
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
De keuze tussen een elektrische en hydraulische afkantpers kan de efficiëntie en kosten van uw bedrijf aanzienlijk beïnvloeden. Elektrische afkantpersen bieden superieure energiebesparingen, milieuvoordelen en hogere werksnelheden, terwijl hydraulische afkantpersen bekend staan om hun betrouwbaarheid en iets lagere initiële kosten. Dit artikel helpt je de verschillen, voordelen en mogelijke nadelen van elk type te begrijpen, zodat je een weloverwogen beslissing kunt nemen die aansluit bij je operationele behoeften. Ontdek de belangrijkste factoren die uw productieproces kunnen veranderen en uw productiviteit kunnen verhogen.

Met de toenemende ontwikkeling van technologie vereist moderne plaatbewerking, vooral het buigproces, steeds hogere normen. Er zijn verschillende technische eisen voor apparatuur en verwerkingsefficiëntie, en zowel bedrijven als landen hebben een strenge controle op milieubescherming en energiebesparing.
Daarom worden afkantpersen die worden aangestuurd door puur elektrische servosystemen, in vergelijking met hydraulische afkantpersen, steeds meer geaccepteerd door grote fabrikanten.

In de afgelopen jaren hebben de volwassenheid en de kostenreductie van elektromotoren en aandrijftechnologieën met hoog vermogen en hoog koppel de toenemende toepassing van verwante elektrische aandrijfapparaten gestimuleerd.
De CNC afkantpers die op grote schaal wordt gebruikt in de plaatbewerkingsindustrie heeft een nieuwe trend ingeluid waarbij zuiver elektrische servo hoofdaandrijving de hydraulische hoofdaandrijving vervangt, en de tonnage en productie van zuiver elektrische servo CNC afkantpersen nemen toe.
Dit artikel beschrijft de voordelen van zuiver elektrische servo's afkantpersen vergeleken met hydraulische afkantpersen op het gebied van energiebesparing, milieubescherming, verwerkingsefficiëntie, buignauwkeurigheid en onderhoudskosten.
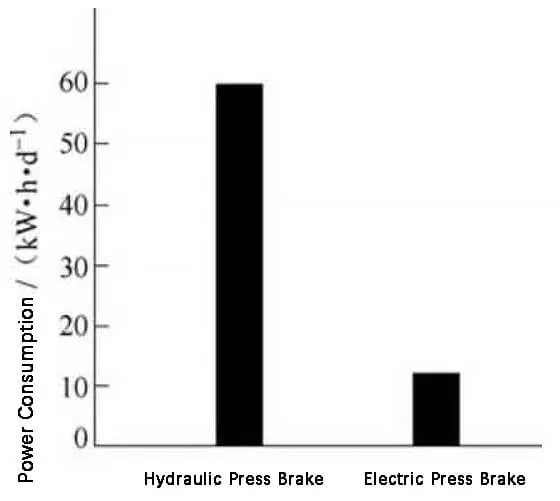
Een van de voordelen van zuiver elektrische servoaandrijvingstechnologie is dat het ingangsvermogen van de motor evenredig is met het vermogen van de belasting, wat resulteert in een hoog energieverbruik tijdens het buigen, een laag energieverbruik wanneer de ram onbelast omhoog beweegt, en vrijwel geen energieverbruik wanneer de ram stilstaat.
In een hydraulische servopers rem blijven de hoofdmotor en de hydraulische pomp draaien, zelfs als de glijbaan niet werkt, waardoor energie wordt verbruikt.
Bovendien is de efficiëntie van de mechanische hoofdtransmissie van een zuiver elektrische servopersrem groter dan 95%, terwijl de hydraulische transmissie De efficiëntie van een klepgestuurde hydraulische servopersrem is lager dan 80% en de efficiëntie neemt verder af na veroudering en slijtage van hydraulische systeemcomponenten.
Als we een 100-tons afkantpers als voorbeeld nemen en uitgaan van een werkdag van 8 uur, dan is het opgenomen vermogen van de hoofdunit van een puur elektrische servopers ongeveer 12 kW-h/dag, terwijl het opgenomen vermogen van het hydraulische systeem van een hydraulische pers rem is ongeveer 60 kWh/dag.
Daarom is de zuiver elektrische servo afkantpers kan ongeveer 80% energie besparen in vergelijking met een hydraulische afkantpers.
De zuiver elektrische servopersrem gebruikt geen hydraulische olie, waardoor er geen olie vervangen hoeft te worden en er geen onderdelen vervangen hoeven te worden. Hierdoor is er geen gedoe met het vervangen van olie.
