
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Waarom zou je de ene lasmethode boven de andere kiezen? Dit artikel gaat in op de belangrijkste verschillen tussen laserlassen en weerstandlassen en legt hun principes, voordelen en toepassingen uit. Ontdek hoe laserlassen precisie en snelheid biedt met minimale warmtevervorming, terwijl weerstandlassen uitblinkt in eenvoud en kosteneffectiviteit voor het verbinden van metalen. Door deze verschillen te begrijpen, kunt u de meest geschikte lastechniek voor uw specifieke behoeften kiezen en zowel de efficiëntie als de kwaliteit van uw projecten verbeteren.

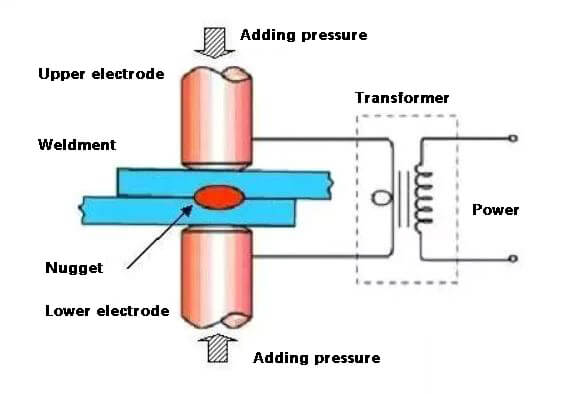
Weerstandslassen is een productieproces en technologie die wordt gebruikt voor het verbinden van metalen of andere thermoplastische materialen, zoals kunststoffen, door verhitting. Bij deze manier van lassen wordt druk uitgeoefend via de elektrode nadat het werkstuk is samengevoegd en wordt gebruik gemaakt van de weerstandswarmte die wordt opgewekt door de stroom die door het contactoppervlak en het aangrenzende gebied van de verbinding gaat.
Laserlassen is een uiterst efficiënte, nauwkeurige, contactloze, vervuilings- en stralingsvrije lasmethode waarbij een laserstraal met hoge energiedichtheid als warmtebron wordt gebruikt.
Volgens de lasprocesHet is onderverdeeld in:
Puntlasmachine, projectielassen machine, naadlasmachine en stuiklasmachine.
Volgens de energievoorzieningsmodus is het verdeeld in:
Enkelfasige stroomfrequentielasser, secundaire gelijkrichterlasser, driefasige lasser met lage frequentie, lasser voor energieopslag en inverterlasser.
Volgens de lasmethode is het verdeeld in:
Puntlassen, continu lassenstomplassen, overlappingslassen
Volgens de lichtuitgangsmodus kan deze worden onderverdeeld in:
Puur fiber laserlassenHarde optische vezeltransmissielaserlassen, YAG-laserlassen en halfgeleiderlaserlassen.
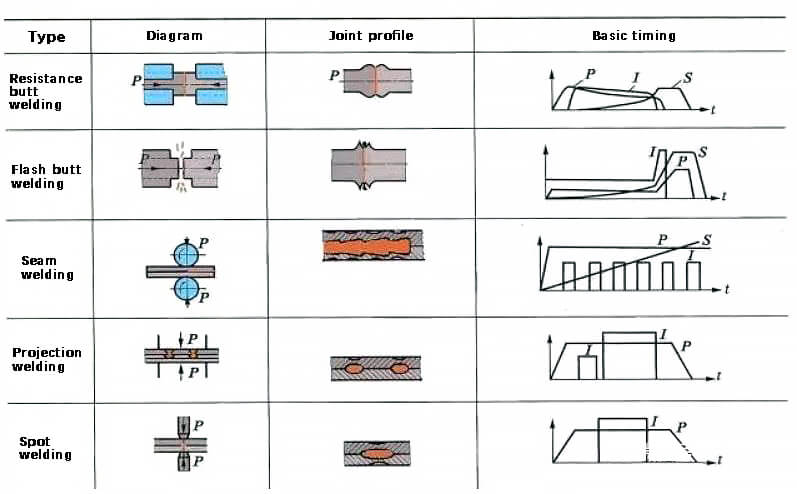
Weerstand lasmethoden omvatten voornamelijk puntlassen, naadlassen, projectielassen en stomplassen (weerstandstuiklassen en vlambooglassen)
Puntlassen is een soort weerstandlassen waarbij twee metalen stukken worden samengevoegd door ze te verhitten op het contactpunt. Het metaal wordt gesmolten en aan elkaar gelast door weerstandsverhitting die wordt veroorzaakt door de stukken tussen twee cilindrische elektroden te drukken in een overlapconfiguratie.
