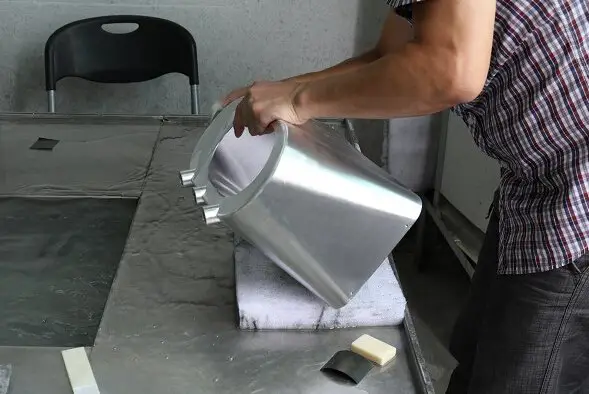
1. Handmatig ontbramen
Handmatig ontbramen houdt in dat bramen worden verwijderd met gereedschap zoals vijlen, schuurpapier en polijstgereedschap. Deze methode is eenvoudig en vereist geen hoge technische vaardigheden van de arbeider, waardoor het geschikt is voor producten met kleine bramen en eenvoudige structuren. Daarom wordt deze methode in veel bedrijven gebruikt voor het verwijderen van bramen.
Soorten bestanden
Er zijn twee hoofdtypen vijlen die gebruikt worden bij handmatig ontbramen:
- Handmatige bestanden: Deze zijn duurder en hebben een lager ontbraamrendement. Ze zijn ook minder effectief in het verwijderen van bramen uit complexe kruisgaten.
- Pneumatische vijlen: Deze zijn over het algemeen efficiënter en kosteneffectiever dan handmatige bestanden.
Voordelen
- Eenvoud: Gemakkelijk te leren en uit te voeren, met minimale technische kennis.
- Veelzijdigheid: Geschikt voor diverse eenvoudige structuren en kleine bramen.
Nadelen
- Arbeidskosten: Hogere arbeidskosten door de handmatige aard van het proces.
- Efficiëntie: Lagere efficiëntie in vergelijking met geautomatiseerde methoden.
- Complexiteit: Moeilijkheid bij het verwijderen van bramen uit complexe kruisgaten.
Toepasselijke objecten
- Materiaal: Gietstukken van aluminiumlegeringen.
- Structuur: Producten met eenvoudige structuren.
- Vaardigheidsniveau: Lage technische vereisten voor werknemers.
2. Ontbramen met pons
Ontbramen, het proces waarbij ongewenste bramen of scherpe randen van metalen onderdelen worden verwijderd, kan effectief worden uitgevoerd met een ponsmatrijs in een ponsmachine. Deze methode maakt gebruik van de precisie en efficiëntie van ponsmatrijzen om hoogwaardige ontbramingsresultaten te behalen.
Procesoverzicht
Een ponsmatrijsopstelling voor ontbramen omvat meestal het gebruik van zowel grove als fijne blankingmatrijzen. Deze matrijzen werken samen om eerst het grootste deel van de bramen te verwijderen (ruw ontbramen) en vervolgens de randen te verfijnen tot de gewenste gladheid (fijn ontbramen). In sommige gevallen kan ook een stansvorm worden gebruikt om ervoor te zorgen dat de uiteindelijke afmetingen van het onderdeel nauwkeurig en consistent zijn.
Voordelen
- Efficiëntie: Het gebruik van ponsmatrijzen versnelt het ontbraamproces aanzienlijk in vergelijking met handmatige methoden. Dit is vooral gunstig voor de productie van grote volumes waar tijdsefficiëntie van cruciaal belang is.
- Consistentie: De ponsmatrijzen leveren consistente ontbraamresultaten, waardoor een uniforme kwaliteit voor alle onderdelen wordt gegarandeerd.
- Precisie: De fijne afwerkmatrijs zorgt ervoor dat de randen glad zijn en voldoen aan de vereiste specificaties, waardoor er minder extra nabewerkingsprocessen nodig zijn.
Nadelen
- Kosten: De productie van ruwe en fijne stansvormen en van potentiële stansvormen brengt bepaalde kosten met zich mee. Deze initiële investering kan aanzienlijk zijn, vooral voor kleinschalige operaties.
- Complexiteit: Het instellen en onderhouden van de ponsmatrijzen vereist technische expertise en precisie, wat de operationele complexiteit kan vergroten.
