
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Waarom mislukken perfect geplande metalen bochten soms? Gebreken zoals scheuren, kromtrekken en verdraaien kunnen gebogen onderdelen plagen en hun kwaliteit en functionaliteit in gevaar brengen. Dit artikel gaat in op de oorzaken van deze problemen, van trekspanning tot problemen met de stijfheid van de matrijs, en biedt bruikbare oplossingen om ervoor te zorgen dat uw gebogen onderdelen aan de hoogste normen voldoen. Leer hoe u deze veelvoorkomende defecten kunt oplossen en voorkomen, zodat de betrouwbaarheid en precisie van uw metaalbewerkingsprojecten worden verbeterd.

Deze vormen zich vaak aan de buitenranden van de buigvervormingszone als gevolg van trekspanning. Om buigscheuren tegen te gaan, kunnen de volgende maatregelen worden genomen:
1) Vergroot de relatieve buigradius (1r/t), d.w.z. gebruik een grotere buigradius tijdens het vervormingsproces, voeg vervormingsprocedures toe en zorg er uiteindelijk voor dat de grootte van r voldoet aan de tekenvereisten.
2) De kwaliteit van plaatmetaal blanking om spanningsconcentratie veroorzaakt door bramen te verminderen.
3) Minimaliseer vervormingsweerstandsfactoren zoals slijtage van de gereedschapsplooi, te kleine spelingen, slechte smering, ernstige dikteverschillen en slechte kwaliteit van het plaatoppervlak.
4) Let op de buigrichting en de vezelrichting van het materiaal.
5) Vergroot de procesinkepingen en -gaten. Als er scherpe interne hoeken bestaan op de blenkcontour en op dit punt gebogen moet worden, kan de spanningsconcentratie leiden tot scheuren. Daarom is het noodzakelijk om procesinkepingen of -gaten toe te voegen aan de overgangshoek, of om het buigvervormingsgebied ver weg van de overgangshoek te maken.
Dit komt vaak voor in brede plaatbuigen en wordt geassocieerd met terugvering. Als de dwarsdoorsnede in de breedte waaiervormig is door vervorming, is het buigen van brede platen anders omdat de grote breedtemaat de weerstand tegen vervorming verhoogt.
Na het buigen vervormt de dwarsdoorsnede in de breedte nauwelijks, maar er ontstaat extra spanning in het materiaal langs de breedterichting. Nadat de buigkracht is verwijderd, verdwijnt deze extra spanning, waardoor vervorming ontstaat in de tegenovergestelde richting van de extra spanning.
Zo ontstaat kromtrekken in de breedte. Om kromtrekken te voorkomen, moet de matrijslijn van de pons vooraf tot een boog worden gemaakt. Dit genereert vervorming in de tegenovergestelde richting van de kromming tijdens het buigen. Na terugvering wordt de kromming gecompenseerd en verdwijnt.
Dit verwijst naar de verdraaiing van een gebogen onderdeel in de breedterichting zodat de projecties van de twee uiteinden niet samenvallen. De oorzaak van de verdraaiing is te wijten aan het feit dat de stanskracht zich niet in hetzelfde vlak bevindt, waardoor een torsie ontstaat die het gebogen onderdeel verdraait. Een andere oorzaak van torderen is onvoldoende stijfheid van de matrijs.
Om torderende vervorming te voorkomen, past u de afdrukkracht aan zodat deze in hetzelfde vlak ligt of verhoogt u de stijfheid van de matrijs.
Dit verwijst naar een verplaatsing van de blenk tijdens het buigen, waardoor de gebogen rand afwijkt van zijn vooraf bepaalde positie en er een gesloopt werkstuk ontstaat. Offset is een veelvoorkomend kwaliteitsprobleem bij buigbewerkingen, na springrug. Het komt vaak voor bij asymmetrische werkstukken.
Als asymmetrische blanks worden gebogen, worden de delen van de blenk aan weerszijden van de buiglijn zijn ongelijk, wat resulteert in verschillende wrijvingskrachten bij de matrijzenspeling en de hoek. De kant met de kleinste wrijvingskracht gaat als eerste de matrijs in, waardoor het werkstuk verschuift en de afmetingen van de twee rechte randen niet voldoen aan de tekenvereisten.
