-as.
Reinig regelmatig de snijslakken onder de snijtafel en veeg stof weg van het oppervlak van de plasmasnijapparatuur.
Het is belangrijk om de toestand van zowel de bovenste als onderste eindschakelaar regelmatig te controleren en defecte schakelaars onmiddellijk te vervangen.
Reinig de grijze laag aan de zijkant van het rek één keer per maand met een droge borstel.
Open de elektrische kast en reinig de binnenkant om de drie maanden om de grijze laag te verwijderen.
Inspecteer elke drie maanden de elastische onderdelen van de servomotor. klemming Controleer of het mechanisme betrouwbaar is en stel de veerspanningsbouten zo nodig bij om de juiste druk te handhaven.
Controleer de kabels van de plasmasnijder om de drie maanden op tekenen van slijtage.
Controleer jaarlijks of de bouten goed vastzitten.
Controleer de borstels van de gelijkstroommotor jaarlijks. Overmatige slijtage van de gelijkstroommotor kan de prestaties negatief beïnvloeden en zelfs schade aan de motor veroorzaken.
Daarom is het belangrijk om de motorborstels regelmatig te inspecteren en te vervangen.
Wanneer de plasmasnijmachine niet in gebruik is, is het aan te raden deze regelmatig aan te sluiten op elektriciteit, idealiter 1-2 keer per week. Laat de machine elke keer ongeveer 1 uur draaien zonder bewerkingstaken om te profiteren van de warmte die door de machine wordt gegenereerd om de vochtigheid binnenin te verminderen en te voorkomen dat vocht de elektronische componenten aantast.
Om de impact van stroomfluctuaties (>±10%) en mogelijke elektrische interferentie te minimaliseren, moet de plasmasnijapparatuur gevoed worden door een speciale lijn (zoals van een laagspanningstransformatorruimte speciaal voor numerieke besturingsapparatuur) of uitgerust worden met een extra spanningsstabilisator. Dit zorgt voor een stabiele stroomtoevoer en vermindert elektrische interferentie.
Controleer jaarlijks de bevestiging van de aansluitklemmen. De aansluitklemmen kunnen na verloop van tijd losraken door langdurig gebruik en trillingen, wat schade door hitte kan veroorzaken als ze niet goed vastzitten.
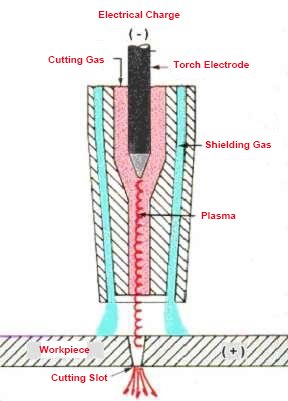
De plasmasnijmachine is een geavanceerd heet snijgereedschap dat perslucht gebruikt als werkgas en de hoge temperatuur en snelheid van de plasmaboog als hittebron. De plasmaboog smelt het metaal gedeeltelijk en de hogesnelheidslucht blaast het gesmolten metaal weg om een smalle snijnaad te vormen.
Met plasmasnijden kunnen verschillende metalen worden gesneden, waaronder roestvrij staal, aluminium, koper, gietijzer en koolstofstaal. Het biedt een hoge snijsnelheid, een smalle snijbreedte, een glad snijoppervlak, een minimale warmte-beïnvloede zone, minimale vervorming van het werkstuk en bedieningsgemak. Bovendien heeft plasmasnijden een opmerkelijk energiebesparend effect.
De plasmasnijapparatuur is ideaal voor gebruik bij de productie, installatie en het onderhoud van verschillende machines en voor het uitvoeren van snij- en fabricagetaken zoals het snijden van middelgrote platen, trepanning en afschuinen.
De parameters van het plasmasnijproces spelen een belangrijke rol bij het bepalen van de stabiliteit, snijkwaliteit en efficiëntie van het snijproces.
De belangrijkste snijspecificaties zijn:
Het verhogen van de snijstroom kan het vermogen van de plasmaboog verhogen, maar dit wordt beperkt door de maximaal toelaatbare stroom. Als deze wordt overschreden, wordt de plasmaboogkolom dikker, neemt de snijbreedte toe en gaat de elektrode minder lang mee.
