Wat is braam?
Laten we beginnen met te definiëren wat bramen zijn.
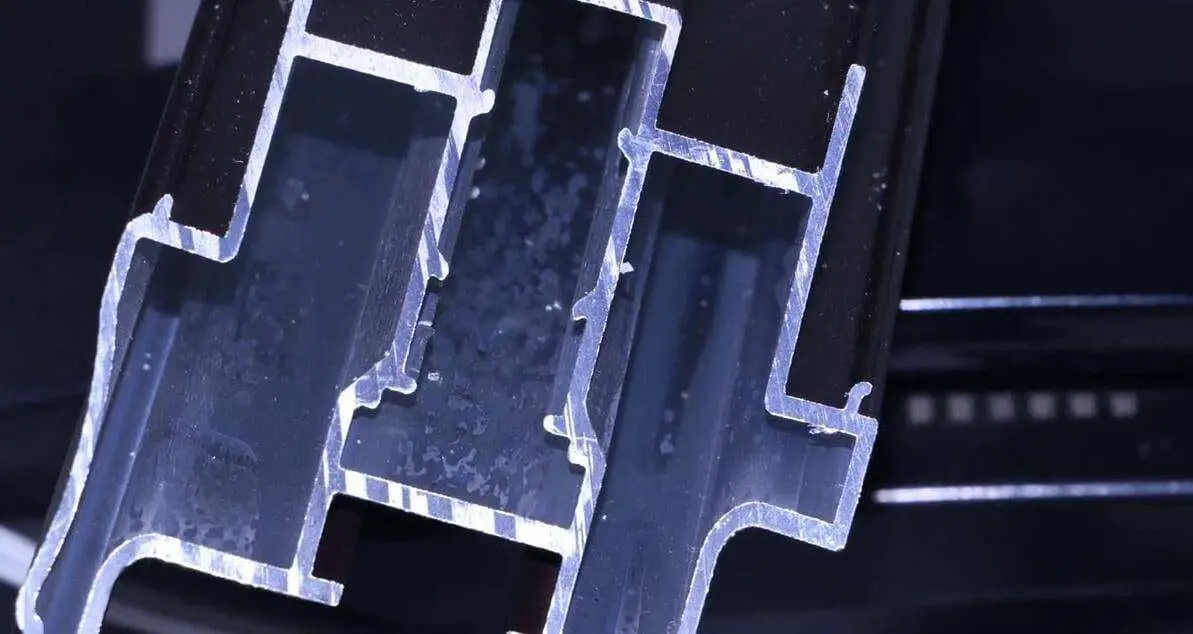
Bramen zijn kleine metalen deeltjes die zich vormen op het bewerkte oppervlak van een werkstuk. Deze fijne deeltjes ontstaan als gevolg van metaal gieten, slijpen, snijden, frezen en andere soortgelijke processen.
Classificatie van braam
De vorming van bramen varieert afhankelijk van het gebruikte fabricageproces. Op basis van deze processen kunnen bramen over het algemeen worden ingedeeld in:
1. Gietbraam:
Meestal wordt de grootte van de braam, het overtollige materiaal dat geproduceerd wordt bij de verbinding van de mal of de wortel van de poort, gemeten in millimeters.
2. Braam smeden:
Bij de verbinding van de metalen mal worden bramen veroorzaakt door de plastische vervorming van de smeedmateriaal.
Elektrisch lassen en gaslasbramen:
De elektrisch lassen Braam verwijst naar het overtollige vulmateriaal dat uit het oppervlak van het onderdeel steekt.
Gaslasbramen zijn de slak die uit de snede stroomt tijdens het gas snijproces.
3. Stempelbraam:
Tijdens het stempelen is er een opening tussen de stempel op de matrijs en de onderste matrijsof tussen de snijkanten bij de inkeping, waardoor bramen ontstaan door slijtage van de matrijs.
De vorm van de stansbraam varieert op basis van factoren zoals het materiaal van de plaat, de dikte van de plaat, de opening tussen de bovenste en onderste matrijs en de vorm van de gestanste onderdelen.
Draaien, frezen, schaven, slijpen, borenRuimen en andere bewerkingsmethoden kunnen ook bramen veroorzaken.
De bramen die ontstaan bij deze verschillende bewerkingsmethoden hebben verschillende vormen, die beïnvloed worden door het type gereedschap dat gebruikt wordt en de parameters van het proces.
Net als gietbraam, braam die ontstaat bij de verbinding van een kunststof mal.
Hoe ontbramen?
Er ontstaan bramen door de opening in de verbinding tussen de mal en de matrijs.
Momenteel is het een uitdaging om bramen volledig te elimineren door de onvolmaakte uitlijning tussen de matrijs en de matrijs.
