
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Wat als u de efficiëntie van laserlassen zou kunnen verbeteren door eenvoudigweg de gasstroom aan te passen? Dit artikel gaat in op de invloed van zijwaarts blazend gas op plasma bij laserlassen en onthult de invloed ervan op de lasstabiliteit en -penetratie. Door variabelen zoals de gassamenstelling, het debiet en de positionering van het mondstuk te onderzoeken, leert u hoe u de lasomstandigheden kunt optimaliseren en energieverlies kunt verminderen. Verwacht praktische inzichten om de lasresultaten te verbeteren en kosten te besparen.
Met een hoogvermogenlaser als voorbeeld worden de gerelateerde parameters van zijwaarts blazend gas bestudeerd.
Bijvoorbeeld, de relatie tussen de positie, hoek, samenstelling en stroom van zijwaarts blazend gas en plasma onthult de invloedswet van zijwaarts blazend gas op de stabiliteit en penetratie van het lasproces.
Vergeleken met traditioneel smeltlassen heeft laserlassen de voordelen van grote laspenetratie, snelle lassnelheid en kleine werkstukvervorming.
In het lasproces zal de laserwarmtebron met hoge vermogensdichtheid echter een plasmawolk produceren op het oppervlak van het bewerkte werkstuk, die de laser zal absorberen en breken, zodat de laserenergie tijdens het lassen sterk wordt verminderd. diep penetratielassen van het werkstuk.
Om energieverlies te beperken, wordt daarom in industriële toepassingen meestal een hulpgasreiniging gebruikt om plasma te onderdrukken.
In het proces van laserlassen wordt plasma over het algemeen verdeeld over het oppervlak van het werkstuk en in het kleine gat, en de vorm en grootte veranderen periodiek in het hele lasproces.
Bij de methode van het gebruik van zijwaarts blazend gas om plasmavorming tegen te gaan, is helium het meest gebruikte gas.
Vergeleken met andere veelgebruikte gassen heeft helium de hoogste ionisatie-energie, wat betekent dat het meer energie kan absorberen voordat het ontleedt of ioniseert.
Omdat helium echter schaars en duur is, hebben relevante experts nieuw zijwaarts blazend gas of gemengd gas bestudeerd en geselecteerd om helium in veel aspecten te vervangen.
Momenteel bevelen buitenlandse onderzoekers het mengsel van he: ar = 3:1 aan op basis van de stabiliteit en gaseconomie van de laserlasproces.
Daarnaast hebben onderzoekers in binnen- en buitenland veel onderzoek gedaan om de configuratie voor zijwaarts blazen te optimaliseren en het plasma tijdens het laserlassen effectief te onderdrukken.
Tot nu toe heeft een deel van het werk zich gericht op de wijze van invoering van zijwaarts blazen, de vorm, grootte en positie van de zijblaasmond, maar sommige experts hebben ook de invloed van de hoek van het zijwaarts blazen op de penetratie bestudeerd.
Echter, door het verschil van laservermogen en werkelijke lasomstandigheden, zijn de overeenkomstige onderzoeksresultaten niet universeel.
Daarnaast is de vraag naar verdere productie en toepassing vereist ook dat dit onderzoekswerk kan de essentiële wet van side blowing in het laserlasproces van het onderzoeksmechanisme te onthullen, om zo effectief te begeleiden de werkelijke productie en toepassing;
Aan de andere kant is de laserhybride lasproces heeft steeds meer aandacht gekregen van onderzoekers en praktische productie.
In het proces van CO2 Bij hybride laserlassen zijn gassen betrokken zoals zijblaasgas dat nodig is voor laserlassen en schermgas die nodig zijn voor traditioneel lassen.
Omdat er veel parameters zijn in het proces van samengesteld lassen, moeten gebruikers een duidelijk begrip hebben van het werkingsmechanisme van het gebruikte gas.
Daarom zijn de ervaring en kennis die zijn opgedaan bij het onderzoek naar zijwaarts blazend gas bij laserlassen ook nuttig voor het onderzoek naar laserhybride lassen.
