Voorkom 6 veelvoorkomende gietfouten met deze tips
Heb je je ooit afgevraagd waarom er kleine gaatjes en scheurtjes verschijnen in metaalgietwerk? In dit artikel worden veelvoorkomende gietdefecten zoals huidmondjes, krimp en slakgaten onderzocht en worden de oorzaken en preventiemethoden beschreven. Je krijgt waardevolle inzichten in het maken van foutloze gietstukken en het verbeteren van je productieproces.
Stomata zijn gaatjes die op of in het oppervlak zitten en rond, ovaal of onregelmatig van vorm zijn.
Soms vormen meerdere poriën een luchtzak, die meestal peervormig is en zich onder het oppervlak bevindt.
Verzinkboren hebben een onregelmatige vorm en een ruw oppervlak.
In het oppervlak van het gietstuk zijn luchtbellen ingedeukt en het oppervlak is relatief glad.
Open gaten kunnen gemakkelijk worden waargenomen, terwijl onderhuidse luchtgaten pas na bewerking kunnen worden ontdekt.
Redenen voor oprichting:
De schimmel voorverwarmingstemperatuur te laag is, waardoor het vloeibare metaal snel afkoelt als het door het gietsysteem stroomt.
Slecht ontwerp van de uitlaat van de matrijs, waardoor het gas niet soepel wegstroomt.
Ontoereikende coating, slechte uitlaatgassen of zelfs vervluchtiging of ontbinding van gassen.
Gaten en putjes op het oppervlak van de matrijsholte kunnen ervoor zorgen dat het gas in deze gebieden snel uitzet en het vloeibare metaal samendrukt, waardoor er verzinkingen ontstaan.
Roest op de vormholte en het niet schoonmaken ervan.
Onjuiste opslag en voorverwarming van grondstoffen (zandkernen).
Onvoldoende of onjuist gebruik van ontoxidatiemiddelen.
Preventiemethoden:
De mal moet grondig worden voorverwarmd en de deeltjesgrootte van de coating (grafiet) moet geschikt zijn en een goede luchtdoorlaatbaarheid hebben.
Gebruik schuin gieten.
Grondstoffen moeten op een goed geventileerde en droge plaats worden opgeslagen en voor gebruik worden voorverwarmd.
De schenktemperatuur mag niet te hoog zijn.
Krimp
Features:
Krimpholte is een soort ruw oppervlaktegat dat zich aan het oppervlak of in een gietstuk kan bevinden.
Lichte krimp verwijst naar vele kleine verspreide krimpjes, ook wel krimpporeusheid genoemd.
De korrels rond de krimp of krimpporeusheid zijn grof.
Het verschijnt vaak in de buurt van de runner in het gietstuk, de basis van het stootbord, dikke gebieden, wanddikte en grote vlakdikte.
Redenen voor Formatie:
De regeling van de werktemperatuur van de matrijs voldoet niet aan de eisen van gericht stollen.
Verkeerde coatingkeuze, slechte controle van de laagdikte in verschillende onderdelen.
De positie van het gietstuk in de mal is niet goed ontworpen.
Het ontwerp van de gietstijger slaagt er niet in om het effect van volledige suppletie te bereiken.
Wanneer de verf wordt afgepeld en opnieuw wordt aangebracht, kan er geen plaatselijke verfophoping ontstaan.
Verwarm de mal plaatselijk of gebruik plaatselijke isolatie voor thermische isolatie.
Ingezette koperen blokken bij het hete gedeelte om het onderdeel te koelen.
Ontwerp koelribben op de matrijs, of versnel de koelsnelheid op lokale plaatsen met water, enz. of besproei water buiten de matrijs.
Gebruik afneembare koelblokken die om de beurt in de holte worden geplaatst om te voorkomen dat de koelblokken zelf onvoldoende worden gekoeld tijdens continue productie.
Op de stijgbuis van de gietvorm is een drukregelaar ontworpen.
Het ontwerp van het uitgietsysteem moet nauwkeurig zijn en de juiste uitgiettemperatuur moet worden gekozen.
Slakkengat (smeltslak of metaaloxideslak)
Kenmerken:
De slakgaten zijn zichtbare of donkere gaten op gietstukken. Ze zijn gedeeltelijk of volledig gevuld met slak en hebben een onregelmatige vorm. Het kan moeilijk zijn om slakinsluitsels te vinden in kleine, puntvormige vloeistoffen.