Toepasselijke objecten
Deze ontbraammethode is bijzonder geschikt voor gietstukken van aluminiumlegeringen met eenvoudige scheidingsoppervlakken. De efficiëntie en het ontbraameffect die bereikt worden met ponsmatrijzen zijn superieur aan handmatige methodes, waardoor het een ideale keuze is voor onderdelen die een hoge precisie en consistentie vereisen.
3. Ontbramen door slijpen
Ontbramen door slijpen is een veelgebruikte methode om bramen van metalen onderdelen te verwijderen, vooral bij gietstukken van aluminiumlegeringen. Dit proces omvat het gebruik van schurende materialen om ongewenste randen of uitsteeksels die achterblijven op de onderdelen na het machinaal bewerken of gieten glad te maken en te verwijderen. Het slijpproces kan met verschillende technieken worden uitgevoerd, waaronder trillen, zandstralen en rollen.
Voordelen
- Efficiëntie: Geschikt voor het gelijktijdig verwerken van een groot aantal kleine producten.
- Veelzijdigheid: Kan worden toegepast op diverse soorten materialen en onderdeelgeometrieën.
Nadelen
- Onvolledige verwijdering: Het verwijderen van bramen door slijpen is niet altijd grondig. Resterende bramen kunnen achterblijven, waardoor extra handmatige bewerking of het gebruik van andere ontbraammethoden nodig zijn om een schone afwerking te verkrijgen.
- Oppervlakteschade: Er bestaat een risico op beschadiging van het oppervlak van de onderdelen als dit niet zorgvuldig wordt gecontroleerd, wat de algehele kwaliteit van het eindproduct kan aantasten.
Toepasselijke objecten
- Grote partijen kleine spuitgietstukken van aluminiumlegering: Deze methode is bijzonder geschikt voor het bewerken van grote hoeveelheden kleine onderdelen, zoals die gemaakt zijn van gietstukken van aluminiumlegeringen. De efficiëntie van slijpen maakt het ideaal voor productieomgevingen met hoge volumes.
4. Ontbramen door bevriezing
Ontbramen door bevriezing, ook bekend als cryogeen ontbramen, is een gespecialiseerd proces dat wordt gebruikt om bramen van werkstukken te verwijderen door gebruik te maken van extreem lage temperaturen. Deze methode omvat de volgende stappen:
- Temperatuurdaling: Het werkstuk wordt onderworpen aan een aanzienlijke temperatuurdaling, meestal met behulp van vloeibare stikstof of andere cryogene middelen. Dit snelle afkoelingsproces maakt de stiftfrezen bros.
- Stralen met pellets: Wanneer de bramen broos zijn geworden, worden ze weggeblazen met behulp van korrels, vaak gemaakt van kunststof of andere geschikte materialen. De impact van deze korrels verwijdert de broze bramen effectief zonder het werkstuk te beschadigen.
Voordelen
- Precisie: Deze methode is zeer effectief voor werkstukken met een kleine braamwanddikte en kleinere afmetingen, en zorgt voor nauwkeurig ontbramen zonder de integriteit van het werkstuk aan te tasten.
- Integriteit van het oppervlak: Het proces behoudt de oppervlakte-integriteit van het werkstuk, waardoor het geschikt is voor kwetsbare en complexe onderdelen.
Kostenoverwegingen
De kosten van de benodigde apparatuur voor cryogeen ontbramen kunnen aanzienlijk zijn. De prijsklasse voor dergelijke apparatuur ligt meestal tussen 30.000 en 40.000 USD. Deze investering omvat het cryogene systeem, de korrelstraalapparatuur en de veiligheidsmaatregelen die nodig zijn voor het werken met cryogene materialen.
Toepasselijke objecten
Cryogeen ontbramen is bijzonder geschikt voor:
- De Matrijzenafgietsels Van De Aluminiumlegering: Deze methode is ideaal voor gietstukken van aluminiumlegeringen met dunne braamwanden en kleine volumes. De brosheid die wordt veroorzaakt door de lage temperaturen zorgt voor een efficiënte en schone verwijdering van bramen.
Externe systeemanalyse
Voor deze methode is geen extra analyse van externe systemen nodig, aangezien het proces op zichzelf staat en niet afhankelijk is van externe systemen buiten de cryogene apparatuur en de pelletstraalapparatuur.
5. Ontbramen door thermische explosie
Overzicht
Thermisch ontbramen, ook bekend als explosie ontbramen, is een gespecialiseerde methode om bramen van precisieonderdelen te verwijderen. Bij deze techniek wordt een brandbaar gasmengsel in een oven gebracht en aangestoken om een gecontroleerde explosie te creëren. De intense hitte van de explosie brandt de bramen effectief weg, waardoor het onderdeel een schone afwerking krijgt.