Maar met de vooruitgang in metalen materialen die steeds harder, sterker en duurzamer worden, zijn er steeds meer complexe integrale onderdelen in mechanische producten, waardoor ontbramen steeds moeilijker wordt.
Naarmate de technologie voortschrijdt en de productprestaties verbeteren, groeit de vraag naar producten van hogere kwaliteit, waardoor het verwijderen van bramen van werkstukken steeds belangrijker wordt.
De aanwezigheid van bramen doet niet alleen afbreuk aan het uiterlijk van producten, maar verlaagt ook aanzienlijk de kwaliteitsnorm van metalen werkstukken en heeft invloed op hun assemblage, prestaties en levensduur.
Om het optreden van bramen te beperken, is het cruciaal om te kiezen voor hoogwaardige snijwerktuigen die hun uiterlijk minimaliseren, zoals frezen met een gladde afwerking.
Zelfs met het juiste gereedschap, bramen verwijderen kan nog een secundaire ontbraambewerking nodig zijn.
Dit secundaire ontbraamproces kan tot 30% van de kosten van afgewerkte onderdelen uitmaken en is moeilijk te automatiseren, waardoor bramen een hardnekkig probleem vormen.
Handmatige ontbraamtechnieken zijn ontoereikend om te voldoen aan de eisen van moderne ontbraamtechnieken. Dit heeft geleid tot de ontwikkeling van nieuwe, geautomatiseerde ontbraamtechnologieën en -processen.
Vervolgens bespreek ik de volgende ontbraammethoden:
1. Ontbramen
Het ontbramingsproces wordt uitgevoerd met behulp van een matrijs in combinatie met een ponsmachine.
Ontbramen van de matrijs veroorzaakt zowel ruwe matrijs als fijne blanking productiekosten van de matrijs en kan het nodig zijn om een vormmatrijs te maken. Bovendien moet het gereedschap mogelijk vaak worden vervangen.
Deze methode is geschikt voor producten met een rechtlijnig scheidingsoppervlak en is efficiënter en effectiever dan handmatig ontbramen.
2. Slijpen ontbramen
Slijpen is een veelgebruikte methode voor ontbramen, waarbij technieken als trillen, zandstralen en walsen worden toegepast.
Het probleem met ontbramen door slijpen is echter dat het niet altijd resulteert in een volledig glad oppervlak, waardoor verdere handmatige tussenkomst of het gebruik van aanvullende ontbramingsmethoden nodig kan zijn.
Deze methode is ideaal voor kleine producten die in grote hoeveelheden worden geproduceerd.
3. Ontbramen op hoge temperatuur
Ontbramen op hoge temperatuur, ook wel thermisch ontbramen of thermische explosie ontbramen genoemd, is een proces waarbij aardgas in een oven wordt gebracht en onmiddellijk explodeert door specifieke media en omstandigheden. Deze explosie genereert energie die gebruikt wordt om bramen op te lossen en te verwijderen.
Deze methode vereist dure apparatuur, die meestal meer dan een miljoen yuan kost, en werkt met hoge technologische vereisten.
De ontbraamefficiëntie van deze methode is echter laag en kan leiden tot neveneffecten zoals roest en vervorming.
Thermisch ontbramen wordt voornamelijk gebruikt op onderdelen met een hoge precisie in industrieën zoals de auto- en luchtvaartindustrie.
4. Ontbramen door bevriezing
Bevroren ontbramen is een proces waarbij de temperatuur snel daalt om de braam snel broos te maken, gevolgd door het spuiten van projectielen om de braam te verwijderen.
Deze methode is ideaal voor producten met dunne braamwanden en kleine werkstukken.
De kosten van de complete set apparatuur zijn echter niet goedkoop, meestal variërend van twee- tot driehonderdduizend yuan.
5. Chemisch ontbramen
Chemisch ontbramen is een geautomatiseerd proces dat selectief bramen verwijdert van metalen onderdelen met behulp van het principe van elektrochemische reactie. Het is vooral nuttig voor het verwijderen van inwendige bramen die moeilijk te verwijderen zijn, zoals fijne bramen op pomphuizen, klephuizen en andere soortgelijke producten.
6. Graveermachine ontbramen
De kosten van deze apparatuur voor het verwijderen van bramen op werkstukken met behulp van een graveermachine bedragen doorgaans slechts tienduizenden yuan, waardoor het een betaalbare optie is voor het verwijderen van bramen met eenvoudige ruimtelijke structuren en regelmatige posities.
7. Elektrolytisch ontbramen
Een techniek om bramen van metalen onderdelen te verwijderen met elektrolyse:
Het kathodegereedschap, meestal gemaakt van messing, wordt dicht bij het geboorde deel van het metaalstuk geplaatst met een specifieke afstand ertussen.