Puntlassen wordt voornamelijk gebruikt voor plaatlassen.
Puntlassen
① Voorpersen voor een goed contact met het werkstuk.
② Stroom aan om klompje en plastic ring te vormen bij de lasverbinding.
③ Power off smeden om de nugget te laten afkoelen en kristalliseren onder de continue druk om een soldeerverbinding te vormen met een dichte structuur en geen krimp holte en scheur.
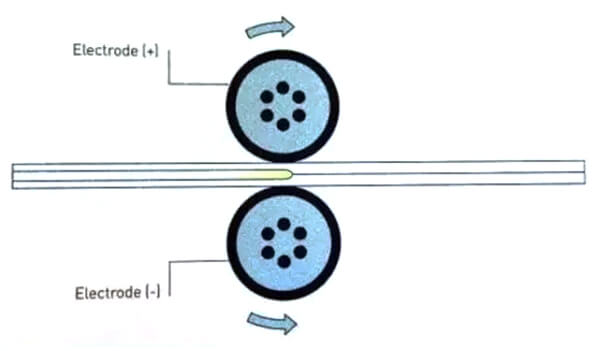
Naadlassen is Het proces is vergelijkbaar met puntlassen, maar in plaats van cilindrische elektroden wordt een roterende schijfvormige rolelektrode gebruikt. De te lassen metaaldelen worden in een overlap- of stuikverbinding geplaatst en tussen de twee walselektroden geplaatst. De wals oefent druk uit en roteert, waarbij continu of met tussenpozen kracht wordt uitgeoefend om een continue las te creëren.
Naadlassen is wordt vaak gebruikt voor het lassen van structuren die regelmatig lassen en afdichtingen vereisen, en wordt meestal gebruikt op metalen platen die minder dan 3 mm dik zijn.
Projectielassen is een vorm van puntlassen waarbij voorgevormde bobbels op het werkstuk worden gebruikt. Tijdens het projectielassen lasprocesEr kunnen tegelijkertijd een of meer klompjes worden gevormd bij de verbinding.
Weerstand stomplassen is een proces waarbij metalen stukken in een stuikverbinding met elkaar worden verbonden door de uiteinden met elkaar in contact te brengen, ze te verwarmen tot een plastische toestand door weerstandsverhitting en dan snel druk uit te oefenen na het uitschakelen van de stroom om het lassen te voltooien.
Deze methode wordt voornamelijk gebruikt voor het lassen van metalen stukken met eenvoudige vormen, met een diameter of zijlengte van minder dan 20 mm en lage sterktevereisten.
Stuiklassen is een proces waarbij metalen stukken in een stuikverbinding worden verbonden door de uiteinden geleidelijk aan met elkaar in contact te brengen, deze contactpunten te verwarmen door middel van weerstandsverhitting, een flits te creëren onder invloed van hoge stroom, het metaal aan het uiteinde te smelten en dan snel druk uit te oefenen na het uitschakelen van de stroom wanneer het metaal de gewenste temperatuur heeft bereikt binnen een bepaald dieptebereik.
De kwaliteit van de lasverbinding is beter dan die van weerstandlassen en de mechanische eigenschappen van de lasverbinding zijn gelijkwaardig aan die van het basismetaal. Het is niet nodig om het oppervlak van de lasnaad te reinigen voor het lassen.
