Heb je je ooit afgevraagd hoe het staal in je auto of de buizen in je huis worden gemaakt? Dit artikel duikt in de fascinerende wereld van het smeden en walsen, twee essentiële metaalbewerkingstechnieken. Leer de belangrijkste verschillen, voordelen en welke methode het beste bij jouw behoeften past.
Smeden en walsen zijn twee fundamentele metaalbewerkingstechnieken die het productielandschap hebben gevormd. Hoewel bij beide methoden kracht wordt gebruikt om metaal te vervormen, verschillen ze aanzienlijk in benadering, uitrusting en invloed op materiaaleigenschappen. Dit artikel biedt een diepgaande verkenning van deze cruciale metaalbewerkingsprocessen, hun variaties en hun implicaties voor productkwaliteit en productie-efficiëntie.
Bij smeden, een proces dat dateert uit de oudheid, worden plaatselijke drukkrachten toegepast om metaal plastisch te vervormen in een gewenste vorm. Deze techniek kan verder worden onderverdeeld in vrij smeden, waarbij het metaal wordt gevormd tussen vlakke matrijzen, en smeden met gesloten matrijzen, waarbij speciaal ontworpen matrijsholten worden gebruikt om complexere geometrieën te produceren. Geavanceerde varianten zoals precisiesmeden en bijna-netvorm smeden zijn ontstaan om materiaalverspilling en daaropvolgende bewerkingen te minimaliseren.
Walsen daarentegen is een continu of semi-continu proces waarbij metaal tussen roterende rollen wordt gevoerd om de dwarsdoorsnede te verkleinen en de gewenste afmetingen en eigenschappen te verkrijgen. Het proces kan worden ingedeeld in vlakwalsen, dat wordt gebruikt voor het produceren van plaatproducten, en profielwalsen, waarmee verschillende structurele vormen worden gecreëerd. Gespecialiseerde technieken zoals ringwalsen voor naadloze ringen en draadwalsen voor bevestigingsmiddelen zijn ook ontwikkeld om te voldoen aan specifieke behoeften van de industrie.
Zowel smeden als walsen bieden duidelijke voordelen op het gebied van materiaaleigenschappen en productiemogelijkheden:
Smeden:
Verbetert mechanische eigenschappen door korrelverfijning en verbeterde microstructuur
In staat om complexe vormen met interne geometrieën te produceren
Biedt uitstekende sterkte-gewicht verhoudingen in afgewerkte onderdelen
Geschikt voor zowel kleine batches als grote volumes
Rollen:
Biedt uitstekende dimensionale controle en oppervlakteafwerking
Zeer efficiënt voor het produceren van lange, doorlopende producten
Precieze regeling van materiaaldikte en -breedte mogelijk
Rendabel voor de productie van grote volumes gestandaardiseerde vormen
De keuze tussen smeden en walsen hangt af van verschillende factoren, zoals de gewenste onderdeelgeometrie, het productievolume, de materiaaleigenschappen en economische overwegingen. Smeden heeft bijvoorbeeld vaak de voorkeur voor kritieke onderdelen in de lucht- en ruimtevaart en de auto-industrie, waar superieure mechanische eigenschappen van het grootste belang zijn. Omgekeerd is walsen het aangewezen proces voor de productie van plaatwerk, structurele vormen en spoorrails waarbij consistente eigenschappen van de dwarsdoorsnede cruciaal zijn.
Recente ontwikkelingen in beide technieken hebben hun mogelijkheden en efficiëntie verder uitgebreid. Computerondersteunde simulatie- en ontwerptools maken nu geoptimaliseerde matrijsontwerpen bij het smeden en walsgangen bij het walsen mogelijk, waardoor de trial-and-error aanpak tot een minimum wordt beperkt. Bovendien heeft de integratie van automatisering en sensoren geleid tot een betere procescontrole en kwaliteitsborging bij beide methoden.
