Vergelijking van lasersnijrendement: Lucht vs Zuurstof vs Stikstof
Hoe kunnen verschillende gassen de efficiëntie van lasersnijden beïnvloeden? Dit artikel onderzoekt de prestaties van lucht, zuurstof en stikstof als snijgassen en vergelijkt hun effecten op verschillende metalen. U zult ontdekken welk gas de beste snelheid, kwaliteit en kosteneffectiviteit biedt voor specifieke toepassingen. Door deze verschillen te begrijpen, kunt u uw lasersnijproces optimaliseren om productieresultaten te verbeteren en kosten te verlagen.
Lucht, het essentiële "levensgas" dat we dagelijks inademen, bestaat uit ongeveer 78% stikstof, 21% zuurstof, 0,93% argon, 0,04% kooldioxide en sporen van andere gassen zoals neon, helium, methaan en waterstof. Waterdamp, hoewel variabel, kan tot 4% van de atmosfeer uitmaken in vochtige omstandigheden.
Laten we nu eens kijken naar de voordelen van luchtsnijden in het lasersnijproces.
Principe van luchtsnijden
Het snijprincipe van lucht lijkt sterk op dat van stikstof in lasersnijprocessen. Het maakt gebruik van laserenergie om het metaal te smelten, terwijl hogedrukgas wordt gebruikt om het gesmolten materiaal uit de kerf te drijven. Tijdens dit proces kunnen sommige metaalsubstanties oxideren of verbranden, wat resulteert in de vorming van metaaloxides op het snijoppervlak. Veel voorkomende oxiden zijn grijs vast aluminiumoxide (Al2O3), zwart vast magnetiet (Fe3O4) en koper(II)oxide (CuO).
Lucht, alomtegenwoordig in de atmosfeer, kan worden gebruikt voor snijtoepassingen via een reeks voorbereidende stappen. De lucht wordt eerst samengeperst in een luchtopslagtank en vervolgens onderworpen aan filtratie-, koel- en droogprocessen om verontreinigingen zoals vocht en olie te verwijderen. Deze behandeling maakt de lucht geschikt voor snijbewerkingen. De natuurlijke samenstelling van lucht, die ongeveer 21% zuurstof bevat, compenseert gedeeltelijk de afwezigheid van zuivere zuurstof of stikstof in het snijproces.
Theoretisch kan luchtsnijden worden toegepast op elk metalen materiaal dat door laserenergie kan worden gesmolten. De effectiviteit en kwaliteit van de snede kan echter variëren afhankelijk van factoren zoals materiaaldikte, thermische geleidbaarheid en de specifieke laserparameters die worden gebruikt. De aanwezigheid van zuurstof in lucht kan leiden tot exotherme reacties met bepaalde metalen, wat de snijsnelheden kan verhogen, maar ook de snijkwaliteit en de oxidatie van het oppervlak kan beïnvloeden.
De snijmethode met lucht biedt een kosteneffectief alternatief voor het gebruik van zuivere gassen, waardoor het bijzonder geschikt is voor niet-kritische toepassingen of materialen die minder gevoelig zijn voor oxidatie. Voor precisiesnijwerk of bij het werken met zeer reactieve metalen kunnen andere gassen zoals stikstof of argon de voorkeur hebben om oxidatie te minimaliseren en een superieure snijkwaliteit te bereiken.