Bij het bewerken wordt het kathodegereedschap aangesloten op de negatieve klem van een gelijkstroombron, terwijl het metaalstuk wordt aangesloten op de positieve klem.
Elektrolyt onder lage druk stroomt dan tussen het metaalstuk en de kathode.
Zodra de gelijkstroombron wordt geactiveerd, wordt de braam opgelost door de anode en verwijderd, meegevoerd door de elektrolyt.
Voordelen:
Het wordt gebruikt om de braam uit verborgen onderdelen, kruisgaten of ingewikkeld gevormde onderdelen te verwijderen met een hoge efficiëntie.
Meestal duurt dit proces slechts enkele seconden tot enkele tientallen seconden.
Het is ideaal voor het ontbramen van tandwielen, drijfstangen, klephuizen, krukasolieopeningen en het afronden van scherpe hoeken.
Nadelen:
Het gebied rond de braam van het onderdeel wordt ook beïnvloed door elektrolyse, waardoor de oorspronkelijke glans van het oppervlak verloren gaat en de maatnauwkeurigheid mogelijk wordt aangetast.
Bovendien heeft elektrolyt een corrosieve werking, dus is het noodzakelijk om schoon te maken en roest te voorkomen na het ontbramen.
8. Ultrasoon ontbramen
De transmissie van ultrasone golven kan ook kortstondige hoge druk produceren, die gebruikt kan worden om bramen op onderdelen te verwijderen. Deze methode heeft een hoge precisie en wordt voornamelijk gebruikt om kleine bramen te verwijderen die alleen onder een microscoop te zien zijn.
9. Hoge druk waterstraal ontbramen
De onmiddellijke impact van water wordt gebruikt om bramen en spatten te verwijderen die ontstaan tijdens het bewerken, terwijl ook het doel van reinigen wordt bereikt.
Het is onderverdeeld in twee categorieën: werkstukbewegend type en sproeierbewegend type.
Type bewegend werkstuk
Dit gereedschap is kosteneffectief en geschikt voor het ontbramen en reinigen van eenvoudige klephuizen. Het heeft echter het nadeel dat de compatibiliteit tussen het mondstuk en de klepbehuizing niet optimaal is en dat kruisgaten en schuine gaten in de klepbehuizing mogelijk niet effectief kunnen worden ontbraamd.
Mondstuk beweegbaar
De afstand tussen het mondstuk en het braamvormende deel van het kleplichaam kan effectief worden ingesteld via CNC-besturing, wat overeenkomt met de bramen in de kruisgaten, schuine gaten en blinde gaten in het kleplichaam. Deze apparatuur is echter duur.
Voordelen:
Goed verwijderingseffect en snelle snelheid.
Nadelen:
Basisuitrusting is niet voldoende en hoogwaardige uitrusting is niet betaalbaar.
10. Ontbramen van mechatronisch apparaat
Mechatronische apparaten bevatten de nieuwste ontwikkelingen uit verschillende disciplines zoals machines en precisiemachines, micro-elektronica, computers, automatische regel- en aandrijfsystemen, sensoren, informatieverwerking en kunstmatige intelligentie.
Enkele veel voorkomende onderdelen van mechatronische apparaten zijn een aluminium naaf, een frequentieregelaar behuizing, een synchronisatorhuis, een synchronisatortandwielnaaf, een lagerdeksel, een cilinderblok, een klepbehuizing, een kleppendeksel, een uitgaande as en een motortandwiel.
Voordelen:
- Kosteneffectief
- Effectieve prestaties
- Hoge nauwkeurigheid en efficiëntie
Nadelen:
- Beperkte populariteit, omdat het nog in de ontwikkelingsfase zit
- Vereist zeer nauwkeurige gegevensondersteuning.
11. Magnetisch ontbramen
De unieke magnetische veldverdeling produceert een sterk en stabiel magnetisch inductie-effect, waardoor de magnetische stalen naald en het werkstuk in alle richtingen en onder meerdere hoeken volledig kunnen worden geslepen voor efficiënt ontbramen.
Voordelen:
Deze methode is effectief voor complexe vormenspleten in onderdelen met meerdere gaten, interne en externe schroefdraad, enz.
Nadelen:
Het kan het magnetisme van producten met magnetische eigenschappen negatief beïnvloeden, dus voorzichtigheid is geboden bij gebruik.
12. Handmatig ontbramen
Handmatig ontbramen wordt momenteel gebruikt door veel kleine fabrikanten.
De meeste bramen zijn klein en de verwijderingssnelheid is niet bijzonder hoog, zolang er geen bramen aanwezig zijn.