Nadat de slak is verwijderd, worden gladde gaten zichtbaar. Deze zijn meestal te vinden in het onderste deel van de gietpositie, bij de binnenste loper of in de dode hoeken van het gietstuk.
Oxideslakken bevinden zich vooral in de buurt van de binnenste loper op het gietoppervlak in een netwerkachtig patroon. Het kan er soms schilferig, gerimpeld of in de vorm van onregelmatige wolken of schilferige tussenlagen uitzien. Het kan ook in het gietstuk voorkomen in de vorm van vlokken.
Bij breuk is de tussenlaag vaak het breukpunt en het oxide is een bron van scheuren in het gietstuk.
Redenen voor oprichting:
Slakgaten worden voornamelijk veroorzaakt door het smeltproces van de legering en het gietproces, inclusief het onjuiste ontwerp van het gietsysteem. De mal zelf veroorzaakt geen slakgaten en het gebruik van metalen mallen is een effectieve methode om slakgaten te voorkomen.
Preventie Mmethodes:
Het gietsysteem is correct ingesteld of er wordt een gietvezelfilter gebruikt.
Het maakt gebruik van de hellende gietmethode.
Selecteer vloeimiddelen en controleer de kwaliteit streng.
De scheuren kunnen er recht of onregelmatig uitzien.
Het oppervlak van een warmscheur heeft een sterke oxidatie die resulteert in een donkergrijze of zwarte kleur zonder metaalglans.
Het oppervlak van een koude barst heeft een schone, metaalachtige glans.
Uitwendige scheuren van gietstukken zijn meestal zichtbaar, terwijl het opsporen van inwendige scheuren met andere methoden kan gebeuren.
Scheuren houden vaak verband met defecten zoals krimp en slakinsluiting.
Ze komen meestal voor bij scherpe hoeken van het gietstuk, waar dikke en dunne secties elkaar ontmoeten en bij de hete verbinding waar de stijgbuis is verbonden met het gietstuk.
Redenen voor oprichting:
Scheuren komen vaak voor bij het gieten van metaalmallen omdat de metalen mal geen toeslag heeft en snel afkoelt, waardoor de scheuren groter worden. inwendige spanning van het gieten.
Factoren zoals het te vroeg of te laat openen van de mal, een kleine of grote giethoek, een dunne coatinglaag en zelfs de malholte zelf kunnen scheuren in het gietstuk veroorzaken.
Preventiemethoden:
Er moet aandacht worden besteed aan het vakmanschap van de gietstructuur, zodat de ongelijke dikte van het gietstuk een uniforme overgang heeft en de juiste filletmaat wordt gebruikt.
Pas de dikte van de coating aan om elk deel van het gietstuk zo goed mogelijk de vereiste koelsnelheid te laten bereiken om te voorkomen dat er te veel inwendige spanning.
Let op de werktemperatuur van de metalen mal, pas de helling van de mal aan en trek tijdig de kern om te barsten, haal het gietstuk eruit en laat langzaam afkoelen.
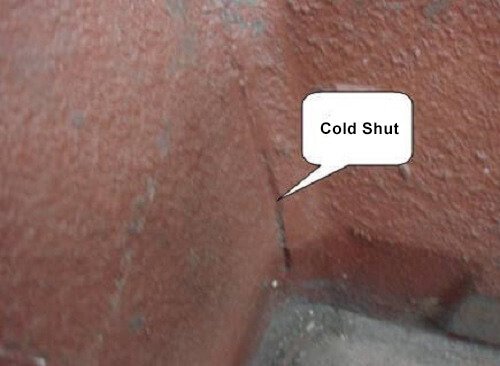
Koud Gesloten (Slechte fusie)
Features:
Een koude sluiting is een soort open naad of oppervlak met afgeronde hoeken.
Het midden is verdeeld door oxidehuid en is niet volledig versmolten.
Wanneer de kou hevig is, kan deze zich ontwikkelen tot een "undercast".
Koudsluitingen worden vaak aangetroffen op de bovenwand van gietstukken, op dunne horizontale of verticale vlakken, op de overgang van dikke en dunne wanden of op dunne hulpplaten.
Redenen voor Formaties:
Het ontwerp van de metalen uitlaat is onredelijk.