Toepassingen
Deze methode wordt voornamelijk gebruikt in industrieën die om hoge precisie vragen, zoals de auto- en luchtvaartsector. Deze industrieën hebben vaak te maken met complexe onderdelen die nauwkeurig moeten worden afgewerkt om optimale prestaties en veiligheid te garanderen.
Voordelen
- Precisie: Thermisch ontbramen is zeer effectief voor het verwijderen van bramen uit ingewikkelde en moeilijk bereikbare delen van precisieonderdelen.
- Consistentie: Het proces levert uniforme resultaten op, wat cruciaal is voor het handhaven van de kwaliteitsnormen in hoge precisie-industrieën.
Nadelen
- Hoge uitrustingskosten: De machines die nodig zijn voor thermisch ontbramen zijn erg duur, vaak meer dan $150.000. Deze hoge initiële investering kan een aanzienlijke belemmering vormen voor kleinere fabrikanten. Deze hoge initiële investering kan een aanzienlijke barrière vormen voor kleinere fabrikanten.
- Technische expertise: Voor het bedienen van thermische ontbraamapparatuur is hooggekwalificeerd personeel nodig. Het proces omvat een nauwkeurige controle van gasmengsels en explosieparameters, wat gespecialiseerde training en expertise vereist.
- Efficiëntieproblemen: Ondanks de precisie kan thermisch ontbramen inefficiënt zijn voor bepaalde toepassingen. Het proces verwijdert niet altijd alle bramen effectief, waardoor extra nabewerkingsstappen nodig zijn.
- Bijwerkingen: De intense hitte die vrijkomt tijdens de explosie kan ongewenste neveneffecten veroorzaken zoals roestvorming en vervorming van de onderdelen. Deze problemen kunnen de integriteit en functionaliteit van de onderdelen in gevaar brengen.
6. Ontbramen door graveermachine
Ontbramen is een cruciaal proces in de productie, vooral bij de productie van metalen onderdelen waar bramen - ongewenste opstaande randen of kleine stukjes materiaal - de functionaliteit en veiligheid van het eindproduct kunnen beïnvloeden. Een effectieve methode van ontbramen is het gebruik van een graveermachine.
Kosteneffectiviteit
Het gebruik van een graveermachine voor ontbramen is een kosteneffectieve oplossing. De initiële investering voor een dergelijke machine varieert meestal van enkele duizenden tot tienduizenden dollars, afhankelijk van de mogelijkheden en eigenschappen van de machine. Deze investering kan gerechtvaardigd worden door de efficiëntie en precisie van de machine bij het verwijderen van bramen, wat leidt tot minder handmatig werk en een betere productkwaliteit.
Toepasselijkheid
Deze methode is bijzonder geschikt voor het verwijderen van bramen uit producten met eenvoudige ruimtelijke structuren en regelmatige posities voor het verwijderen van bramen. De graveermachine kan geprogrammeerd worden om specifieke paden te volgen, waardoor het ideaal is voor onderdelen waar de bramen zich consistent op voorspelbare plaatsen bevinden.
Voordelen
- Precisie: Graveermachines verwijderen met hoge precisie bramen, zodat de integriteit van het onderdeel behouden blijft.
- Consistentie: De geautomatiseerde aard van graveermachines zorgt voor consistente resultaten op meerdere onderdelen, waardoor de variabiliteit afneemt.
- Efficiëntie: Deze machines kunnen op hoge snelheden werken, waardoor de tijd die nodig is voor het ontbramen aanzienlijk korter is dan bij handmatige methodes.
Beperkingen
Hoewel graveermachines zeer effectief zijn voor bepaalde toepassingen, zijn ze mogelijk niet geschikt voor onderdelen met complexe geometrieën of onregelmatige braamlocaties. In dergelijke gevallen kunnen alternatieve ontbraammethoden, zoals handmatig ontbramen of het gebruik van gespecialiseerde ontbraamgereedschappen, geschikter zijn.
7. Chemisch ontbramen
Chemisch ontbramen, ook bekend als elektrochemisch ontbramen (ECD), is een proces dat gebruik maakt van de principes van elektrochemische reacties om selectief en automatisch bramen van metalen onderdelen te verwijderen. Deze methode is bijzonder effectief om interne bramen aan te pakken die moeilijk te bereiken en te verwijderen zijn met mechanische middelen.