15kw snelle axiale stroming CO2 laser gebruikt in het experiment.
De laser brandpuntsafstand was 357 mm.
De testplaat voor het lassen was 20 mm dik marien hogesterktestaal ah32.
De laserstraal werd gebruikt op de testplaat zonder lasdraad.
De roestwerend De verf op het oppervlak van de testplaat moet voor het lassen worden verwijderd door mechanisch slijpen en de olievlek moet voor het lassen worden verwijderd met aceton.
Tenzij anders aangegeven, is het zijwaarts blazende gas zuiver helium.
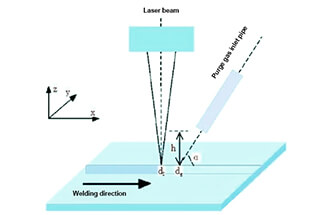
Het specifieke experimentele apparaat wordt getoond in Figuur 1.
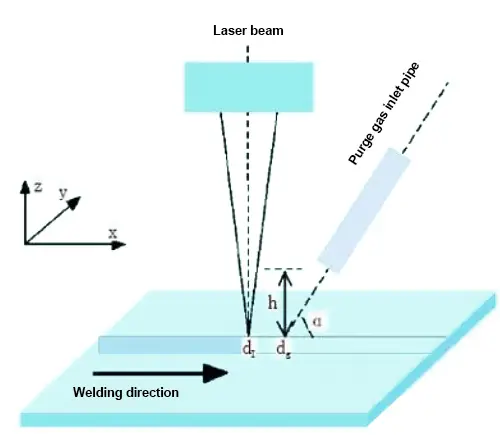
Fig. 1 Schematisch diagram van experimenteel apparaat
Tijdens het laserlassen wordt het plasma synchroon opgenomen door het macro high-speed fotografiesysteem en worden de grootte en het oppervlak van het plasma in tweedimensionale richting berekend na het lassen.
De vorming van plasma neemt toe met de toename van het laservermogen.
Zoals te zien is in Figuur 2, onder de voorwaarde dat het zijblaasgas ook helium is en de lassnelheid 2m/min is, zijn de plasmamorfologie en -grootte zeer verschillend onder verschillende laservermogens.
De plasmawolk die wordt gegenereerd door laserlassen met hoog vermogen is duidelijker.
Daarom is de onderdrukking van plasma door zijwaarts blazend gas op dit moment bijzonder belangrijk.
Laservermogen: 7K

Laservermogen: 15K
Fig. 2 Effect van verandering van laservermogen op plasma tijdens laserlassen
De positie van de zijblaaspijp bepaalt het actiepunt tussen de zijblaasgasstroom en het plasma.
De observatie toont aan dat het onderdrukkingseffect van plasma verschilt van de introductiepositie van zijwaarts blazend gas.
Fig. 3 toont de veranderende trend van het plasmaoppervlak wanneer het interval tussen het inbrengpunt van het zijwaarts blazende gas (DG) en het inbrengpunt van de laser (D1) verandert in de X-richting.
Het is te zien dat het plasma gevoelig is voor de positie van het zijwaarts blazende gas.

Positie van zijwaarts blazend gas in de X-asrichting
Fig. 3 Effect van verschillende inlaatpunten voor zijwaarts blaasgas op plasmaoppervlak
Wanneer zijwaarts blazen wordt gebruikt, zal de keuze van de inblaashoek van het zijwaarts blazende gas ook het onderdrukkingseffect van plasma beïnvloeden.
Fig. 4 toont de verandering van de corresponderende plasmahoogte wanneer de hoek van de zijblaaspijp verandert.

Hoek zijblaaspijp
Fig. 4 Effect van verschillende zijwaartse uitblaashoeken op plasmahoogte
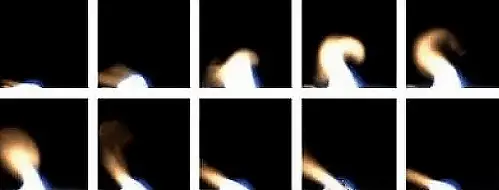
Als er verschillende gasstroomsnelheden worden gebruikt, is de plasmamorfologie heel verschillend.