Omdat de productie-industrie zich blijft ontwikkelen, wordt het voor ingenieurs, ontwerpers en professionals in de industrie steeds belangrijker om de nuances van smeden en walsen te begrijpen. Door de sterke punten van elke techniek te benutten en hun invloed op materiaaleigenschappen, productkwaliteit en productie-efficiëntie in overweging te nemen, kunnen fabrikanten weloverwogen beslissingen nemen om hun metaalbewerkingsprocessen te optimaliseren en hun concurrentievoordeel op de wereldmarkt te behouden.
Rolling
Wat is rollen?
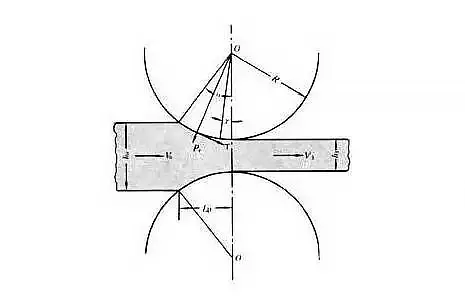
Een drukverwerkingsmethode waarbij een blanco metaal door de spleet tussen een paar roterende rollen met verschillende vormen wordt gevoerd, waardoor de dwarsdoorsnede van het materiaal afneemt en de lengte toeneemt als gevolg van de compressie van de rollen. Deze methode is de meest gebruikte productietechniek voor staal en wordt voornamelijk gebruikt om profielen, platen en buizen te produceren.
Soorten rollen
Afhankelijk van de beweging van de gewalste onderdelen, kan walsen worden onderverdeeld in langswalsen, dwarswalsen en scheefwalsen.
Llongitudinaal rollen
Het longitudinaal walsproces is een proces waarbij metaal tussen twee rollen gaat die in tegengestelde richtingen draaien en waartussen plastische vervorming ontstaat.
Kruiswalsen
De bewegingsrichting van het gewalste stuk na vervorming komt overeen met de richting van de rolas.
Schuin rollen
Het walsstuk beweegt in een spiraal, het walsstuk en de walsas hebben geen speciale hoek.
Voordelen
Het walsproces kan de kwaliteit van staal verbeteren door de gietstructuur van het stalen staafde korrel van het staal te verfijnen en microstructurele defecten te elimineren. Dit leidt tot een dichtere staalstructuur en betere mechanische eigenschappen, vooral in de walsrichting.
Bovendien kunnen de hoge temperatuur en druk tijdens het walsen eventuele bellen, scheuren of loszittende delen die zich tijdens het gieten hebben gevormd, aan elkaar lassen.
Nadelen
Delaminatie na het walsen: De niet-metalen insluitsels (voornamelijk sulfiden, oxiden en silicaten) in het staal worden samengeperst tot dunne platen, wat resulteert in het delaminatiefenomeen. Dit vermindert de treksterkte van het staal in de dikterichting aanzienlijk en kan leiden tot scheuren tussen de lagen tijdens het krimpen van de las. De rek veroorzaakt door de laskrimp kan vaak meerdere malen de vloeipuntrek zijn, veel hoger dan de rek veroorzaakt door de belasting.
Restspanningen door ongelijkmatige afkoeling: Restspanning is inwendige spanning dat in zelf-evenwicht is zonder externe kracht. Warmgewalste staalproducten van verschillende doorsneden hebben dit soort restspanningdie neigt toe te nemen met de grootte van de dwarsdoorsnede van de balk. Hoewel de restspanning zelfevenwichtig is, kan deze nog steeds de prestaties van de staalcomponent beïnvloeden wanneer deze wordt blootgesteld aan externe krachten, waardoor de vervorming, stabiliteit en weerstand tegen vermoeiing worden beïnvloed.