Procesoverzicht
Bij chemisch ontbramen wordt het werkstuk ondergedompeld in een elektrolytische oplossing en wordt er een elektrische stroom toegepast. De bramen, die de meest blootgestelde en minst ondersteunde delen van het metaal zijn, lossen bij voorkeur op door de elektrochemische reactie. Dit proces wordt in hoge mate gecontroleerd en kan geautomatiseerd worden, waardoor het geschikt is voor toepassingen met hoge precisie.
Ideale toepassingen
Chemisch ontbramen is vooral gunstig voor onderdelen met ingewikkelde interne geometrieën waar traditionele ontbramingsmethoden problemen kunnen opleveren. Het wordt vaak gebruikt voor:
- Pomplichamen: Deze hebben vaak complexe interne doorgangen waar bramen de vloeistofstroom kunnen belemmeren of turbulentie kunnen veroorzaken.
- Klepbehuizingen: Precisie in klephuizen is cruciaal voor een goede afdichting en werking, waardoor het verwijderen van zelfs de kleinste bramen essentieel is.
Toepasselijke objecten
Deze methode is geschikt voor het verwijderen van moeilijk bereikbare interne bramen en kleine bramen met een dikte van minder dan 7 draden (ongeveer 0,178 mm). Het is bijzonder effectief voor onderdelen zoals:
- Pomplichamen: Zorgen voor gladde interne oppervlakken voor een efficiënte vloeistofdynamica.
- Klepbehuizingen: Verbeterde afdichtingsoppervlakken en operationele betrouwbaarheid.
- Andere vergelijkbare onderdelen: Onderdelen met complexe interne geometrieën waar bramen de prestaties of assemblage kunnen beïnvloeden.
Voordelen
- Nauwkeurig: Kan zeer kleine bramen verwijderen zonder het omringende materiaal te beschadigen.
- Automatisering: Kan worden geïntegreerd in geautomatiseerde productielijnen, waardoor er minder handmatige arbeid nodig is en de consistentie toeneemt.
- Selectieve verwijdering: Richt zich alleen op de bramen, waardoor de integriteit van de hoofdcomponent behouden blijft.
Overwegingen
- Materiaal compatibiliteit: De elektrolytische oplossing en procesparameters moeten worden afgestemd op het specifieke materiaal van het onderdeel om ongewenste corrosie of schade te voorkomen.
- Milieu-impact: Een juiste behandeling en afvoer van de elektrolytische oplossing is noodzakelijk om de impact op het milieu te minimaliseren.
8. Elektrolytisch ontbramen
Elektrolytisch ontbramen is een methode om bramen van metalen onderdelen te verwijderen door middel van elektrolyse. Deze techniek is bijzonder effectief voor het verwijderen van bramen in verborgen delen van het werkstuk en complexe vormen en staat bekend om zijn hoge productie-efficiëntie, waarbij de bewerkingen meestal slechts enkele seconden tot enkele tientallen seconden duren.
Procesoverzicht
Bij elektrolytisch ontbramen wordt het werkstuk ondergedompeld in een elektrolytoplossing en wordt er een elektrische stroom door de oplossing geleid. De bramen, die de meest uitstekende delen zijn, worden bij voorkeur opgelost vanwege de hogere stroomdichtheid op deze punten. Dit resulteert in de verwijdering van de bramen zonder noemenswaardig materiaalverlies van de rest van het werkstuk.
Voordelen
- Hoog rendement: Het proces verloopt zeer snel en duurt vaak slechts enkele seconden.
- Precisie: Het kan effectief bramen verwijderen van complexe en moeilijk bereikbare plaatsen.
- Veelzijdigheid: Geschikt voor diverse materialen en onderdelen, waaronder tandwielen, drijfstangen, klephuizen, krukassen en voor het afronden van scherpe hoeken.
Nadelen
- Corrosieve elektrolyt: De elektrolyt die in het proces wordt gebruikt is corrosief, waardoor het oppervlak in de buurt van de braam zijn glans kan verliezen en de maatnauwkeurigheid van het werkstuk kan worden aangetast.
- Nabehandeling vereist: Na het elektrolytisch ontbramen is het noodzakelijk om het werkstuk te reinigen en te ontroesten om corrosie te voorkomen en de oppervlaktekwaliteit te herstellen. Dit is vooral belangrijk voor gietstukken van aluminiumlegeringen.
Toepassingen
Elektrolytisch ontbramen is geschikt voor een groot aantal toepassingen, waaronder:
- Versnellingen: Verwijderen van bramen uit olieleidingsgaten en andere ingewikkelde onderdelen.