De werktemperatuur is te laag.
Slechte verfkwaliteit (kunstmatig, materiaal).
Onjuiste positie van loper.
5. Gietsnelheid is te laag.
Preventie Mmethodes:
Ontwerp het runner- en uitlaatsysteem op de juiste manier.
Voor dunwandige gietstukken met een groot oppervlak mag de coating niet te dun zijn. Een goede verdikking van de coatinglaag bevordert het gieten.
Verhoog de werktemperatuur van de mal op de juiste manier.
Een trachoom is een soort onregelmatig gat dat zich vormt aan het oppervlak of de binnenkant van een gietstuk en de vorm ervan komt overeen met de vorm van zandkorrels. Als de mal wordt verwijderd, zijn zandkorrels zichtbaar die zich in het gietoppervlak hebben vastgezet en ze kunnen eruit worden getrokken. Als er meerdere trachomen tegelijk aanwezig zijn, ziet het gietoppervlak eruit als een sinaasappelschil.
Redenen voor Formatie:
Gaten worden gevormd doordat de zanddeeltjes die op het oppervlak van de zandkern vallen, omringd worden door de kopervloeistof en het gietoppervlak.
De oppervlaktesterkte van de zandkern is niet goed en is verbrand of niet volledig uitgehard.
De grootte van de zandkern komt niet overeen met de buitenmal. De zandkern wordt verbrijzeld wanneer de mal wordt gesloten.
De mal wordt ondergedompeld in grafietwater dat vervuild is met zand.
Het zand dat door de opscheplepel en de zandkern bij de loper wordt afgewreven, wordt in de holte gewassen met koperwater.
Preventie Mmethodes:
De zandkern wordt strikt volgens het proces geproduceerd en vergeet niet de kwaliteit te controleren.
De grootte van de zandkern komt overeen met de grootte van de buitenmal.
Reinig de inkt op tijd.
Vermijd wrijving tussen de gietpan en de zandkern.
Blaas het zand in de vormholte uit wanneer je de zandkern laat zakken.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je er ooit bij stilgestaan hoeveel roest onze economie elk jaar kost? Dit artikel onderzoekt de duizelingwekkende impact van metaalcorrosie en introduceert verschillende soorten roestwerende oliën die...
Heb je je ooit afgevraagd of een eenvoudige veerring echt kan voorkomen dat bouten loskomen? Dit artikel onderzoekt het mechanisme en de effectiviteit van veerringen en onthult hun beperkingen en praktische...
Heb je je ooit afgevraagd waarom hydraulische cilinders soepel en zonder lekken blijven werken? Het geheim zit hem in de soorten afdichtingen die erin worden gebruikt. Dit artikel gaat in op zes essentiële soorten...
Heb je je ooit afgevraagd waarom kogelomloopspillen, cruciaal in werktuigmachines, het vaak begeven? Dit artikel gaat in op het belang van goed onderhoud om dergelijke defecten te voorkomen. Het legt uit hoe slijtage...
Scheuren tijdens het slijpen van tandwielen kunnen een kostbaar probleem zijn, maar inzicht in de oorzaken en oplossingen kan zowel tijd als geld besparen. Dit artikel onderzoekt waarom deze scheuren ontstaan, zoals...
Waarom mislukken sommige tandwielen ondanks nauwkeurige fabricage? Dit artikel gaat in op veelvoorkomende defecten bij het carboneren van tandwielen, waarbij zaken als overcarburatie, ondiepe uitharding en ongelijkmatige case-harding aan bod komen. Je leert...
Hoe kunt u voorkomen dat uw matrijzen scheuren tijdens de warmtebehandeling? Dit artikel duikt in het ingewikkelde proces van warmtebehandeling van matrijzen en beschrijft veelvoorkomende defecten zoals afschrikscheuren en onvoldoende...
Hebt u ooit moeite gehad om efficiënt door SolidWorks te navigeren? Dit artikel onthult essentiële tips en trucs om je workflow te stroomlijnen en je ontwerpproces te verbeteren. Van het beheersen van sneltoetsen tot het optimaliseren...
Waarom raken bouten los en hoe kan voorspanning dit voorkomen? Van onvoldoende aandraaien en trillingen tot kruipen van de pakking en thermische expansie, de redenen zijn divers maar cruciaal. Dit artikel...