Onder dezelfde experimentele omstandigheden (d.w.z. het zijwaarts blazende gas is helium, de lassnelheid is 2m/min en het laservermogen is 12KW) wordt bij gebruik van het zijwaarts blazende helium met hoge stroming de tweedimensionale grootte van het plasma aanzienlijk verkleind en worden de hoogte en breedte binnen een zeer klein bereik geregeld (zoals getoond in Fig. 5).
Dienovereenkomstig zullen de lasindringing en lasbreedte ook veranderen.
Met het toenemen van de zijwaarts blazende gasstroom zal de laspenetratie geleidelijk toenemen (zoals getoond in Fig. 6).
Wanneer de gasstroom 60 l/min bereikt, wordt de penetratie aanzienlijk verbeterd.
Daarom kan bij praktische toepassingen de invloed van plasma effectief worden onderdrukt door de zijwaarts blazende gasstroom aan te passen en te regelen, zodat de penetratie effectief wordt verbeterd.
Aan de andere kant, gezien de prijs van het zijwaarts blazen van helium, is het beter hoe hoger de zijwaarts blazende gasstroom is. In plaats daarvan moet de optimale gasstroom worden geselecteerd door de kostenprestaties te evalueren.
Daarnaast laten de onderzoeksresultaten zien dat de richting van het zijwaarts blazende gas ook een directe invloed heeft op de stabiliteit van het lasproces, de vorming van het lasoppervlak en de totale afmeting.
Daarom moet de juiste zijblaasrichting worden gekozen op basis van de werkelijke behoeften.

a) Gasstroom: 20L / AIN

b) Gasstroom: 70L / AIN
Fig. 5 Effect van verschillende zijwaartse blaasstroom op plasma tijdens laserlassen
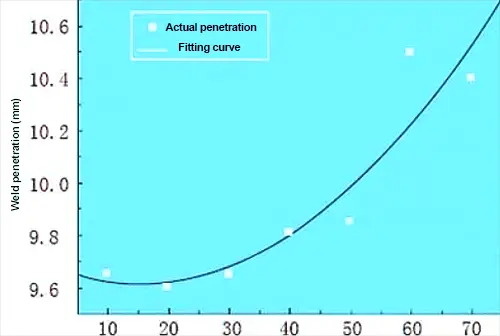
Gasstroom (L/min)
Fig. 7 toont de veranderingen in plasma met verschillende gascomponenten.
Fig. 7a toont de gedeeltelijke plasmamorfologie wanneer het zijblaasgas helium is, terwijl Fig. 7b de gedeeltelijke plasmamorfologie toont wanneer het gemengde gas als zijblaasgas wordt gebruikt.
Uit fig. 7 blijkt dat hoewel de zijwaartse blaasrichting in fig. 7a en 7b verschillend is, de grootte en vorm van het plasma gelijk zijn. In Afb. 7C heeft het plasma een andere vorm en zijn grootte en vorm veranderd.
Wanneer de mengsamenstelling verder verandert, zoals getoond in Fig. 7d, neemt het plasma aanzienlijk toe en breidt het zich uit boven en rond het werkstuk.
Wanneer de energie van vrije elektronen in de metaaldamp die het plasma vormt toeneemt, ondergaan de omringende gassen lawine-ionisatie.
Op dat moment zet het plasma snel uit en deelt het zich zelfs in tweeën, wat de stabiliteit van het lasproces vernietigt.
De verschillende plasmavormen in de figuren 7b, 7C en 7d laten zien dat het nodig is om het juiste mengsel te gebruiken voor een effectieve remming van plasma.
Opgemerkt moet worden dat de gassamenstelling voor zijwaarts blazen alleen kan worden geoptimaliseerd als andere gassamenstellingsparameters, zoals de positie van de zijwaarts blazende pijp, worden geoptimaliseerd.