Bovendien zijn er geen hydraulische olie lekken tijdens het demontageproces of in het hydraulische systeem tijdens normaal gebruik, waardoor er geen afvaloliebehandeling en verontreinigingscontrole nodig is.
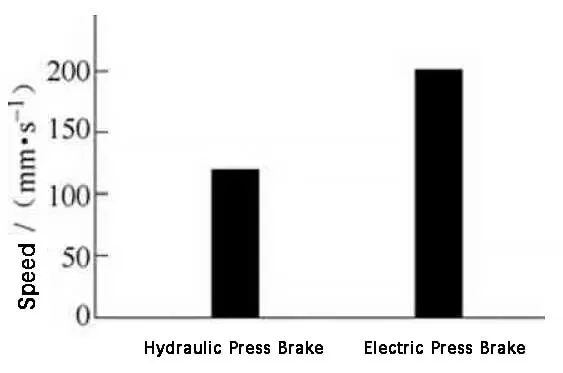
De reactiesnelheid van de servomotor is sneller dan die van de hydraulische servo.
Het nemen van de 100t zuiver elektrische servopers remmachine De terugloopsnelheid van de ram en de snelle neerwaartse snelheid zijn bijvoorbeeld 200 mm/s, en de werksnelheid is 0-20 mm/s;
De meeste hydraulische afkantpersen met hetzelfde tonnage hebben een ramretour en snelle daalsnelheid van minder dan 120 mm/s, en een werksnelheid van 10 mm/s.
De hydraulische servopersrem moet worden gestart om voor te verwarmen of gestopt om warmte af te voeren vanwege de invloed van de omgeving en de verwarming van het hydraulische systeem;
Als er eenmaal een fout in de hydraulisch systeemDe technische vereisten voor probleemoplossing zijn hoog en de tijd is lang.
De zuiver elektrische servopersmachine heeft weinig onderdelen en een laag storingspercentage, waardoor deze problemen fundamenteel worden geëlimineerd.
Daarom is de verwerkingsefficiëntie van een zuiver elektrische servopers bijna twee keer zo hoog als die van een hydraulische afkantpers met dezelfde tonnage.

Een zuiver elektrische servopers heeft een instelbare buigsnelheid, die kan worden ingesteld op een meer geschikte snelheid voor verschillende diktes, materialen en buiglengtes, waardoor de buignauwkeurigheid wordt verbeterd en een hoge productiviteit wordt gegarandeerd.
De doorbuigingscompensatie-as van de zuiver elektrische servopersrem maakt gebruik van een VILA-structuurcompensatiesysteem, wat resulteert in een hogere doorbuigingscompensatie. buignauwkeurigheid.
De buighoek fout van een hydraulische afkantpers ligt binnen ±1 graad, terwijl de hoofdaandrijving van een servopers wordt aangedreven door een servomotor via een kogelomloopspil, wat resulteert in een hogere transmissienauwkeurigheid.
Door de buighoeken van platen van verschillende afmetingen te meten, kan de buighoekfout binnen ±0,5 graad worden gehouden.
De hydraulische olie van een hydraulische kantpers moet regelmatig worden vervangen en de pomp, klep en afdichtingsonderdelen zijn gevoelig voor defecten en schade.
Het hydraulische systeem is ook gevoelig voor vervuiling en het vinden en verhelpen van storingen kan moeilijk zijn. Als het hydraulische systeem eenmaal vervuild is, kan het reinigen van het systeem een uitdaging zijn en leiden tot milieuvervuiling.
De transmissiesysteem van een puur elektrische servopersrem is eenvoudig en heeft bijna geen onderhoudskosten, behalve regelmatig smeren.
Het ontwerp en de productie van een zuiver elektrische servopersafkantpers is gericht op een hoge buigprecisie, een hoge bedrijfsefficiëntie en een hoge betrouwbaarheid.
Er wordt een eindige-elementenanalyse uitgevoerd op het bed en de glijbaan, en de prestaties van deze onderdelen worden geoptimaliseerd en versterkt.
Op basis van de analyse van energieverbruik, milieubescherming, verwerkingsefficiëntie, verwerkingsnauwkeurigheid en kosten van zuiver elektrische servopersen en hydraulische persen, worden de conclusies getoond in de bijgevoegde tabel.
