
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Wat zorgt ervoor dat een vlakke plaat metaal met precisie en nauwkeurigheid complexe vormen aanneemt? Het antwoord ligt in het ingewikkelde vervormingsproces van het buigen van plaatmetaal. Dit artikel duikt in de mechanica van het buigen van metaalplaten in verschillende vormen zoals V-vormen en U-vormen. Door de stadia van het buigen te begrijpen - van elastisch tot zuiver plastisch - krijg je inzicht in de krachten die in het spel zijn en de kenmerken van de verschillende buigmethoden. Lees verder om te ontdekken hoe deze processen zorgen voor nauwkeurige en betrouwbare metalen onderdelen.

Het proces waarbij plaatmetaal of andere profielplaatjes door buigen worden omgezet in plaatmetaalonderdelen met specifieke hoeken, krommingen en vormen, staat bekend als plaatmetaal buigen (zoals het buigen van platen in V-vormige onderdelen, U-vormige onderdelen en S-vormige onderdelen, enz.)
Buigen is een vervormingsproces dat veel gebruikt wordt in de stempelproductie. Er worden veel methodes en algemene/speciale apparatuur gebruikt voor het buigen, waaronder persbuigen, rolbuigen, trekbuigen, wikkelbuigen en rolvormen.
Hoewel de apparatuur en gereedschappen die in verschillende buigen van plaatmetaal methoden verschillen, zijn hun vervormingsprocessen, kenmerken en eigenschappen in wezen hetzelfde en hebben ze bepaalde overeenkomsten.
Het proces waarbij buigmallen op een persmachine worden gebruikt om platen of profielen vorm te geven, staat bekend als persbuigen. Persbuigen is de meest gebruikte methode van plaatmetaal het buigen van matrijzen, het hoofdonderwerp van dit artikel.
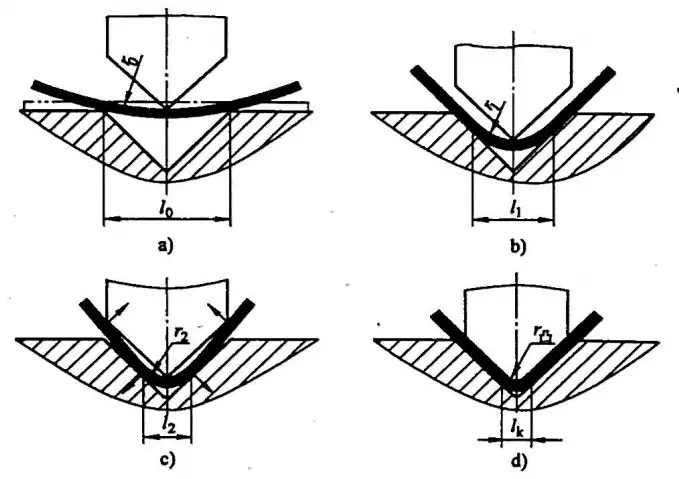
Figuur 2-1 illustreert het schema van het correctie buigvervormingsproces van de plaat in de V-vormige buigmal.
Zoals te zien is in het schema van het buigproces, wordt de plaat in het beginstadium van het buigen vrij gebogen (zie Figuur 2-1a); naarmate de ponsmachines naar beneden, wordt de rechte rand van de plaat geleidelijk strakker tegen het V-vormige werkvlak van de matrijs en wordt de buigradius r0 wordt r1 (zie Figuur 2-1b);
Naarmate de stempel verder daalt, neemt het buigoppervlak van de blenk geleidelijk af tot de blenk de stempel op drie punten raakt, waarbij de buigradius verandert van r1 naar r2Daarna buigt het deel met de rechte rand van het vel in de tegenovergestelde richting van ervoor, en wanneer de slag eindigt, corrigeren de pons en matrijs het vel, waardoor de afgeronde hoeken en rechte randen van het vel volledig tegen de pons aan komen te liggen (zie Figuur 2-1d), wat resulteert in het gewenste deel.
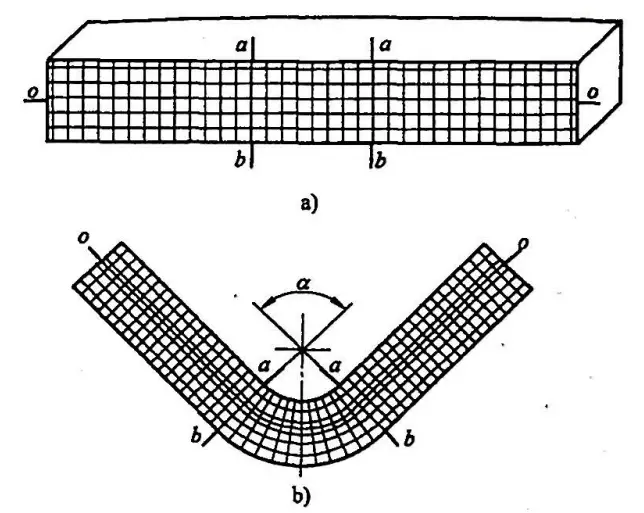
Figuur 2-2 toont het vervormingsraster van het zijaanzicht van de plaat voor en na het buigen. Kijkend naar Figuur 2-2, is het duidelijk dat in het vlakke deel van het plaatmetaal, het raster zijn voorgebogen toestand behoudt, met significante veranderingen alleen binnen het bereik van het centrale buighoek α.