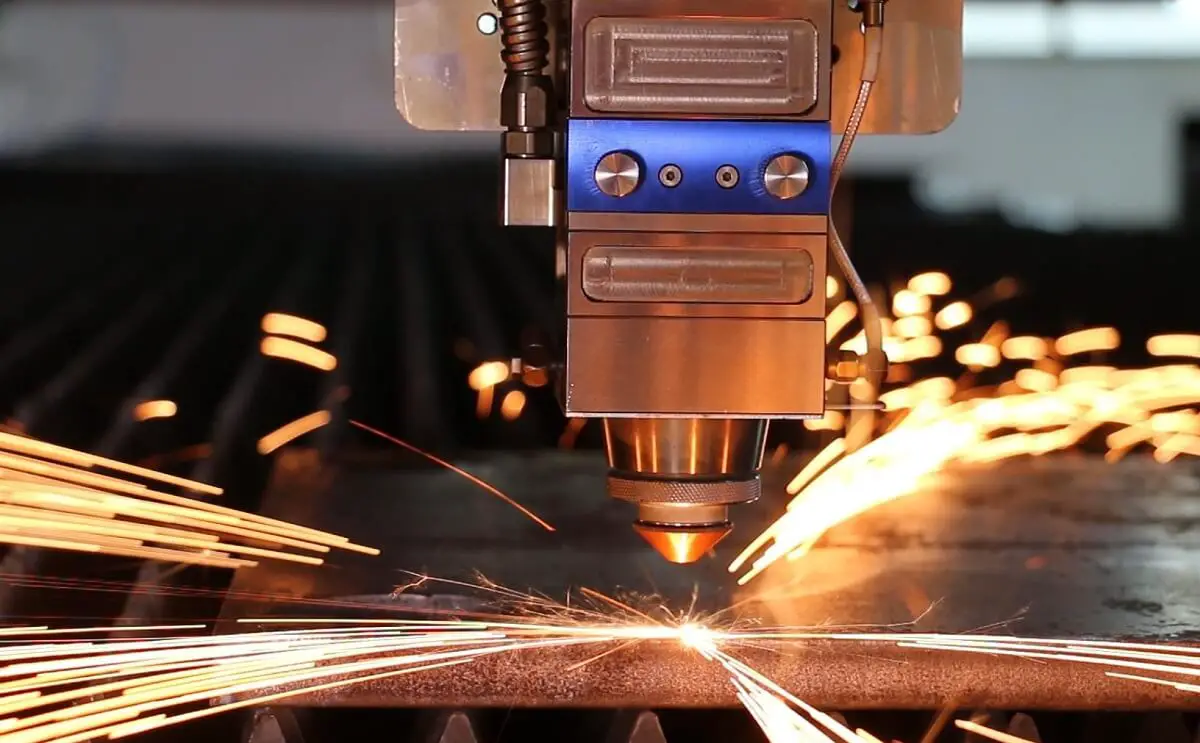
Evaluatie van snijprestaties op platen van roestvrij staal, koolstofstaal en aluminiumlegeringen met een 6kW lasersnijden machine met lucht en stikstof/zuurstof als snijgassen.
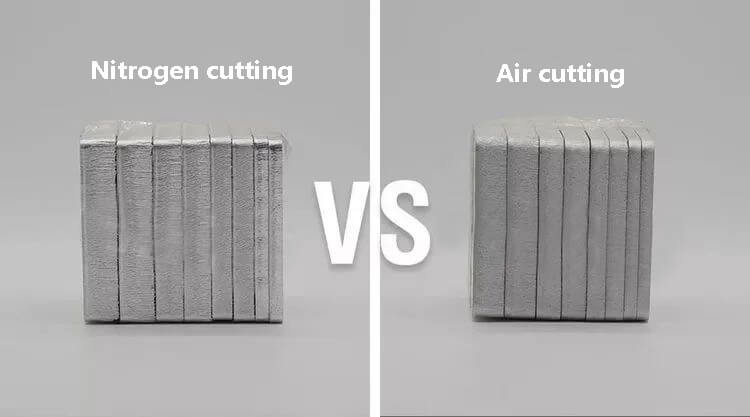
⊙ Vergelijking van het snijsectie-effect van stikstof en lucht
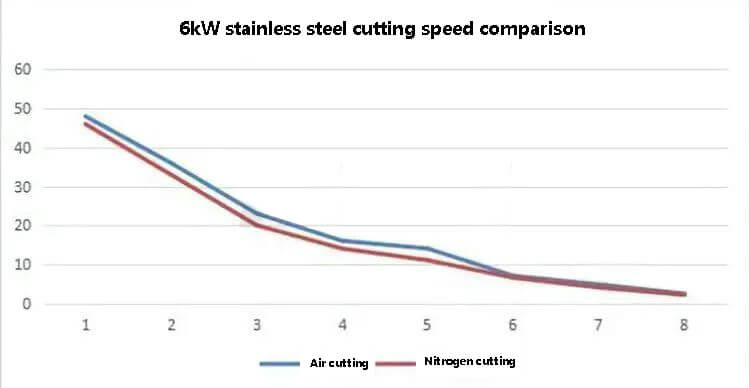
⊙ Vergelijking van de snijsnelheid met stikstof en lucht
Effectanalyse:
De bovenstaande afbeelding toont de snijresultaten van 10 mm tot 4 mm roestvast staal, in die volgorde.
