
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Bent u de rommel en de kosten van snijvloeistoffen bij het verspanen beu? Ontdek de voordelen van droog bewerken - een proces dat het gebruik van snijvloeistoffen overbodig maakt, waardoor de kosten en de impact op het milieu afnemen. Dit artikel laat zien hoe droog verspanen zorgt voor een hoge efficiëntie en kwaliteit bij draaien, frezen, boren en kotteren. Lees meer over de nieuwste gereedschappen en technieken die dit mogelijk maken en begrijp waarom geïndustrialiseerde landen deze groene productiemethode steeds meer toepassen. Duik in de materie om te zien hoe droog bewerken uw bewerkingsprocessen kan revolutioneren.

Momenteel worden bij de meeste bewerkingen van machineonderdelen, vooral op sterk geautomatiseerde CNC-bewerkingsmachines, bewerkingscentra en productielijnen, snijvloeistoffen gebruikt. De belangrijkste functies van snijvloeistoffen zijn spaanafvoer, snijtemperaturen verlagen en smering.
Met de toenemende nadruk op milieubescherming en duurzame ontwikkeling worden de verwerkingsmethoden die sterk afhankelijk zijn van snijvloeistoffen echter geconfronteerd met verschillende beperkingen.
De vervuiling door snijvloeistoffen kan schadelijk zijn voor de omgeving en de operators. Het reinigen van de resten die snijvloeistoffen achterlaten op onderdelen en snijoppervlakken veroorzaakt niet alleen "secundaire vervuiling", maar verhoogt ook de productiekosten.
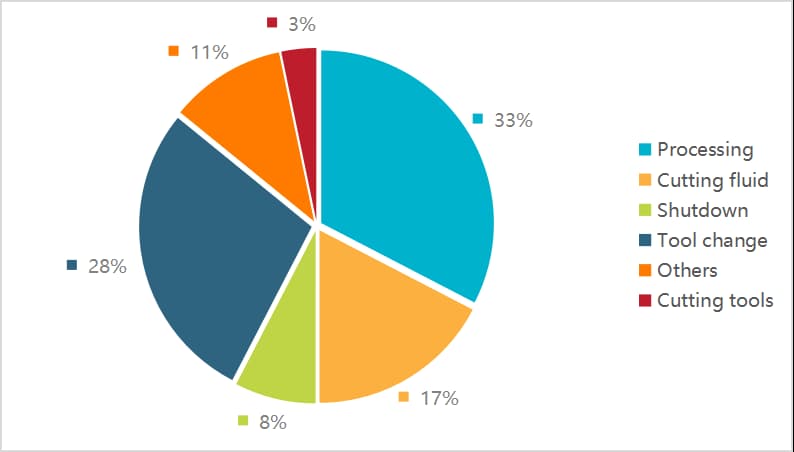
Onderzoek door de Duitse VDMA en de Japan Society for Precision Engineering heeft aangetoond dat de kosten van de snijvloeistoffen ongeveer 13% tot 17% van de totale productiekosten uitmaken, terwijl de gereedschapskosten gewoonlijk slechts 2% tot 4% bedragen, zoals geïllustreerd in de onderstaande figuur.
Eenvoudig gezegd is droog bewerken een bewerkingsproces waarbij geen snijvloeistoffen worden gebruikt. Sinds het ontstaan van metaal snijden technologie zijn zowel droge als natte snijmethoden gebruikt. Het principe van droog verspanen is dus niet nieuw en wordt al geruime tijd toegepast in de productie (zoals droog frezen van gietijzer).
De context is echter aanzienlijk veranderd omdat droog bewerken niet langer beperkt is tot de bewerking van gietijzeren materialen en conventionele natuurlijke methoden. In plaats daarvan wordt ernaar gestreefd om droog bewerken toe te passen bij de verwerking van alle materialen en methoden door nieuwe theorieën en technieken te ontwikkelen.
Droog verspanen is niet alleen het stoppen van het gebruik van snijvloeistoffen. Het gaat om het behouden van een hoge efficiëntie, productkwaliteit, standtijd en betrouwbaarheid in de bewerkingsomgeving. snijproces terwijl het gebruik van snijvloeistoffen geminimaliseerd of geëlimineerd wordt. Dit vereist het gebruik van hoogwaardige gereedschappen voor droog verspanen, bewerkingsmachines en hulpfaciliteiten om de rol van snijvloeistoffen bij traditioneel verspanen te vervangen en echt droog verspanen te bereiken.
Droge bewerking omvat verschillende aspecten, zoals gereedschapsmaterialengereedschapscoatings, gereedschapsgeometrie, bewerkingsmachines, snijparameters en bewerkingsmethoden. Het vertegenwoordigt een kruising en integratie van productietechnologie met materiaalwetenschap, informatietechnologie, elektronica en managementdisciplines.
Droog verspanen is bedoeld om de nadelige effecten van snijvloeistoffen bij draaien, frezen en draaien te elimineren, borenen boorprocessen, waardoor de verwerkingskosten aanzienlijk worden verlaagd en het milieu wordt beschermd.