Onnauwkeurige afmetingen: Warmgewalste staalproducten zijn moeilijk te controleren op dikte en randbreedte. Thermische uitzetting en inkrimping tijdens het afkoelproces kunnen leiden tot een verschil tussen de aanvankelijke en uiteindelijke lengte en dikte. Hoe groter het verschil, hoe dikker het staal en hoe duidelijker de afwijking. Daarom is het niet mogelijk om al te precies te zijn over de breedte, dikte, lengte, hoeken en kantlijnen van grote stalen onderdelen.
Smeden & persen
Smeden is een geavanceerd metaalvormproces waarbij gespecialiseerde smeed- en persapparatuur wordt gebruikt om gecontroleerde druk uit te oefenen op metalen knuppels, waardoor plastische vervorming ontstaat en smeedstukken met nauwkeurige mechanische eigenschappen en geometrieën worden geproduceerd. Deze geavanceerde productietechniek elimineert niet alleen inherente gietfouten, maar optimaliseert ook de microstructuur van het metaal tijdens het vormproces.
Het behoud van continue metaalstroomlijnen tijdens het smeden resulteert in superieure mechanische eigenschappen in vergelijking met gietstukken van hetzelfde materiaal. Dit intrinsieke voordeel maakt smeedstukken tot de keuze bij uitstek voor kritische componenten die worden blootgesteld aan hoge belastingen en zware bedrijfsomstandigheden, en voor eenvoudigere geometrieën die als alternatief kunnen worden vervaardigd uit gewalste plaat, geëxtrudeerde profielen of gelaste samenstellingen.
Soorten smeedwerk
Smeedprocessen kunnen worden onderverdeeld in drie hoofdtypen:
Vrij smeden: Deze methode maakt gebruik van ofwel impact of continue druk om het metaal te vervormen tussen een bovenste matrijs en een onderste matrijs (aambeeld) om de gewenste vorm te bereiken. Het omvat zowel handmatig smeden als gemechaniseerd smeden.
Matrijssmeedwerk: Deze categorie omvat het smeden met open matrijzen en het smeden met afdrukmatrijzen. Het metalen werkstuk wordt samengedrukt en vervormd in een matrijsholte met een specifieke geometrie om smeedstukken te produceren. Geavanceerde variaties zijn koudpersen, rolsmelten, radiaal smeden en precisie-extrusie.
Matrijssmeedwerk zonder vlamvorming en matrijssmeedwerk met gesloten matrijs: Deze precisietechnieken elimineren vlamvorming, wat resulteert in een uitzonderlijk hoog materiaalgebruik. Complexe smeedstukken kunnen worden geproduceerd in één- of meertrapsbewerkingen, met kleinere krachtdragende gebieden die de vereiste belastingen minimaliseren. Deze methoden vereisen echter een nauwkeurige controle van het werkstukvolume, een nauwkeurige positionering van de matrijs en strategieën om slijtage van de matrijs te beperken.
Belangrijkste functies en voordelen
Smeden biedt een aantal duidelijke voordelen ten opzichte van gieten:
Verbeterde microstructuur: Het smeedproces verbetert de structuur en mechanische eigenschappen van het metaal aanzienlijk. Heet smeden vervormt en herkristalliseert de structuur van het gegoten metaal, waarbij grove dendrieten en zuilvormige korrels worden omgezet in een verfijnde, uniforme, gelijkvormige herkristalliseerde structuur.
Structurele integriteit: Smeden verdicht en "last" effectief onzuiverheden zoals segregatiezones, porositeit en slakinsluitsels, wat resulteert in een dichtere structuur met verbeterde plasticiteit en mechanische eigenschappen.
Superieure mechanische eigenschappen: Smeedstukken vertonen consistent hogere mechanische eigenschappen in vergelijking met gietstukken van dezelfde materiaalsamenstelling. Dit wordt toegeschreven aan het behoud van de continue metaalvezeloriëntatie en de eliminatie van gietfouten.