De componenten van de snijbrander moeten overeenkomen met de instelling van de plasmastroom.
De stroomsterkte moet binnen 95% van de werkstroom van de sproeier liggen. Bijvoorbeeld, de stroomsterkte voor een 100A sproeier moet worden ingesteld op 95A.
Het verhogen van de gasstroom kan de boogkolomspanning verhogen, waardoor de plasmaboogenergie geconcentreerder wordt en de straalkracht sterker. Dit kan de snijsnelheid en -kwaliteit verbeteren.
Als de gasstroom echter te hoog is, wordt de boogkolom korter en ontstaat er meer warmteverlies, waardoor het snijvermogen afneemt. In extreme gevallen kan het snijproces hierdoor niet normaal verlopen.
De snijhoogte is de afstand van het uiteinde van de snijkop tot het oppervlak van het te snijden materiaal. Deze ligt meestal tussen 2-5 mm.
Het aanhouden van de juiste snijhoogte is essentieel voor efficiënt plasmaboogsnijden. Een onjuiste snijhoogte kan leiden tot een verminderde snijefficiëntie en -kwaliteit en zelfs tot verbranding van het snijmondstuk.
De snijmondstukhoogte kan worden gevonden in de specificaties van de plasmastroombron of worden aangepast op basis van snijervaring.
Voor perforatie moet de hoogte van het snijmondstuk worden ingesteld op twee keer de hoogte die wordt gebruikt tijdens normaal snijden.
Bovengenoemde factoren hebben een directe invloed op de compressie van de plasmaboog en ook op de temperatuur en energiedichtheid van de plasmaboog. De temperatuur en energiedichtheid van de plasmaboog bepalen de snijsnelheid. Deze factoren zijn dus allemaal gerelateerd aan de snijsnelheid.
Terwijl de snijkwaliteit gewaarborgd blijft, is het belangrijk om de snijsnelheid zo veel mogelijk te verhogen. Dit verhoogt niet alleen de productiviteit, maar vermindert ook de vervorming van het snijdeel en de thermische invloedszone van de snede.
Als de snijsnelheid niet geschikt is, zal het tegenovergestelde effect optreden, waardoor de viscositeit toeneemt en de snijkwaliteit afneemt.
De dikte van de staalplaat heeft een grote invloed op de keuze van het snijproces. Zelfs met dezelfde snijbrander is de perforatiecapaciteit (dikte) slechts de helft van de snijcapaciteit (dikte).
De aanbevolen snijcapaciteit voor een Hypertherm 100A plasmastroom is bijvoorbeeld 16 mm, terwijl de perforatiecapaciteit 12 mm is.
Wanneer de dikte van de staalplaat de perforatiecapaciteit overschrijdt, is het daarom niet aan te raden om de plaat direct in het midden te perforeren. In plaats daarvan moet het snijden beginnen aan de rand van de plaat en naar binnen werken.
Tijdens de reis van de staalproductie naar de snijwerkplaats vormt het oppervlak van de staalplaat onvermijdelijk een oxidelaag. Bovendien vormt de staalplaat ook een oxidelaag op zijn oppervlak tijdens het walsproces.
Deze oxidelagen hebben een hoog smeltpunt en zijn moeilijk te smelten, wat de snijsnelheid vertraagt. Bij verhitting spettert de geoxideerde coating ook, wat verstoppingen veroorzaakt in het snijmondstuk en de levensduur van het snijmondstuk en de elektrode verkort.
Daarom is het noodzakelijk om roestverwijdering voor te bereiden voor het snijden. Dit wordt meestal gedaan door roest te verwijderen en vervolgens geleidende verf aan te brengen om roest te voorkomen.
Een veelgebruikte methode is om klein ijzerzand op het oppervlak van de staalplaat te spuiten en de geoxideerde laag te verwijderen met de ponskracht die door het ijzerzand wordt gegenereerd. Daarna wordt er een roestwerende verf met vlamvertragend en goed geleidend vermogen aangebracht.
Roest verwijderen en voorbehandeling met verfspray vóór snijstaal plaat is een essentiële stap geworden in de productie van metalen constructies.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











