FANUC CNC draaibank opdrachten (G/M code): Een complete gids
In deze blogpost deelt een ervaren werktuigbouwkundig ingenieur insidertips en technieken om Fanuc CNC-draaibankcommando's onder de knie te krijgen. Ontdek hoe u uw CNC programmeervaardigheden kunt optimaliseren, de productiviteit kunt verhogen en uw bewerkingsprojecten naar een hoger niveau kunt tillen.
De waarden van X (U) en Z (W) vertegenwoordigen de coördinaten van het hypothetische snijpunt tussen aangrenzende lijnen AD en DE binnen het coördinatensysteem van het werkstuk, waarbij X en Z absolute coördinaatwaarden zijn en U en W incrementele coördinaatwaarden. De waarde C geeft de afstand ten opzichte van het startpunt van de afschuining aan. De waarde R geeft de straal van de afrondingsboog aan.
G02: Booginterpolatie met de klok mee
G02X__Z__R__F__ G02X__Z__ I__K__ F__
R vertegenwoordigt de straal van de boog. Wanneer de centrale hoek van de boog tussen 0° en 180° ligt, neemt R een positieve waarde aan; voor een centrale hoek tussen 180° en 360° neemt R een negatieve waarde aan. I en K geven de incrementele coördinaten aan van het middelpunt van de boog ten opzichte van de X- en Z-as vanaf het beginpunt van de boog, dat wil zeggen dat de coördinaten van het middelpunt de coördinaten van het beginpunt aftrekken (I wordt voorgesteld door de radiuswaarde). Als I en K nul zijn, kunnen ze weggelaten worden.
G03: Booginterpolatie linksom
G03 X__Z__R__F__ G03X__Z__ I__K__ F__
Identiek aan G02.
G04: Pauze
G04 X1.5; of G04 P1500; P zonder decimaalteken.
G07.1 (G107): Cilindrische interpolatie
G07.1IPr (Ingangsdatum); G07.1IP0 (Annulering);
G10▲: Programmeerbare data-ingang
G10 P __X__ Z__R__ Q__
G11: Annulering van programmeerbare gegevensinvoer
G12.1 (G112): Polar Coordinate Instructie
G13.1▲: Annulering van poolcoördinaten
G17: selectie van XY-vlak
G18▲: Selectie van XZ-vlak
G19: selectie van YZ-vlak
G20: Inch-ingang
G21: Millimeteringang
G22: Opgeslagen slagdetectie inschakelen
G23: Opgeslagen slagdetectie uitschakelen
G27: Controle terugkeer referentiepunt
G27 X (U) Z (W)
Met de G00-functie wordt gecontroleerd of het gereedschap terugkeert naar de opgegeven X- en Z-coördinaten zoals aangegeven in het programma. Als de terugloop nauwkeurig is, gaat het indicatielampje branden. Afwijkingen resulteren echter in systeemalarmen op de machine.
G28: Automatisch terugkeren naar referentiepunt
G28 X(U) Z(W); X en Z zijn de punten die worden doorgegeven tijdens het retourproces.
G29: Terugkeren naar het referentiepunt
G29 X (U) Z (W)
Vanaf het referentiepunt, door het middelpunt naar de opgegeven X- en Z-posities, is het middelpunt het punt dat wordt aangeduid door G28, vandaar dat dit commando alleen kan verschijnen na G28.
G30: terugkeren naar het instelpunt
G30 P2/P3/P4 X Z
P2, P3, P4 vertegenwoordigen respectievelijk het 2e, 3e en 4e referentiepunt, terwijl X en Z de tussenliggende punten zijn.
Betekenis: Het gereedschap gaat door de tussenpunten om de posities van het 2e, 3e en 4e referentiepunt te bereiken.
G31: Springfunctie
G32: Gelijke schroefdraad
G32X(U)_Z(W)_F_Q_
G32 Z(W) F; (Cilindrische draad)
G32 X(U) F; (eindschroefdraad)
G32 X(U) Z(W) F; (Conische draad)
Opmerking:
1. Bij het programmeren moeten de segmenten voor insnijden en uitsnijden worden opgenomen in het draadsnijprogramma.
2. Voor de bewerking van conische draad wordt de schroefdraaduitsprong in de Z-asrichting gespecificeerd als de hoek α kleiner is dan of gelijk is aan 45 graden; als de hoek α groter is dan 45 graden en kleiner dan of gelijk aan 90 graden, wordt de schroefdraaduitsprong in de X-asrichting gespecificeerd.
3. Q geeft de beginhoek van de schroefdraad weer, zonder decimaalteken, en de eenheid is 0,001°.
G34: Draad met variabele spoed
G34 X(U) Z(W) F K ; (Conische draad)
K vertegenwoordigt de toename (positieve waarde) of afname (negatieve waarde) van de toonhoogte per omwenteling, de rest is hetzelfde als G32.