Continuïteit van de vezelstroom: Het smeedproces garandeert de continuïteit van de metaalvezelstructuur, waardoor de vorm van het smeedstuk consistent blijft en de integriteit van de metaalstroomlijnen behouden blijft. Deze eigenschap draagt bij tot een betere vermoeiingsweerstand en algemene prestaties van het onderdeel.
Precisie en prestaties: Geavanceerde technieken zoals precisiesmeden, koude extrusie en isotherm smeden kunnen componenten produceren met uitzonderlijke mechanische eigenschappen, maatnauwkeurigheid en langere levensduur - eigenschappen die onbereikbaar zijn met conventionele gietmethoden.
Forging vsRolling
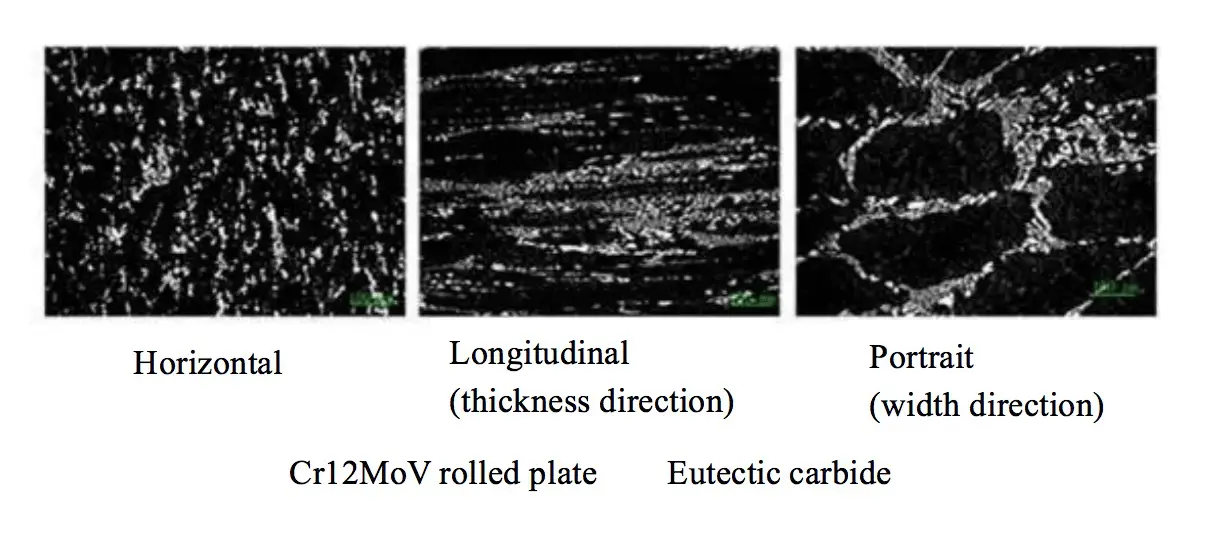
(1) Smeedstukken vertonen superieure mechanische eigenschappen in zowel axiale als radiale richtingen in vergelijking met gewalste producten. Deze verbeterde isotropie vertaalt zich in een aanzienlijk verbeterde weerstand tegen vermoeiing en een langere levensduur. De uniformiteit van de microstructuur in smeedstukken resulteert in voorspelbaardere en betrouwbaardere prestaties onder wisselende spanningsomstandigheden.
De afbeelding hieronder toont de metallografische verdeling van eutectische carbiden langs verschillende oriëntaties in een Cr12MoV gewalste plaat, wat de anisotrope aard van gewalste producten benadrukt.
(2) Wat de vervormingsefficiëntie betreft, zorgt smeden voor een aanzienlijk hogere mate van plastische vervorming in vergelijking met walsen. Deze intensievere vervorming is vooral effectief in het afbreken en herverdelen van eutectische carbiden, wat leidt tot een meer verfijnde en homogene microstructuur. De zware plastische vervorming tijdens het smeden draagt ook bij aan korrelverfijning en de eliminatie van porositeiten, waardoor de materiaaleigenschappen verder verbeteren.