Vroeger werden voor handmatig ontbramen onder andere vijlen, schrapers en schuurpapier gebruikt, maar nu worden voornamelijk kantenscharen gebruikt.
Voordelen:
- Flexibiliteit in handmatige bediening, verschillende gereedschappen kunnen worden vervangen om verschillende delen van het werkstuk te ontbramen.
Nadelen:
- De arbeidskosten zijn hoog, de efficiëntie is laag en het kan een uitdaging zijn om kruisgaten en complexe werkstukken te verwijderen.
13. Ontbramen met handgereedschap
Dit type ontbramen verschilt niet wezenlijk van handmatig ontbramen, behalve dat er andere gereedschappen worden gebruikt.
Bij handmatig ontbramen wordt koud gereedschap gebruikt. Enkele voorbeelden van deze gereedschappen zijn een slijpmachine en een elektrische boormachine, die kunnen ontbramen en afschuinen met frezen, boren, slijpkoppen en andere materialen.
Er kunnen verschillende gereedschappen worden gebruikt om de meeste werkstukken te ontbramen.
Voordelen: Het biedt een hoge flexibiliteit en kan zich aanpassen aan het slijpen van de meeste werkstukomgevingen.
Nadelen: De snelheid is laag en er is kans op beschadiging van het werkstuk.
14. Ontbramen
Hoe braam vermijden in procesontwerp?
Hier zijn zes stappen om bramen in het ontwerpproces te voorkomen:
(1) Gebruik geschikte verwerkingsmethoden:
In metaal snijdenDe grootte en vorm van de bramen die geproduceerd worden door verschillende bewerkingsmethoden variëren. In het ontwerpproces is het het beste om een methode te kiezen die zo klein mogelijke bramen genereert. Bij het bewerken van vlakke oppervlakken is opwaarts frezen bijvoorbeeld effectiever dan neerwaarts frezen.
(2) Regel de verwerkingsvolgorde op een redelijke manier:
Probeer bij het ordenen van de bewerkingsvolgorde voor onderdelen het proces dat de grootste bramen genereert als eerste te plaatsen en het proces dat de kleinste bramen genereert als laatste, waarbij het volgende proces de bramen verwijdert die in het vorige proces zijn gegenereerd. Wanneer bijvoorbeeld bewerking as onderdelen met spiebanen is het redelijker om de typische bewerkingsvolgorde van draaien voor frezen te veranderen in frezen voor draaien.
(3) Kies wijselijk de richting:
Gebaseerd op het hoekeffect van bramen, moet tijdens het metaalsnijden de uitlaat zich op het onderdeel met een grote hoek bevinden om de vorming van bramen te verminderen. Tegelijkertijd is het belangrijk om op te merken dat de snijkant zich op een plaats moet bevinden waar het verwijderen van bramen eenvoudig is, om de kosten voor het verwijderen van bramen te verlagen.
(4) Kies de juiste snijparameters:
In het snijproces voor onderdelen zal het gebruik van een methode die grote spanen produceert resulteren in grote bramen. Dit komt doordat de productie van grote spanen de snijweerstand, snijhitte en gereedschapsslijtage verhoogt, de duurzaamheid vermindert en de plastische vervorming van het werkstukmateriaal verhoogt. Daarom is het bij het bewerken van onderdelen over het algemeen het beste om braamvorming te beperken door de snijdiepte en -hoeveelheid te verminderen, vooral bij precisiebewerkingen.
(5) Regel de warmtebehandeling op een redelijke manier:
Het warmtebehandelingsproces moet in verschillende stadia van het verwerkingsproces plaatsvinden om de fysische en mechanische eigenschappen, zoals hardheid en rek, van het werkstukmateriaal te veranderen, wat de bramen die tijdens het verwerken ontstaan kan verminderen. Bijvoorbeeld, bij serieproductie van onderdelen genereert het gebruik van een vormende slijpschijf om de snapringgroef van asonderdelen in één keer te slijpen na een warmtebehandeling meer bramen dan het proces van opwarmbehandeling na het draaien.
(6) Gebruik accessoires bij de verwerking:
Tijdens het snijden van het onderdeel kunnen verschillende accessoires worden gebruikt aan de snijrand van het onderdeel, zoals een hulpondersteuning, doorn of vulmateriaal van een legering met een laag smeltpunt. Deze worden gebruikt om de stijfheid van de snijkant van het bewerkte onderdeel te verbeteren, snijvervorming te verminderen en de vorming van bramen aan de snijkant tegen te gaan. Hoewel bramen onvermijdelijk zijn tijdens het bewerkingsproces, is het het beste om het bramenprobleem al tijdens het proces op te lossen om overmatig handmatig ingrijpen te voorkomen.