Vergeleken met het snijden met stikstof ziet het snijgedeelte met lucht er donkerder uit, maar er is geen slak aanwezig. Na het polijsten kan het snijgedeelte er ook helderder uitzien.
Qua snelheid is het snijden van roestvast staal met lucht iets sneller dan met stikstof, maar het verschil is niet significant.
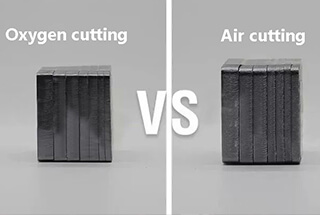
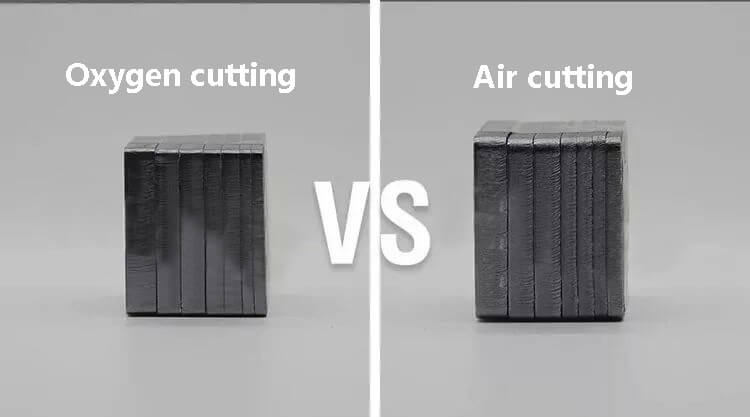
Experiment 2: vergelijking van zuurstof en lucht bij het snijden van koolstofstaal
⊙ Vergelijking van snijsectie-effecten met zuurstof en lucht
⊙ Vergelijking van de snijsnelheid met lucht en zuurstof
Effectanalyse:
De bovenstaande afbeelding toont de snijresultaten van 10 mm tot 3 mm koolstofstaal, in die volgorde.
Vergeleken met zuurstof snijden heeft 8 mm koolstofstaal lichte slakresten en heeft 10 mm koolstofstaal ernstigere slakresten.
Daarom wordt luchtsnijden niet aanbevolen voor het snijden van koolstofstalen platen dikker dan 10 mm.
Experiment 3: vergelijking van stikstof en lucht aluminium snijden legering
⊙ Vergelijking van het snijsectie-effect van stikstof en lucht
⊙ Vergelijking van de snijsnelheid met stikstof en lucht
Effectanalyse:
De bovenstaande afbeelding toont de snijresultaten van 10 mm naar 3 mm aluminiumplatenin die volgorde.
Vergeleken met stikstofsnijden resulteert luchtsnijden in een fijnere doorsnede en minder slakresten.
Qua snelheid is het snijden van aluminium platen met lucht iets sneller dan met stikstof, maar het verschil is niet significant.
Samenvatting
Er werden experimenten uitgevoerd om de prestaties en efficiëntie van het snijden met lucht versus stikstof/zuurstof op verschillende materialen en plaatdiktes te evalueren.