Momenteel besteden geïndustrialiseerde landen zoals Europa en Japan veel aandacht aan de ontwikkeling en toepassing van droge bewerkingstechnologie. Statistieken tonen aan dat ongeveer 10% tot 15% van de bewerkingen in de Europese industriële sector wordt uitgevoerd met droge bewerkingsprocessen.
In de 21e eeuw wordt de vraag van de productie-industrie naar groene en milieuvriendelijke processen steeds groter. Droge bewerkingstechnologie, als groen productieproces, is belangrijk voor het behoud van hulpbronnen, milieubescherming en kostenbesparing.
Met de vooruitgang van de technologie van gereedschapsmachines, snijtang technologie en aanverwant procesonderzoek, zal droog machinaal bewerken een primaire manier van metaal snijden worden en wijdverspreid worden toegepast.
Op dit moment is het toepassingsgebied van droog bewerken nog relatief beperkt, maar diepgaand onderzoek en uitgebreide toepassing zijn een hot topic geworden op het gebied van machinale bewerking. Israëlische experts zijn van mening dat droog bewerken "tot op de dag van vandaag een complex gebied is. Het is niet alleen een kwestie van de koelvloeistof uitzetten en een nieuw gereedschap bestellen."
In de afgelopen jaren heeft de mechanische productie-industrie in geïndustrialiseerde landen, naast de ontwikkeling van snijtechnologie met hoge snelheid, nieuwe droge bewerkingsprocessen onderzocht met gebruik van bestaande gereedschapsmaterialen.
Zinvol en economisch haalbaar droog bewerken moet gebaseerd zijn op een zorgvuldige analyse van specifieke randvoorwaarden en een grondig begrip van de complexe factoren die van invloed zijn op droog bewerken. Deze analyse levert de benodigde gegevens en materialen voor het ontwerp van processystemen voor droge bewerking.
Onderzoek en toepassingen op het gebied van droge bewerking hebben in binnen- en buitenland veel aandacht gekregen en jarenlang onderzoek heeft geleid tot de implementatie van droge bewerkingstechnologie.
Deskundigen en wetenschappers hebben echter verschillende beschrijvingen van de terminologie en definities met betrekking tot droog bewerken. De voorgestelde nationale norm voorziet in voorschriften: De norm is van toepassing op machinale bewerkingsprocessen van mechanische producten waarbij sprake is van volledig droge bewerking en ondersteunde droge bewerking (inclusief luchtkoeling, koeling met vloeibare stikstof, laserondersteuning, etc.).
Droog verspanen (droog snijden): Een bewerkingsproces waarbij geen snijvloeistof wordt gebruikt tijdens het snijden.
Volledig droog bewerken: Een bewerkingsproces waarbij geen snijvloeistof of hulpstoffen worden gebruikt koelmedium tijdens het snijden.
Subdroog verspanen (Sub-dry cutting): Een snijtechnologie waarbij een toereikende hoeveelheid smeermiddel wordt geïnjecteerd in een luchtstroom bij bepaalde druk en temperatuur, waardoor een nevelmengsel ontstaat, dat vervolgens formulieren een minimale hoeveelheid smeermiddel en wordt in de snijzone gesproeid voor gerichte microsmering en koeling van het door warmte beïnvloede gebied.
De subdroge bewerking omvat meestal: snijden met minimale smering, snijden met minimale smering bij lage temperatuur (koud luchtsnijden), snijden met beschermende gassen met minimale hoeveelheid smering, interne koelvloeistofstralen en gemengde sproeitechnologieën.
De bovengenoemde termen en definities bieden een basisonderscheid en standaardisatie tussen droog snijden en subdroog snijden. Naarmate het onderzoek zich verdiept en de technologie voortschrijdt, ondergaan de standaarden ook een continu proces van verbetering en verfijning. Bijvoorbeeld, in de definitie van subdroog snijden (subdroog bewerken), moet "het injecteren van een adequate hoeveelheid smeermiddel" worden herzien in "het injecteren van een adequate hoeveelheid koel- en smeermiddel" om een nevelmengsel te vormen met lucht bij bepaalde drukken en temperaturen, waardoor een microkoelend smeermiddel ontstaat dat in het snijgebied wordt gespoten voor gerichte microkoeling en smering van de door warmte beïnvloede zone.
Koelingseffect
Het koelingseffect verwijdert de warmte die ontstaat tijdens het snijden, vermindert de slijtage van het gereedschap en voorkomt oxidatie van het werkstukoppervlak.
Smerende werking
Het vermindert de wrijving, verlaagt de snijkrachten en zorgt voor soepele snijbewerkingen.
Spaan verwijderen
Het proces verwijdert de spanen snel van het oppervlak van het werkstuk, zodat ze geen krassen op het oppervlak kunnen maken.
Vanuit het oogpunt van milieubescherming worden de negatieve effecten van snijvloeistoffen echter steeds duidelijker, zoals blijkt uit de volgende aspecten:
Daarnaast heeft uitgebreid onderzoek naar het snijproces aangetoond dat de traditionele rol van snijvloeistoffen bij koeling, smering en spaanafvoer niet volledig en effectief wordt benut bij veel bewerkingsprocessen, vooral bij het snijden met hoge snelheden.