- Drijfstangen: Zorgen voor gladde oppervlakken en nauwkeurige afmetingen.
- Klepbehuizingen: Ontbramen van interne doorgangen en complexe geometrieën.
- Krukassen: Olielijnopeningen schoonmaken en scherpe hoeken afronden.
9. Afbramen met hogedrukwaterstraal
Ontbramen met een hogedrukwaterstraal is een methode die gebruikmaakt van de ogenblikkelijke impact van water onder hoge druk om bramen en rondvliegende randen van werkstukken te verwijderen. Deze techniek is bijzonder effectief voor reinigingsdoeleinden en zorgt ervoor dat het eindproduct vrij is van ongewenst materiaal en onvolkomenheden.
Apparatuur en toepassingen
De apparatuur die gebruikt wordt voor het ontbramen met een hogedrukwaterstraal is zeer geavanceerd en daardoor vrij duur. Vanwege de kosten wordt deze methode vooral gebruikt in industrieën waar precisie en netheid van het grootste belang zijn, zoals de automobielsector en de hydraulische besturingssystemen van technische machines.
Voordelen
- Precisiereiniging: De waterstraal onder hoge druk kan ingewikkelde plekken bereiken die andere ontbraammethodes misschien missen, waardoor een grondige reiniging gegarandeerd is.
- Niet-bijtend: In tegenstelling tot mechanische ontbraammethoden veroorzaakt het ontbramen met een waterstraal geen extra slijtage of spanning op het werkstuk.
- Milieuvriendelijk: Deze methode produceert geen schadelijk stof of puin, waardoor het een schoner alternatief is voor traditionele ontbraamtechnieken.
Nadelen
- Hoge kosten: Het belangrijkste nadeel van ontbramen met een hogedrukwaterstraal is de hoge kostprijs van de apparatuur, die voor bedrijven een aanzienlijke investering kan zijn.
- Waterbeheer: Het proces vereist efficiënte systemen voor waterbeheer en -verwijdering om het gebruikte water en eventuele verontreinigingen van de werkstukken te verwerken.
Toepasselijke objecten
Ontbramen met een hogedrukwaterstraal wordt voornamelijk gebruikt voor:
- Automotive kerncomponenten: Ervoor zorgen dat motoronderdelen, transmissieonderdelen en andere kritieke auto-onderdelen vrij zijn van bramen die de prestaties kunnen beïnvloeden.
- Hydraulische besturingssystemen: Reinigen van hydraulische componenten die worden gebruikt in technische machines om storingen te voorkomen en een soepele werking te garanderen.
10. Ultrasoon ontbramen
Overzicht
Ultrasoon ontbramen is een zeer effectieve methode voor het verwijderen van bramen op ingewikkelde en moeilijk bereikbare plaatsen, met name in gaten waar conventioneel slijpen met trillingen problemen oplevert. Deze techniek maakt gebruik van hoogfrequente ultrasone trillingen om het ontbraamproces te verbeteren, waardoor precisie en efficiëntie gegarandeerd zijn.
Schurende stroombewerking
Het abrasieve bewerkingsproces (AFM) is een aanvullende techniek waarbij slijpmiddelen door twee tegenover elkaar liggende slijpcilinders worden geduwd. Deze actie zorgt ervoor dat de slijpmiddelen heen en weer stromen binnen het kanaal dat gevormd wordt door het werkstuk en de opspanning, waardoor de oppervlakken effectief geslepen en glad gemaakt worden.
Werkingsmechanisme
Het slijpeffect in AFM wordt geproduceerd doordat het slijpmiddel binnenkomt en door beperkte gebieden stroomt, gericht op bramen en andere oppervlakteonvolkomenheden. Het proces wordt in hoge mate gecontroleerd en kan nauwkeurig worden afgesteld om de gewenste oppervlakteafwerking te bereiken.
Aanpasbare parameters
Een van de belangrijkste voordelen van AFM is de mogelijkheid om de extrusiedruk aan te passen binnen een breed bereik van 7-200 bar (100-3000 psi). Dankzij deze flexibiliteit kan het proces worden aangepast voor verschillende slaglengtes en cyclustijden, waardoor het geschikt is voor een breed spectrum aan toepassingen.
