
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heeft u zich ooit afgevraagd hoe een minuscule verschuiving van het brandpunt van een laser een las kan veranderen? Bij laserlassen speelt de defocus - de afstand tussen het werkstuk en het brandpunt van de laser - een cruciale rol bij het bepalen van de laskwaliteit. Dit artikel gaat in op de invloed van positieve en negatieve defocus op laspenetratie, vorm en algemene effectiviteit. Door deze invloeden te begrijpen, leert u hoe u de lasinstellingen voor verschillende materialen kunt optimaliseren en nauwkeurige resultaten kunt behalen.
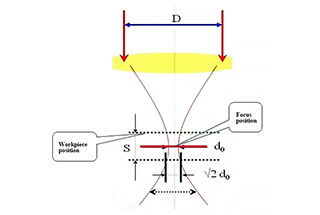
Defocus is de term die wordt gebruikt om de afstand tussen het oppervlak van een werkstuk en het brandpunt te beschrijven.
Als het brandpunt zich boven het werkstuk bevindt, wordt dit positieve defocus genoemd. Aan de andere kant, als het brandpunt zich onder het werkstuk bevindt, wordt dit negatieve defocus genoemd.

De vermogensdichtheid in het middelpunt van de laserfocus is te hoog, waardoor deze in gaten kan verdampen. De vermogensdichtheidsverdeling is relatief gelijkmatig op elk vlak weg van de laserfocus.
In theorie, als de afstand tussen het positieve en negatieve defocusvlak en het lasvlak gelijk is, zou de vermogensdichtheid op het corresponderende vlak ongeveer gelijk moeten zijn.
In de praktijk resulteert dit echter in verschillende lasdoorgangen en -vormen. Tijdens negatieve defocus is de interne vermogensdichtheid van het materiaal hoger dan die van het oppervlak, wat leidt tot sterker smelten en verdampen. Hierdoor kan lichtenergie dieper in het materiaal doordringen, wat resulteert in een grotere penetratie.
De onscherpte moet negatief 1-2 mm zijn.

Effect van defocus op lasvorm
Het te lassen materiaal is 6 mm dik roestvast staal, met een vermogen van 5 kW en een lassnelheid van 96 cm/min. Naarmate de defocussering afneemt, neemt de penetratie toe en wordt de diepte bereikt. penetratielassen podium.
Aan de andere kant, wanneer de defocussering groot is, is de penetratie minimaal en bevindt het lassen zich in de warmtegeleidingsfase.
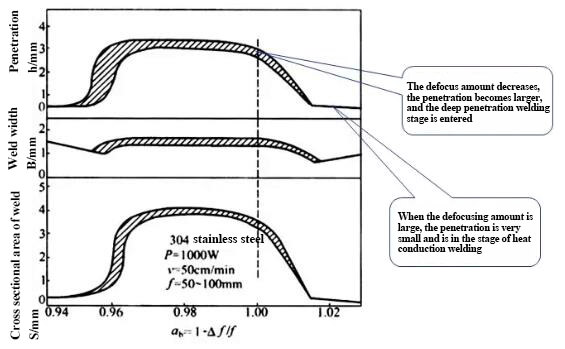
Effect van defocus op lasindringing, lasbreedte en doorsnede
De hoeveelheid onscherpte verwijst naar de afstand tussen de focus en het oppervlak van het werkstuk. Als de focus zich boven het werkstuk bevindt, wordt dit beschouwd als positieve defocus. Als de focus zich onder het werkstuk bevindt, wordt dit beschouwd als negatieve defocus. Negatieve defocus is voordelig bij het verhogen van de laspenetratie.
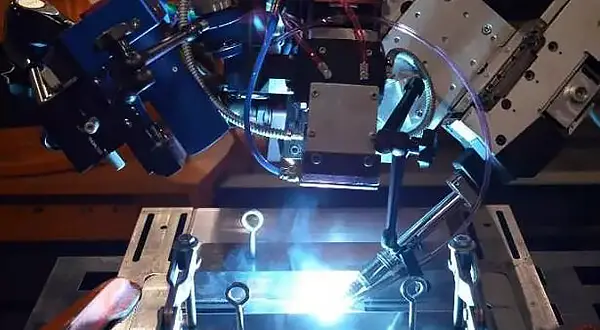
Invloed op de laskwaliteit.
Laserlassen vereist meestal een specifieke defocushoeveelheid omdat de vermogensdichtheid in het midden van de laserfocus te hoog is, waardoor deze in gaten kan verdampen. De vermogensdichtheidsverdeling is gelijkmatiger op elk vlak weg van de laserfocus.
Als de afstand tussen het positieve en negatieve defocusvlak en het lasvlak gelijk is, zou de vermogensdichtheid op het overeenkomstige vlak volgens de theorie van de geometrische optica ongeveer gelijk moeten zijn.
In werkelijkheid is de vorm van het smeltbad echter anders. Bij gebruik van negatieve defocus kan een diepere penetratie worden bereikt vanwege het vormingsproces van het smeltbad. Experimenteel wordt negatieve defocus gebruikt als een diepe penetratiediepte gewenst is, terwijl positieve defocus wordt gebruikt bij het lassen van dunne materialen.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