Vergelijkingstabel van hydraulische afkantpers en zuiver elektrische servopers
| Vergelijkingscategorie | Hydraulische afkantpers | Zuiver elektrische servopers |
| Energieverbruik (gebaseerd op een afkantpers van 100 ton en een werkdag van 8 uur) | Stroomverbruik: ongeveer 60kWh/d | Stroomverbruik: ongeveer 12kWh/d |
| Bescherming van het milieu | Mogelijkheid van besmetting | Geen mogelijkheid tot vervuiling |
| Verwerkingsefficiëntie (gebaseerd op een afkantpers van 100 ton) | De retoursnelheid en de snelle neerwaartse snelheid van de ram zijn lager dan 120 mm/s, en de opwaartse snelheid is 10 mm/s. | De retoursnelheid en de snelle neerwaartse snelheid van de ram zijn maar liefst 200 mm/s, en de werksnelheid varieert van 0 tot 120 mm/s. |
| Buignauwkeurigheid | Buigingshoekfout is binnen ± 1 ° | Buigingshoekfout is binnen ± 0,5 ° |
| Kosten | Iets lager | Iets hoger |
De verbetering in buigefficiëntie van een volledig elektrische servopersrem komt voornamelijk tot uiting in de volgende aspecten:
Ten eerste is de verplaatsingssnelheid van een volledig elektrische servopers over het algemeen hoger dan die van een elektrohydraulische servopers.
Ten tweede is de werksnelheid van een volledig elektrische servopers meer dan twee keer zo hoog als die van een elektrohydraulische servopers.
Ten derde zijn de versnellings- en vertragingsmogelijkheden van een volledig elektrische servopersrem veel beter dan die van een elektrohydraulische servopersrem, waardoor tijd wordt bespaard tijdens snelheidswisselingen.
Vergelijkende analyse van buigefficiëntie tussen volledig elektrische servopers en elektrohydraulische servopers
Verwerkingsomstandigheden: Snelle neerwaartse slag van 80 mm, werkslag van 10 mm en snelle opwaartse retourslag van 90 mm.
| Universele elektrohydraulische servopersrem | Elektrohydraulische servopersrem met hoge snelheid | Universele volledig elektrische servopersrem | Snelle volledig elektrische servopers | |
| Y-as voorwaartse snelheid (mm/s) | 100-120 | 150-160 | 100-130 | 200 |
| Werksnelheid Y-as (mm/s) | 10 | 10 | 20 | 20 |
| Bewegingstijd (s) | Ongeveer 4 | Ongeveer 3,5 | Ongeveer 2,8 | Ongeveer 2,2 |
| Tijd tot materiaalwissel (s) | 0.8 | 0.8 | 0.8 | 0.8 |
| Enkele buigtijd (s) | 4.8 | 4.3 | 3.6 | 3 |
| Aantal buigcycli per dag | 7500 | 8372 | 10000 | 12000 |
| Efficiëntieverbetering ten opzichte van conventionele elektrohydraulische servopersen. | 100% | 112% | 133% | 160% |
| Toename in dagelijkse buigcycli ten opzichte van conventionele elektrohydraulische servopersen. | 0 | 872 | 2500 | 4500 |
Aantal buigcycli per dag: Uitgaande van een totale werktijd van 10 uur per dag, of 36.000 seconden.
De oliecilinder, pompklep en afdichtingen van traditionele hydraulische servobuigmachines zijn gevoelig voor defecten en schade. Het opsporen van storingen vereist hoge technische vaardigheden en neemt veel tijd in beslag. Bovendien is het hydraulische systeem gemakkelijk vervuild, en als het eenmaal vervuild is, is het moeilijk schoon te maken en kan het milieuvervuiling veroorzaken.
Zoals te zien is in Figuur 1, heeft de volledig elektrische servopersrem een eenvoudig transmissiesysteem, waardoor componenten zoals cilinders, pompkleppen, afdichtingen en olieleidingen overbodig zijn. Dit resulteert in een zeer laag storingspercentage en vrijwel geen onderhoudskosten, omdat alleen periodieke smering nodig is. Het garandeert een hoge buigprecisie, een hoge operationele efficiëntie en een hoge betrouwbaarheid. Een prestatievergelijking tussen de volledig elektrische servopers met dezelfde tonnage en de hydraulische servopers met dezelfde tonnage wordt getoond in Tabel 1.