Methoden om offset te voorkomen zijn onder andere het bepalen van een strategie voor de positionering van de blanco en klemmingzoals het gebruiken van de uiteindelijke positionering van het procesgat gebaseerd op de initiële positionering van de contour; het vergroten van de drukplaat (staaf); of het gebruiken van een drukstaaf met een inkeping voor zowel positioneren als klemmen. Sommige asymmetrisch gebogen stukken kunnen worden omgezet in symmetrisch buigen door een enkele buigmal te gebruiken om twee asymmetrische stukken te vormen, die dan na het vormen in twee gebogen stukken worden gezaagd.
In de productiepraktijk voldoen gebogen onderdelen door defecten vaak niet aan de eisen van de producttekening. Veelvoorkomende gebreken bij de verwerking van gebogen onderdelen en hun herstelmaatregelen worden weergegeven in tabel 1.
Tabel 1: Veel voorkomende defecten in de verwerking van gebogen onderdelen en de herstelmaatregelen.
| Defect | Defectschema | Oorzaak | Corrigerende maatregelen |
| Schaafwonden op het oppervlak |  | 1) De speling tussen de stempel en de matrijs is te klein. 2) De afrondingsstraal aan de onderkant van de matrijs is te minimaal. 3) IJzervijlsel en andere deeltjes hechten zich aan het oppervlak van het gebogen onderdeel. | 1) Verminder de oppervlakteruwheid van de convexe en concave matrijzen 2) Maak de ronde hoek van de holle matrijs iets groter 3) Pas een redelijke speling toe en reinig het oppervlak van het gebogen onderdeel grondig. |
| Scheuren | 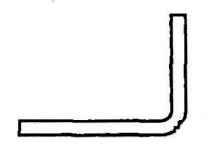 | 1) De buigradius (ponsradius r) is te klein (kleiner dan de minimale laterale buigradius van het plaatmetaal). 2) De braamzijde van het plaatmetaal bevindt zich op de buitenste hoeklijn van de bocht. 3) Het materiaal vertoont een lage plasticiteit. 4) De koudverhardingslaag is te dik. | 1) Vergroot de buigradius van de ponsmatrijs op de juiste manier, zodat deze groter is dan de minimale buigradius van het plaatmetaal. 2) Plaats de kant van het plaatmetaal met bramen op de binnenhoek van de bocht. 3) Gebruik materialen die gloeien of een goede plasticiteit hebben. 4) Pas aan zodat de buiglijn loodrecht of onder een hoek van 45 graden staat op de richting van de nerf van het plaatmetaal. |
| Afbuiging |  | Als gevolg van de terugvering of tijdens het buigen ontstaat er extra spanning in de breedterichting. Deze spanning is aan de buitenzijde van de neutrale laag trekspanning en aan de binnenzijde drukspanning. Zodra de buigkracht wordt verwijderd, verdwijnt de extra spanning en veroorzaakt vervorming in de richting tegengesteld aan de extra spanning, namelijk verkorting aan de buitenzijde en verlenging aan de binnenzijde, wat resulteert in buigvervorming langs de breedte. | Door correctief buigen toe te passen en de matrijsrand voor te vormen tot een kromming, wordt tijdens het buigen vervorming in de tegenovergestelde richting van de buiging geïnduceerd in het onderdeel. Bij het terugspoelen wordt de torderende vervorming gecompenseerd en verdwijnt. |
| Ongelijke basis |  | De buigmatrijs geen vasthoudplaat (drukkussen) heeft, of onvoldoende vasthoudkracht, waardoor het plaatmetaal niet strak tegen de onderkant van de pons drukt tijdens het buigen, met productieproblemen als gevolg. | Implementeer een buigmatrijs met een bovenplaat voor aanvoer (of persen), of verhoog de kracht van de bovenplaat voor aanvoer (of persen) in de buigmatrijs. Dit zorgt ervoor dat er voldoende druk wordt uitgeoefend op het plaatmetaal aan het begin van het buigproces. buigprocesDit garandeert een vlakke bodem in het gebogen deel. |