Stuiklassen wordt vaak gebruikt voor het lassen van cruciale metalen stukken en kan worden gebruikt voor het lassen van zowel hetzelfde metaal of verschillende metalenen metalen van 0,01 mm metaaldraad tot 20000 mm metalen staven en profielen.
Momenteel is er een tekort aan betrouwbare niet-destructieve testmethoden om te beoordelen laskwaliteiten het kan alleen worden geëvalueerd door destructieve tests van procesmonsters en werkstukken, evenals verschillende bewakingstechnologieën.
De overlapverbinding die wordt gebruikt bij punt- en naadlassen voegt niet alleen gewicht toe aan het onderdeel, maar creëert ook een hoek rond de lasnaad van de twee platen, wat leidt tot een lage treksterkte en een slechte hechting. vermoeiingssterkte van het gewricht.
De apparatuur die bij het lassen wordt gebruikt heeft een hoog vermogen en een hoge mate van automatisering, waardoor het duur en moeilijk te onderhouden is. De veelgebruikte eenfasige wisselstroomlasmachines met hoog vermogen kunnen ook de balans van het elektriciteitsnet verstoren.
Laserlassen minimaliseert de warmte-inbreng en verkleint de omvang van de metallurgische verandering in de warmte-beïnvloede zone, wat leidt tot minimale vervorming door warmtegeleiding.
Het werkstuk kan in een gesloten omgeving worden geplaatst, zoals een vacuüm- of gasomgeving.
Lassen met hoge snelheid is eenvoudig te automatiseren en het proces kan digitaal of met de computer worden bestuurd.
Met geperforeerd lassen is de lasrups kunnen een diepte-breedteverhouding tot 10:1 hebben.
Het wordt niet beïnvloed door magnetische velden, in tegenstelling tot booglassen en elektronenbundellassen, en maakt een nauwkeurige uitlijning van de werkstukken mogelijk.
Er kan een breed scala aan materialen worden gelast, inclusief ongelijke materialen.
Er zijn geen elektroden nodig, waardoor problemen met vervuiling of beschadiging worden vermeden.
Omdat het een contactloos lasproces is, is er minimaal verlies en vervorming van machines en gereedschappen. Er is geen vacuüm- of röntgenbescherming nodig.
De laserstraal kan eenvoudig worden gericht op meerdere werkstations.
Bij het lassen van dunne materialen of draden met een kleine diameter is er geen risico op hersmelten, zoals gebruikelijk is bij booglassen.
De procesparameters voor het in één keer lassen van een 32 mm dikke plaat zijn geverifieerd en kunnen de tijd die nodig is voor het lassen van een dikke plaat verminderen. plaatlassen en maakt vulmetaal overbodig.
De laserstraal kan worden gericht op kleine, dicht bij elkaar gelegen gebieden, waardoor het ideaal is voor het lassen van kleine onderdelen.
De laserstraal kan gemakkelijk geleid en uitgelijnd worden met optische instrumenten en kan op afstand van het werkstuk geplaatst worden, zodat hij gemakkelijk om obstakels heen kan navigeren.
Deze flexibiliteit maakt lassen mogelijk op plaatsen waar andere lasmethoden niet kunnen worden gebruikt.
Laserlassen kan ook worden gebruikt voor het verbinden van metalen met verschillende fysieke eigenschappen, zoals verschillende weerstanden.
Laserlassen biedt talloze voordelen ten opzichte van traditioneel weerstandlassen, zoals een superieure laskwaliteit, kosteneffectiviteit en voordelen.
Het heeft een breed scala aan toepassingen en is een essentieel onderdeel voor toekomstige lasprocessen.
Het enige nadeel is dat de initiële aanschafkosten relatief hoog kunnen zijn.
De mogelijkheden, productie-efficiëntie en voordelen overtreffen echter ruimschoots die van andere lasapparatuur.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