Uit de uitgebreide beoordeling bleek dat snijden met lucht een kosteneffectieve optie is voor toepassingen met minder strenge eisen. Het gebruik van lucht als snijhulpgas kan de productiekosten aanzienlijk verlagen in vergelijking met stikstof of zuurstof.
Het is echter cruciaal om rekening te houden met de volgende overwegingen als je kiest voor luchtsnijden:
1. Luchtkwaliteit: De perslucht moet zorgvuldig behandeld worden om optimale snijprestaties te garanderen. Deze behandeling moet het volgende omvatten:
Koud drogen om een drukdauwpunt tussen 3-8°C te bereiken
Meerfasig ontvettingsproces
Filtratie om een vloeibaar oliegehalte van ≤0,003 ppm en een dampoliegehalte van ≤0,003 ppm te bereiken
Toepassing van speciale filters om gasvormige olieverontreinigingen te verwijderen
2. Onderhoud: Regelmatig en grondig onderhoud van het luchtbehandelingssysteem is essentieel, inclusief:
Onderhoud van luchtcompressoren
Koudedroger inspectie en onderhoud
Tijdige vervanging van filters
Het verwaarlozen van deze onderhoudsprocedures kan leiden tot:
Verontreiniging van de gasleiding met water en olie
Beslaan van de beschermende lens, waardoor de snijkwaliteit afneemt
Mogelijke schade aan de interne spiegelgroep door verhoogde temperaturen veroorzaakt door interacties met krachtige bundels
3. Procesoptimalisatie: Om de meest kosteneffectieve snijoplossing te bepalen die voldoet aan specifieke productievereisten, moeten fabrikanten rekening houden met:
Door deze factoren zorgvuldig te evalueren en af te wegen tegen de productiebehoeften, kunnen fabrikanten een hogere kwaliteit bereiken en tegelijkertijd de kosten optimaliseren. Deze aanpak zorgt ervoor dat de gekozen snijmethode niet alleen voldoet aan de technische specificaties, maar ook in lijn is met de algehele productie-efficiëntie en economische overwegingen.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je ooit geworsteld met het kiezen van het juiste lasersnijmondstuk voor je project? Het kiezen van de optimale nozzle is cruciaal om zuivere, precieze sneden te maken en de efficiëntie te maximaliseren. In deze...
Heb je je ooit afgevraagd hoe een lasersnijmachine werkt? In deze blogpost duiken we diep in de innerlijke werking van deze uiterst precieze machines die een revolutie teweeg hebben gebracht in de...
Heb je je ooit afgevraagd hoe een laser door metaal kan snijden als een heet mes door boter? In dit fascinerende artikel onderzoeken we de wetenschap achter de fiberlasersnijtechnologie....
Bent u nieuwsgierig naar de geavanceerde technologie die een revolutie teweegbrengt in de productie? In deze blogpost duiken we in de wereld van lasersnijmachines, verkennen we hun voordelen en de topfabrikanten die...
Stel je de catastrofale gevolgen voor van het verwaarlozen van het onderhoud van lasersnijmachines. Laat uw bedrijf niet het slachtoffer worden van kostbare stilstand en reparaties! In deze blogpost duiken we in de essentiële...
Lasersnijden heeft een revolutie teweeggebracht in de productie, maar zelfs de meest geavanceerde machines hebben te maken met problemen. In deze blogpost duiken we in veelvoorkomende problemen met lasersnijmachines en geven we stap-voor-stap...
Geïntrigeerd door de kunst van het lasersnijden? Deze blogpost duikt diep in de kritische parameters die de snijkwaliteit en efficiëntie maken of breken. Ontdek insidertips van doorgewinterde...
Benieuwd naar de mogelijkheden van lasersnijden? In deze uitgebreide gids duiken we in de wereld van lasersnijsnelheden en -diktes voor verschillende metalen. Onze deskundige...
Waarom varieert de kwaliteit van lasersnijden met dezelfde apparatuur en parameters? Dit artikel onderzoekt hoe de samenstelling van koolstofstalen platen het snijresultaat beïnvloedt. Door de...