| Gatvervorming |  | De afstand van de gatwand tot de buigrand is te klein (kleiner dan de minimale afstand van de gatwand tot de buigrand), waardoor het gat zich in of te dicht bij de vervormingszone bevindt. Tijdens het buigen wordt de buitenkant van de neutrale laag uitgerekt en de binnenkant samengedrukt, waardoor de vorm van het gat verandert. | Zorg ervoor dat de afstand van de gatrand tot de buigzijde groter is dan de minimale afstand van de gatrand tot de buigzijde, of verwerk het gat na het buigen. Als de functionaliteit van het gebogen onderdeel het toelaat, kan er ook een procesgat of sleuf worden gemaakt in het buiggebied om de vervormingsspanning te verminderen. |
| Veranderingen in de buighoek |  | Tijdens het buigen treden zowel plastische als elastische vervormingen op in het metaalstuk. Nadat de buigkracht is verwijderd, verdwijnt de elastische vervorming onmiddellijk, terwijl de plastische vervorming achterblijft (bekend als terugvering), waardoor het verwerkte metaalstuk een vorm en grootte heeft die niet overeenkomt met die van de buigmal. | 1) De terugslagwaarde, vooraf berekend of experimenteel verkregen, kan worden gecompenseerd of afgetrokken in de overeenkomstige vorm en grootte van het werkende deel van de mal. Met deze methode kan de buiging de vorm en grootte krijgen die het productontwerp vereist. 2) In plaats van vrij buigen wordt correctief buigen toegepast. |
| Niet-parallelle buiglijn en vouwrand |  | Gebogen onderdelen met afgeschuinde randen binnen de vervormingszone kunnen de gewenste vorm en hoek niet bereiken als de hoogte van de rechte rand minder is dan tweemaal de minimale hoogte van de gebogen rechte rand. | 1) Als het gebruik van het gebogen onderdeel het toelaat, moet de vorm van het onderdeel worden aangepast, waardoor de afmeting van de schuine rand toeneemt. 2) Als de functionaliteit van de gebogen component dit niet toelaat, moet de helling worden verwerkt na het buigen. |
| U-vormig deel met ongelijke zijgaten drukbuigen |  | 1) Onnauwkeurigheid bij het positioneren van het plaatmetaal tijdens het buigen, of slippen tijdens het buigproces, resulteert in een verkeerde uitlijning van de middelpunten van de gaten in de hoogterichting. 2) Door het reboundeffect wordt de buighoek van beide zijden wordt niet volledig bereikt, waardoor de centerlijnen van de gaten niet goed uitgelijnd zijn. Gerelateerde lectuur: V- & U-vormige buigkracht calculator | 1) Overweeg om positioneringsgaten toe te voegen als de functionaliteit van het gebogen onderdeel dat toelaat. 2) Vul de buigmal aan met een drukplaat en een antislip positioneerpen. 3) De terugveringswaarde compenseren (of aftrekken) in de overeenkomstige vormen en maten van de werkende delen van de matrijs. |
| Einde uitsteeksel |  | Dit fenomeen is vooral merkbaar bij het buigen van dikke platen. Tijdens het buigproces worden de longitudinale vezels in de neutrale laag samengedrukt door drukspanning en wordt de breedterichting uitgerekt door trekspanning. Dit resulteert in een uitsteeksel aan de uiteinden in de breedterichting van het gebogen deel. | 1) Plaats de braamrand van het plaatmateriaal aan de binnenkant van de bocht. 2) Stel procesinkepingen in aan beide uiteinden van de blenkbuiglijn en pas negatieve compensatie toe voor uitrekken in de breedterichting. |
| Maatafwijking | 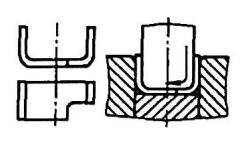 | De asymmetrische vorm van het gebogen onderdeel, samen met ongelijke wrijvingskrachten, resulteert in een onbalans van spanning aan beide zijden van de blenk. Dit leidt tot de vorming van glijvlakken op de blenk tijdens het buigen, wat afwijkingen in afmetingen veroorzaakt. | 1) Gebruik een buigmatrijs met een bovenplaat (of drukplaat) en gebruik positioneerpennen om de plaat nauwkeurig te positioneren. 2) Als de omstandigheden het toelaten, gebruik dan symmetrisch buigen gevolgd door sectie als laatste stap. |

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