Toepassingen
AFM is bijzonder effectief voor het verwerken van microporeuze bramen tot 0,35 mm. Dankzij de vloeiende eigenschappen kan de AFM bramen in complexe en moeilijk toegankelijke posities bereiken en verwijderen zonder secundaire bramen te creëren. Dit maakt het een ideale keuze voor precisiecomponenten in industrieën zoals lucht- en ruimtevaart, auto's en medische apparatuur.
11. Ontbramen met slijpmiddel
Inleiding
Abrasief ontbramen is een gespecialiseerd proces dat ontworpen is om bramen te verwijderen uit ingewikkelde en moeilijk bereikbare delen van een werkstuk, met name daar waar conventionele methoden zoals vibratieslijpen tekortschieten, zoals in gaten en interne doorgangen.
Procesbeschrijving
Het typische AFM-proces (abrasive flow machining), ook wel tweerichtingsstroom genoemd, houdt in dat een halfvast slijpmiddel door een werkstuk wordt geduwd. Dit medium stroomt heen en weer tussen twee verticaal tegenover elkaar liggende slijpcilinders. Het werkstuk en de opspanning creëren een kanaal waardoor het slijpmiddel gedwongen wordt te stromen.
Mechanisme
Als het slijpmiddel het werkstuk binnendringt en door beperkte ruimten stroomt, oefent het een slijpeffect uit. Deze actie verwijdert effectief bramen en maakt onregelmatigheden in het oppervlak glad. De extrusiedruk die tijdens dit proces wordt toegepast, wordt nauwkeurig geregeld en varieert van 7 tot 200 bar (100 tot 3000 psi). Dankzij dit brede bereik aan drukinstellingen kan het proces worden aangepast aan verschillende slaglengtes en cyclustijden, zodat het voldoet aan verschillende werkstukvereisten.
Voordelen
- Precisie ontbramen: Het slijp- en ontbraamproces is zeer effectief voor het verwijderen van bramen met een diameter tot 0,35 mm, vooral in microporeuze structuren.
- Complexe geometrieën: De vloeibare eigenschappen van het slijpmiddel maken het bijzonder geschikt voor het ontbramen van complexe en ingewikkelde plaatsen die anders moeilijk te bereiken zijn.
- Geen secundaire bramen: Deze methode zorgt ervoor dat er geen secundaire bramen worden gevormd tijdens het ontbramen, waardoor de integriteit van het werkstuk behouden blijft.
Toepassingen
Abrasief ontbramen is ideaal voor onderdelen die nauwkeurig en grondig ontbramen vereisen, zoals:
- Onderdelen voor de ruimtevaart met ingewikkelde interne doorgangen
- Medische hulpmiddelen met fijne functies
- Auto-onderdelen met complexe geometrieën
- Hydraulische en pneumatische onderdelen die gladde interne oppervlakken vereisen
12. Magnetisch ontbramen
Overzicht
MAM (Magnetic Abrasive Machining) is een geavanceerd nabewerkingsproces dat gebruik maakt van sterke magnetische velden om magnetische slijpdeeltjes te manipuleren. Deze deeltjes richten zich op langs de magnetische krachtlijnen, waardoor een "slijpborstel" ontstaat die druk uitoefent op het oppervlak van het werkstuk. Deze techniek is bijzonder effectief voor het ontbramen en polijsten van complexe geometrieën en moeilijk bereikbare plaatsen.
Procesbeschrijving
- Vorming van schuurborstels: Magnetische slijpdeeltjes worden geadsorbeerd aan magnetische polen en vormen zo een slijpborstel. Deze borstel kan gecontroleerde druk uitoefenen op het werkstukoppervlak.
- Oppervlakteafwerking: Terwijl de magnetische pool roteert, beweegt de schuurborstel langs het oppervlak van het werkstuk. Door dit proces blijft er een kleine ruimte tussen de borstel en het werkstuk, wat zorgt voor een gelijkmatige afwerking zonder direct contact.
- Materiaalverwijdering: De schurende deeltjes verwijderen materiaal van het oppervlak, waardoor het gewenste niveau van gladheid en precisie wordt bereikt.
Voordelen
- Lage kosten: Het proces is kosteneffectief vanwege de minimale behoefte aan complexe machines en de herbruikbaarheid van slijpdeeltjes.
- Breed verwerkingsbereik: MAM kan worden toegepast op diverse materialen, waaronder metalen en niet-metalen, en is geschikt voor ingewikkelde vormen en delicate onderdelen.
- Handige bediening: Het instellen en bedienen van magnetisch schuren is eenvoudig, waardoor het toegankelijk is voor diverse industriële toepassingen.