(A: helium; B, C en D: helium-argonmengsel)
Fig. 7 Variatie van plasma onder verschillende samenstelling van het zijblaasgas
Als het zijwaarts blazende gas wordt geselecteerd om het plasma in de laserlasprocesDe parameters van het zij-inblaassysteem, zoals de positie van de zij-inblaasbuis in driedimensionale richting, de parameters van het zij-inblaassysteem, zoals de positie van de zij-inblaasbuis, de inblaashoek van het zij-inblaasgas, de geometrische grootte en vorm van de zij-inblaasbuis, hebben allemaal een invloed op de plasmavorming.
Dit heeft dus invloed op het proces en de resultaten van laserlassen.
Als we figuur 3 en 4 als voorbeeld nemen, hebben de positie en de hoek van de zijblaaspijp een invloed op het oppervlak en de hoogte van het plasma.
Relevante experts wezen erop dat de hoogte en het oppervlak van het plasma de absorptie en breking van het plasma voor de inkomende laser weerspiegelen.
Wanneer de introductiepositie van zijwaarts blazend gas verandert, kan de verandering van plasmahoogte en -oppervlak de mate weerspiegelen waarin de parameters van het zijwaarts blazende gas de absorptie of verstrooiing van de laser beïnvloeden.
Daarom kunnen we door het plasmagedrag in real-time te observeren de systeemparameters van de zijdelingse gasinjectie bestuderen en optimaliseren, het plasma effectief onderdrukken en de energie van de laser voor het lassen verbeteren.
Op basis van de optimalisatie van het instroomsysteem voor zijblaasgas kunnen de samenstelling en het debiet van het zijblaasgas ook worden geoptimaliseerd voor de eigenlijke lastaak.
Dit zorgt niet alleen voor een stabiel lasproces, maar ook voor rendabiliteit.
Zoals getoond in Fig. 7 kan de keuze van een geschikt mengsel ook een rol spelen die gelijkwaardig is aan die van zuiver helium, en wordt de zuinigheid van negatief gas sterk verbeterd.
Verschillende samenstellingen van het zijwaarts blazende gas (zoals getoond in Fig. 7D) kunnen echter leiden tot sterk plasma-explosiegedrag, waardoor het onmogelijk is om een stabiel lasproces te garanderen.
Recent laboratoriumwerk heeft aangetoond dat op basis van de optimalisatie van het zij-uitblaasgassysteem het selectiebereik van de zij-uitblaasgassamenstelling kan worden uitgebreid.
Het selecteren van het juiste gasmengsel kan de rendabiliteit sterk verbeteren op basis van de lasvereisten en -kwaliteit.
In het proces van CO2 Bij laserlassen wordt zijwaarts blaasgas veel gebruikt om het plasma in het lasproces te onderdrukken.
De juiste selectie van relevante parameters van zijwaarts blazend gas kan de inkomende laserenergie effectiever gebruiken in het proces van diep doordringen lassen.
Ten eerste zijn de positie en de hoek van de zijblaaspijp twee belangrijke parameters, die een directe invloed hebben op de grootte en de vorm van het plasma.
Daarom moet de zijblaaspijp voor het lassen correct worden geplaatst.
Ten tweede moet worden overwogen om de juiste samenstelling en stroming van het zijwaarts blazende gas te kiezen.
Als de zijwaarts gerichte gasstroom toeneemt, neemt het remmende effect op het plasma navenant toe.
De juiste gasstroom moet worden bepaald aan de hand van de werkelijke lasvereisten.
Bovendien kan het mengsel, rekening houdend met vele factoren zoals processtabiliteit en prijs, ook worden gebruikt als zijblaas.
Op dit moment moet, vanwege de verandering in de fysieke eigenschappen van het gas, de interactie tussen gas en gesmolten pool worden beschouwd op basis van plasma-inhibitie en moet de juiste gasstroom dienovereenkomstig worden geselecteerd.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