Als gevolg daarvan worden er inspanningen geleverd om het gebruik van snijvloeistoffen te verminderen of te elimineren, om schone productieprocessen aan te passen en om de productiekosten te verlagen.
Droge bewerkingstechnologie kwam onder deze omstandigheden naar voren als een geavanceerde bewerkingsmethode. De toepassing van droge bewerkingstechnologie vermindert niet alleen de milieuvervuiling door snijvloeistoffen en verbetert de werkomstandigheden voor operators, maar elimineert ook de kosten voor snijvloeistoffen en verlaagt de kosten voor het recyclen en afvoeren van spanen.
Droge bewerkingstechnologie stelt hogere eisen aan de technologie van gereedschapsmachines en snijgereedschap. De afgelopen jaren hebben industrieel geavanceerde landen veel nadruk gelegd op onderzoek naar droog verspanen. Droog verspanen is als nieuwe methode een van de toekomstige trends in de verspaningstechnologie.
Droog verspanen, waarbij geen gebruik wordt gemaakt van snijvloeistoffen, heft een reeks negatieve effecten op die gepaard gaan met het gebruik van deze vloeistoffen tijdens het verspanen.
In vergelijking met nat snijden biedt droog bewerken de volgende voordelen:
In vergelijking met nat verspanen onder dezelfde omstandigheden heeft droog verspanen echter enkele nadelen:
Het materiaal van het werkstuk bepaalt in grote mate de haalbaarheid van droog bewerken. Het verbeteren van de bewerkbaarheid van materialen en het verminderen van de warmte die vrijkomt door vervorming en wrijving tijdens het snijproces, zijn technische maatregelen voor de ontwikkeling van droog bewerken.
Er zijn bijvoorbeeld goed bewerkbare staalsoorten en gietijzers ontwikkeld. Werkstukmaterialen verschillen aanzienlijk in thermische eigenschappen; droog bewerken vereist een grote warmtecapaciteit en een lage warmtegeleiding. Daarom zijn onderdelen met een grote massa geschikter voor droge bewerking dan onderdelen met een kleine massa.
Hoge snijkrachten en temperaturen zijn de belangrijkste kenmerken van droog bewerken. Om materiaalaanhechting en -diffusie tussen het gereedschap en het werkstuk bij hoge temperaturen te verminderen en een normale levensduur van het gereedschap te garanderen, moet speciale aandacht worden besteed aan de juiste afstemming tussen gereedschapsmaterialen en werkstukken.
Zodra het gereedschap is bepaald, moeten geschikte snijparameters en andere variabelen worden geselecteerd op basis van het specifieke bewerkingsproces. Bij droge bewerkingen zijn hoge snijsnelheden aan te raden omdat ze zorgen voor een snellere spaanafvoer en warmteafvoer, wat zeer gunstig is voor een langere levensduur van het gereedschap.
De huidige technologieën voor droog bewerken omvatten luchtkoeling bij lage temperatuur, droog machinaal bewerken met hoge snelheid, droog machinaal bewerken bij lage temperatuur, elektrostatisch koelen, minimale hoeveelheid smering (MQL) en bijna-droge bewerkingstechnieken.
1. Uitstekende thermische hardheid en slijtvastheid.
Droog bewerken genereert doorgaans veel hogere snijtemperaturen dan nat bewerken. Alleen materialen voor snijgereedschappen met een hoge thermische hardheid kan effectief de hoge temperaturen van het snijproces weerstaan en een goede slijtvastheid behouden. De hardheid van het gereedschapmateriaal moet minstens vier keer zo groot zijn als die van het werkstukmateriaal.
2. Lage wrijvingscoëfficiënt.
Het verminderen van de wrijvingscoëfficiënt tussen het gereedschap en de spanen, en tussen het gereedschap en het werkstukoppervlak, kan het smerende effect van snijvloeistoffen gedeeltelijk vervangen en de stijging van de snijtemperatuur onderdrukken.
3. Hoge taaiheid bij verhoogde temperaturen.
De snijkrachten bij droge bewerking zijn groter dan bij natte bewerking en de snijcondities bij droge bewerking zijn uitdagender; daarom hebben de gereedschappen een hoge taaiheid nodig bij verhoogde temperaturen.
4. Hoge thermochemische stabiliteit.
Bij de hoge temperaturen van droogbewerking moeten snijgereedschappen een hoge chemische stabiliteit behouden om de katalytische effecten van hitte op chemische reacties te minimaliseren en zo de standtijd te verlengen.
5. Redelijk gestructureerde gereedschapsgeometrie en -hoeken.
Een goed gestructureerde geometrie en hoeken van het gereedschap kunnen niet alleen de snijkrachten verminderen, de vorming van een opstaande rand voorkomen en de snijtemperaturen verlagen, maar ook de spaanstroom en -breuk regelen. De vorm van het gereedschap zorgt voor een soepele spaanafvoer en vergemakkelijkt de warmteafvoer.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