Verwerkingsfactoren
Verschillende factoren beïnvloeden de effectiviteit en efficiëntie van het magnetisch schurende bewerkingsproces:
- Schuurmateriaal: Het type en de grootte van de gebruikte slijpdeeltjes kunnen de oppervlakteafwerking en materiaalverwijderingsgraad aanzienlijk beïnvloeden.
- Magnetische veldsterkte: Sterkere magnetische velden kunnen de uitlijning en druk van de schuurborstel verbeteren, waardoor de afwerkkwaliteit toeneemt.
- Werkstuksnelheid: De relatieve snelheid tussen het werkstuk en de slijpborstel beïnvloedt de uniformiteit en efficiëntie van het materiaalverwijderingsproces.
13. Robot slijpeenheid
Principe van robotontbramen
Het principe achter robotontbramen is fundamenteel gelijk aan handmatig ontbramen, met als belangrijkste verschil het gebruik van een robot om de taak uit te voeren. Deze automatisering maakt gebruik van geavanceerde programmeer- en krachtcontroletechnologieën om nauwkeurige en consistente resultaten te behalen.
Voordelen van robotontbramen
Robot ontbramen biedt een aantal belangrijke voordelen ten opzichte van handmatig ontbramen:
- Verbeterde efficiëntie: Robots kunnen continu werken zonder vermoeid te raken, wat leidt tot een hogere productiviteit en snellere verwerkingstijden.
- Verbeterde kwaliteit: De precisie en consistentie van robotsystemen resulteren in afwerkingen van superieure kwaliteit, waardoor de kans op defecten afneemt.
- Kosteneffectiviteit: Hoewel de initiële investering in robotsystemen hoog kan zijn, wegen de besparingen op lange termijn door lagere arbeidskosten en een hogere verwerkingscapaciteit vaak op tegen deze kosten.
Flexibel slijpen met programmering en krachtregeling
De integratie van programmeertechnologie en krachtregeling in robotontbramen maakt flexibel slijpen mogelijk. Dankzij deze flexibiliteit kan de robot de druk en snelheid dynamisch aanpassen, waardoor optimale prestaties bij verschillende taken en materialen worden gegarandeerd.
Uitdagingen bij het ontbramen van freesonderdelen
Het ontbramen van freesonderdelen kan bijzonder complex en kostbaar zijn door de vorming van meerdere bramen in verschillende posities en groottes. In dergelijke scenario's is het cruciaal om de juiste procesparameters te kiezen om de grootte en impact van de bramen te minimaliseren. De juiste parameterkeuze zorgt voor efficiënte braamverwijdering met behoud van de integriteit van het onderdeel.
II. Wat zijn metalen bramen?
Metaalbramen zijn kleine, ongewenste uitsteeksels van materiaal die achterblijven op de randen of oppervlakken van metalen werkstukken na verschillende fabricageprocessen zoals machinaal bewerken, stampen of gieten. Deze microscopische onvolkomenheden kunnen de kwaliteit, functionaliteit en veiligheid van de afgewerkte onderdelen aanzienlijk beïnvloeden.
De vorming van bramen is een veel voorkomend probleem bij metaalbewerking en ontstaat door plastische vervorming van het materiaal tijdens het snijden of knippen. Bramen kunnen variëren in grootte en vorm, van nauwelijks zichtbare uitsteeksels tot substantiëlere formaties.
De aanwezigheid van bramen op metalen onderdelen kan tot verschillende problemen leiden:
- Verminderde kwaliteit en precisie van het onderdeel
- Interferentie met assemblageprocessen
- Mogelijke veiligheidsrisico's voor personeel dat met de stof omgaat
- Verminderde prestaties of functionaliteit van het eindproduct
Om deze problemen aan te pakken is vaak een secundaire bewerking nodig die ontbramen heet. Ontbramen is het verwijderen van overtollig materiaal om gladde randen en oppervlakken te krijgen. Dit proces kan op verschillende manieren worden uitgevoerd, zoals handmatige technieken, mechanische processen of gespecialiseerde ontbraammachines.
Het is vermeldenswaard dat het ontbramen en afwerken van randen van precisieonderdelen een aanzienlijk deel van de totale productiekosten kan uitmaken, soms wel tot 30% van de kosten van het afgewerkte onderdeel. Bovendien kunnen deze secundaire afwerkingsbewerkingen een uitdaging vormen om efficiënt te automatiseren, waardoor braambeheer een hardnekkige uitdaging vormt in de metaalproductie.