Dit geeft aan dat de buigvervorming voornamelijk optreedt in het gebied van de centrale buighoek α van het onderdeel. Vóór het buigen zijn de vezels aa'=bb'. Na het buigen worden de buitenste langsvezels bb' uitgerekt (bb>bb'), en de binnenste longitudinale vezels aa worden samengedrukt en verkort (aa'<aa').
Vanaf het binnen- en buitenoppervlak naar het midden van het werkstuk neemt elke laag vezels geleidelijk af in mate van verkorting of verlenging. Tussen de twee vervormingszones van verkorten of verlengen moet er een laag vezels zijn waarvan de lengte onveranderd blijft, de neutrale laag van het deel genoemd.
Figuur 2-3 illustreert de vervorming van de dwarsdoorsnede in de buigzone van het plaatmetaal. Zoals te zien is in figuren 2-2 en 2-3, wordt het plaatmetaal binnen de buigvervormingszone dunner, d.w.z. de dikte 't' wordt dunner tot 't', waarbij 't' gelijk is aan 'ηt' (η is de dunningscoëfficiënt).
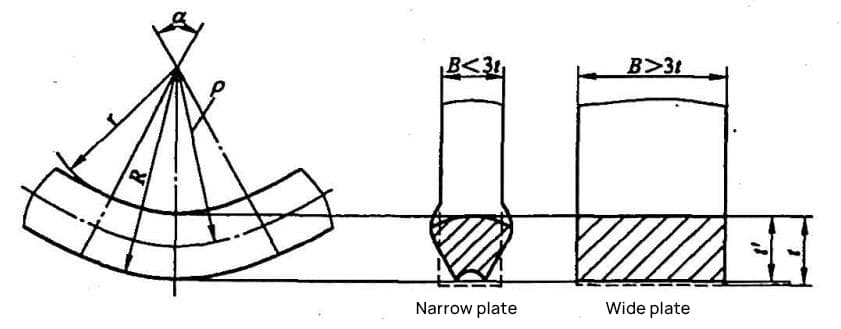
De dwarsdoorsnede van het plaatmetaal ondergaat vervorming. Het gebied binnen de neutrale laag wordt overdwars breder door de verkorting van de langsvezels, terwijl het gebied buiten de neutrale laag overdwars krimpt door de verlenging van de langsvezels.
Deze vervorming van de dwarsdoorsnede van het gebogen plaatwerk is prominenter bij het buigen van een smalle plaat (B3t) blijft de dwarsdoorsnede in wezen onveranderd, d.w.z. de plaatbreedte verandert niet. Over het algemeen wordt aangenomen dat de breedtecoëfficiënt β=B'/B=1, waarbij B de plaatbreedte is en B' de breedte na het buigen. Om de buigverschijnselen verder te analyseren, wordt het buigvervormingsproces van het plaatmetaal in drie fasen besproken.
1. Elastische buigfase
Wanneer het plaatmetaal begint te buigen, is de buigradius maximaal. De spanning over alle lagen vezels langs de dikte van de plaat heeft de vloeigrens nog niet bereikt en de spanningsverdeling is als volgt Wet van Hooke lineair. De plaat bevindt zich in een toestand van elastische vervorming, een fase die de elastische vervormingsfase wordt genoemd.
2. Elastoplastische buigfase
Naarmate het plaatmetaal verder wordt gebogen, neemt de buigradius geleidelijk af en beginnen de vezels aan beide zijden van de plaat mee te geven en komen ze in het plastische bereik. Op dit punt worden twee gebieden van elastische vervorming en plastische vervorming gevormd in de dikterichting van de plaat. Naarmate de buiggraad toeneemt, zal het centrale elastische gebied geleidelijk afnemen en zullen de plastische gebieden aan beide zijden geleidelijk uitbreiden. Dit buigstadium wordt het elasto-plastische vervormingsstadium genoemd.
3. Zuivere Plastic Buigfase
Als de mate van buiging van de plaat blijft toenemen, wat overeenkomt met een zeer kleine buigradius, neemt het elastische gebied in de buurt van de neutrale laag af tot een verwaarloosbare mate. Er kan worden aangenomen dat de volledige dikte van de plaat zich binnen het plastische bereik bevindt, daarom noemen we dit de zuiver plastische buigfase.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