Tabel 1 Prestatievergelijking tussen de volledig elektrische servopers en hydraulische servopers met hetzelfde tonnage
| Item | 35 ton 1,3 meter | 100 ton 3,1 meter | ||
| Volledig elektrische servopers | Hydraulische servopers | Volledig elektrische servopers | Hydraulische servopers | |
| Stationair toerental/(mm/s) | 200 | 160 | 180 | 160 |
| Werksnelheid/(mm/s) | 50 | 10 | 50 | 10 |
| Returnsnelheid/(mm/s) | 200 | 140 | 180 | 130 |
| Positioneringsnauwkeurigheid Y-as/mm | ±0.01 | ±0.03 | ±0.01 | ±0.03 |
| Stroomverbruik/(kW-h) | 0.9 | 2.2 | 1.5 | 7 |
De reactiesnelheid van de servomotor van de volledig elektrische servopersrem is sneller dan die van de hydraulische servo. De 100 ton wegende 3,1 meter volledig elektrische servopers heeft bijvoorbeeld een schuifretour en snelle daalsnelheid tot 140 mm/s, en een werksnelheid van 0-50 mm/s. Daarentegen hebben de meeste hydraulische servopersen van hetzelfde tonnage een schuifterugloop en snelle daalsnelheid van minder dan 120mm/s, en een werksnelheid van slechts 10mm/s. Hydraulische servopersen zijn gevoelig voor storingen als gevolg van omgevingsfactoren en de verwarming van het hydraulische systeem, waardoor voorverwarming of koeling nodig is, terwijl de volledig elektrische servopersen minder componenten hebben en een zeer laag storingspercentage, waardoor deze problemen fundamenteel worden vermeden.
De verwerkingsefficiëntie van de volledig elektrische servopers is bijna twee keer zo hoog als die van de hydraulische servopers met hetzelfde tonnage. De 100 ton 3,1-meter afkantpers kan bijvoorbeeld tot 34 keer per minuut buigen (met een openingshoogte van 10 mm) en minstens 29 keer per minuut buigen (met een openingshoogte van 140 mm), waardoor de productie-efficiëntie aanzienlijk wordt verbeterd. Voor een snelle neerwaartse slag van 140mm kan de volledig elektrische servopers 29 keer per minuut buigen, terwijl de hydraulische servopers slechts 12 keer per minuut kan buigen. Voor een snelle neerwaartse slag van 10 mm kan de volledig elektrische servopers 34 keer per minuut buigen, terwijl de hydraulische servopers 21 keer per minuut kan buigen.
De volledig elektrische servopersrem gebruikt een servomotor om de schroefstang direct aan te drijven, een magnetische schaal toe te voegen en een volledig gesloten regelkring met het systeem te vormen, waardoor de transmissienauwkeurigheid wordt verbeterd met een positioneringsnauwkeurigheid van ±0,01mm. De hydraulische servopersrem daarentegen gebruikt een motor om de oliepomp aan te drijven, die olie naar de proportionele klep voert en de proportionele klep regelt het olievolume voor de werking, wat resulteert in een lagere nauwkeurigheid met een positioneringsnauwkeurigheid van over het algemeen ±0,03mm.
Een van de voordelen van de volledig elektrische servoaandrijftechnologie is dat het ingangsvermogen van de motor evenredig is met het vermogen van de belasting. De motor draait niet in stand-by, waardoor er bijna geen elektrische energie wordt verbruikt, en het geluid tijdens het gebruik is veel lager dan dat van hydraulische servopersen. De servopers van 100 ton van 3,1 meter verbruikt bijvoorbeeld 1,5 kWh, terwijl de hydraulische servopers 7 kWh verbruikt.
De efficiëntie van de mechanische hoofdtransmissie van de volledig elektrische servopersrem is meer dan 95%, terwijl de efficiëntie van de hydraulische transmissie van de hydraulische servopersrem minder dan 80% is, en de efficiëntie neemt verder af naarmate de componenten van het hydraulische systeem verouderen en slijten. De 100-tons 3,1-meter afkantpers verbruikt bijvoorbeeld ongeveer 12 kW-h/d voor de hoofdmachine wanneer deze 8 uur per dag werkt, terwijl het hydraulische systeem van de hydraulische servopers ongeveer 56 kW-h/d verbruikt, waardoor ongeveer 80% energie wordt bespaard met de volledig elektrische servopers.
De volledig elektrische servopersrem maakt geen gebruik van hydraulische olie (wat gemiddeld ongeveer 5000 yuan per jaar bespaart), waardoor het gedoe van het vervangen van hydraulische olie en hydraulische componenten wordt vermeden, evenals de problemen van lekkende hydraulische olie en de afvoer en vervuiling van afvalolie.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.