Om de impact van bramen te minimaliseren, gebruiken fabrikanten vaak strategieën zoals:
- Snijparameters en gereedschapsgeometrie optimaliseren
- De juiste opspanning en ondersteuning implementeren tijdens het bewerken
- Gebruik van geavanceerde snijtechnologieën zoals lasersnijden of waterstraalsnijden
- Onderdelen ontwerpen met het oog op braamvorming
Door braamvorming proactief aan te pakken en effectieve ontbraamtechnieken toe te passen, kunnen fabrikanten zorgen voor hoogwaardige, veilige en functionele metalen onderdelen voor verschillende toepassingen.
III. Soorten metalen bramen
Bij het werken met metalen komen we vaak verschillende soorten metaalbramen tegen. Inzicht in deze soorten is cruciaal om ze effectief aan te pakken tijdens het ontbramen. In dit hoofdstuk bespreek ik de metaalbramen die ik vaak tegenkom.
Poisson braam
Het eerste type braam dat ik tegenkom is een Poisson braam. Dit ontstaat wanneer metaal tijdens het snijden over de rand van het aangrenzende oppervlak wordt gevouwen, waardoor een verhoogde en ruwe rand ontstaat. Dit type braam is meestal dun en kan gemakkelijk worden verwijderd met een ontbraamgereedschap. De naam "Poisson" verwijst naar het Poisson-effect, waarbij materiaal loodrecht op de toegepaste kracht vervormt.
Rollover braam
Een ander type braam is de rollover braam. Deze wordt gevormd wanneer het metaal tijdens het snijden opzij wordt geduwd, waardoor een afgeronde rand ontstaat. Door zijn vorm kan de koprolbraam moeilijker te verwijderen zijn dan de Poisson braam, maar het is mogelijk met het juiste gereedschap en de juiste techniek. Dit type braam komt meestal voor bij bewerkingen waarbij het snijgereedschap het materiaal verlaat.
Scheur braam
De scheur braam is een andere braam die ik regelmatig tegenkom. Deze wordt veroorzaakt door het scheuren van metaal tijdens het snijden, wat resulteert in een gekartelde en onregelmatige rand. Om scheurbramen te verwijderen, moet ik vaak meer kracht en een agressiever ontbraamgereedschap gebruiken. Scheurbramen komen vaak voor bij processen waarbij het materiaal bros is of de snijcondities niet optimaal zijn.
Uitbraakbraam
Als ik met plaatwerk werk, zie ik soms uitbreekbramen. Deze worden veroorzaakt doordat het metaal breekt of scheurt vanaf de andere kant van het snijgereedschap. Uitbreekbramen kunnen vrij groot zijn en vereisen een combinatie van gereedschappen en technieken om ze goed te verwijderen. Ze komen vaak voor bij boor- en ponsbewerkingen.
Oxide braam
In sommige gevallen kom ik oxide bramen-ook wel warmte-beïnvloede bramen genoemd. Deze worden gevormd wanneer hitte van het snijproces ervoor zorgt dat het metaal oxideert, waardoor een verhoogde rand ontstaat. Voor het verwijderen van oxide bramen is meestal een combinatie van mechanische en chemische methoden nodig om ervoor te zorgen dat zowel de braam als de oxidatie op de juiste manier worden aangepakt. Deze bramen komen vaak voor bij lasersnijden en andere thermische snijprocessen.
Microbraam
Tot slot zijn er microbraamDit zijn kleine bramen die met het blote oog nauwelijks zichtbaar zijn. Ze lijken misschien geen groot probleem, maar ze kunnen toch problemen veroorzaken als ze niet worden aangepakt. Om microbramen te verwijderen, gebruik ik vaak precisiegereedschap of polijsttechnieken. Microbramen komen meestal voor bij machinale bewerkingen met hoge precisie.
Samenvatting
Samengevat zijn dit de verschillende soorten metalen bramen die ik vaak tegenkom:
- Poisson braam: Dunne, opstaande rand van metalen vouwen.
- Rollover braam: Afgeronde rand doordat metaal opzij is geduwd.
- Scheur braam: Gekartelde rand door scheuren tijdens het snijden.
- Uitbraakbraam: Grote braam door metaalbreuk bij het uittredepunt van het gereedschap.
- Oxide braam: Opstaande rand door oxidatie als gevolg van hitte.
- Microbraam: Kleine, nauwelijks zichtbare bramen.
Als ik deze bramen begrijp, kan ik ze tijdens het ontbramen op de juiste manier aanpakken en ervoor zorgen dat ik hoogwaardige, braamvrije metalen onderdelen produceer.