(3) Hoewel smeden over het algemeen hogere bewerkingskosten met zich meebrengt dan walsen, is de investering vaak gerechtvaardigd voor kritieke onderdelen. Smeden is onmisbaar voor: - Onderdelen met hoge belasting of schokbestendige onderdelen - Onderdelen met complexe geometrieën - Toepassingen die strenge mechanische eigenschappen of maatnauwkeurigheid vereisen
De superieure mechanische eigenschappen en microstructurele integriteit van gesmede onderdelen resulteren vaak in een langere levensduur en verbeterde betrouwbaarheid, waardoor de aanvankelijk hogere kosten mogelijk worden gecompenseerd door een lagere onderhouds- en vervangingsfrequentie.
(4) Gesmede onderdelen worden gekenmerkt door continue en ononderbroken metaalstroomlijnen die zich aanpassen aan de geometrie van het onderdeel. Deze ononderbroken korrelstroom verbetert de sterkte van het onderdeel aanzienlijk, vooral in gebieden met hoge spanningsconcentraties.
Daarentegen kunnen bewerkingen op gewalste producten deze stroomlijnen verstoren, waardoor potentiële spanningsconcentratiepunten ontstaan en de totale vermoeiingslevensduur van het werkstuk afneemt. Dit is vooral kritisch bij toepassingen met cyclische belasting of schokbelastingen.
De afbeelding hieronder toont de stroomlijnen van metaal in gegoten, machinaal bewerkte en gesmede werkstukken, waarbij de superieure continuïteit van de korrelstructuur in gesmede onderdelen wordt benadrukt.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Als ingenieur weet je dat de duivel in de details zit als het gaat om het ontwerpen en produceren van machines. Een cruciaal aspect dat de kwaliteit kan maken of breken...
Het kiezen van het juiste revolverponsgereedschap kan uw productie-efficiëntie en productkwaliteit aanzienlijk beïnvloeden. Worstelt u met bramen of matrijsslijtage bij uw plaatbewerking? Deze gids...
Welk bedrijf staat bovenaan de lijst van fabrikanten van ijzerbewerkingsmachines? In dit artikel worden de toonaangevende merken in de sector besproken, met details over hun geschiedenis, innovaties en productaanbod. Al lezend krijg je inzicht...
Heb je je ooit afgevraagd hoe de metalen onderdelen in je auto of huishoudelijke apparaten worden gemaakt? Dat kan door middel van stempelen, een proces waarbij metalen platen met matrijzen worden gevormd. Deze methode biedt...
Heb je je ooit afgevraagd hoe auto's zo snel en veilig worden gemaakt? Dit artikel onthult de magie achter geautomatiseerde stansproductielijnen, waar robots handmatige arbeid vervangen en de efficiëntie...
Welke materialen maken stempels zowel robuust als precies? Stempelvormen vereisen een hoge duurzaamheid en precisie, en materialen zoals staal, carbide en verschillende legeringen spelen hierbij een cruciale rol. Dit artikel onderzoekt...
Geïntrigeerd door de wonderen van het metaalstempelen? In deze blogpost duiken we in de fascinerende wereld van flensvormen, halsvormen en opbollen. Onze deskundige werktuigbouwkundig ingenieur zal u...
Heeft u zich ooit afgevraagd welke fabrikanten de revolverponsmachine-industrie domineren? Dit artikel introduceert de top vijf wereldwijde fabrikanten van revolverponsmachines, met een gedetailleerde beschrijving van hun geschiedenis, innovaties en...
Heb je je ooit afgevraagd hoe een ponsmachine metalen platen omvormt tot precieze vormen? In dit artikel ontdek je hoe een ponsmachine in elkaar zit, van het mechanisme van roterende naar lineaire beweging...