G41: linker verschuiving voor gereedschapspuntradius
G41(G42)G01(G00) X Z F G40 G01(G00) X Z F
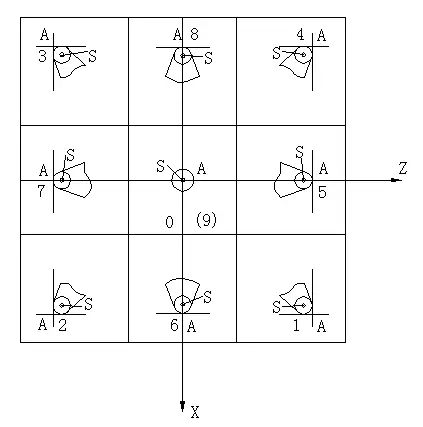
Voor de voorste gereedschapshouder is de buitencirkel G42 met positienummer 3 en de booropening G41 met positienummer 2. De volgende afbeelding toont het positienummer voor de voorste gereedschapshouder, waarbij de posities 2 en 3, en 1 en 4 omgekeerd zijn voor de achterste gereedschapshouder, terwijl de rest hetzelfde blijft.
G42: verschuiving rechts voor gereedschapspuntradius
G50: Coördinatensysteeminstelling of maximumsnelheid
G50 X Z of G50 S
G50.3: voorinstelling coördinatensysteem werkstuk
G50.2: Polygoon draaiannulering
G51: polygoon draaien
G52: Lokaal coördinatenstelsel
G52 X20 Z20: de XZ-waarden vertegenwoordigen de positie van de oorsprong van het lokale coördinatensysteem binnen het originele coördinatensysteem van het werkstuk.
Als G52 X0 Z0: dit annuleert het lokale coördinatensysteem en herstelt de oorsprong van het originele coördinatensysteem.
G53: Selectie van coördinatensysteem van bewerkingsmachine
Deselecteer het coördinatensysteem van het werkstuk en kies het coördinatensysteem van de machine.
(G90) G53 X_ Y_ Z_: deze is geldig in de absolute opdracht (G90), maar ongeldig in de incrementele opdracht (G91).
Opmerking:
(1) De gereedschapsdiameteroffset, gereedschapslengteoffset en gereedschapspositieoffset moeten worden geannuleerd voordat de G53-functie wordt toegewezen. Anders verplaatst de machine zich volgens de toegewezen offsetwaarden.
(2) Voordat u de G53-opdracht uitvoert, handmatig of met de G28-opdracht, moet u de gereedschapsmachine terugzetten naar de oorsprong. Het coördinatensysteem van de gereedschapsmachine moet namelijk worden ingesteld voordat de opdracht G53 wordt uitgevoerd.
G54▲: Selectie van werkstukcoördinatensysteem 1
G54; Standaard ingeschakeld.
G55-59: Selectie van werkstukcoördinatensystemen 2-6
G65: Niet-modale oproep van macroprogramma
Klasse A gebruikt het FANUC 0TD systeem, terwijl klasse B het FANUC 0I systeem gebruikt.
Lokale variabelen zijn #1-#33, gedeelde variabelen zijn #100-#149, #500-#549 en systeemvariabelen zijn #1000 en hoger.
Macroprogramma's eindigen met M99 en kunnen aangeroepen worden met M98 of "G65 P(programmanummer)L(aantal)".
Het formaat voor programma's van klasse A is: G65 H(a)P(b)Q(c)R(d), waarbij a de H-code is, b de resultaatvariabele en c, d twee bewerkingsvariabelen.
Opdracht voor macroprogramma van klasse B.
Opdracht
#i=#j
Functie vloer
#i=FUP[#j]
Toevoeging
#i=#j+#k
Natuurlijk logaritme
#i=LN[#j]
Aftrekken
#i=#j-#k
Exponentiële functie
#i=EXP[#j]
Vermenigvuldiging
#i=#j*#k
Of
#iOR#j
Divisie
#i=#j/#k
Exclusief of
#iXOR#j
Sinus
#i=SIN[#j]
En
#iAND#j
Inverse sinus
#i=ASIN[#j]
BCD naar BIN conversie
#i=BIN[#j]
Cosinus
#i=CON[#j]
BIN naar BCD conversie
#i=BCD[#j]
Inverse cosinus
#i=ACON[#j]
Gelijk aan
EQ
Raaklijn
#i=TAN[#j]
Niet gelijk aan
NE
Inverse tangens
#i=ATAN[#j]/[#k]
Groter dan
GT
Vierkantswortel
#i=SQRT[#j]
Groter dan of gelijk aan
GE
Absolute waarde
#i=ABS[#j]
Minder dan
LT
Afronding
#i=ROUND[#j]
Minder dan of gelijk aan
LE
Plafond
#i=FIX[#j]
Besturingsopdracht: GOTO n - Onvoorwaardelijke sprong
IF [voorwaardelijke expressie] GOTO n - Voorwaardelijke sprong-instructie
WHILE [uitdrukking voorwaarde] DO m (m=1, 2, 3...) - Lusopdracht
...
EINDE m;
G66: Modale aanroeping macroprogramma
G67: Macroprogramma modale aanroep annuleren
G70: inwendige en uitwendige cilindrische fijndraaisamenstelling met vaste cyclus
Programmeerformaat: G70 P(ns) Q(nf)
Waar:
ns staat voor het startprogrammasegmentnummer van het precisiebewerkingsproces;
nf geeft het eindprogrammasegmentnummer van het precisiebewerkingsproces aan;
Opmerkingen:
(1) De G70-commando's kunnen niet onafhankelijk worden gebruikt; ze moeten worden gecombineerd met de G71-, G72- en G73-commando's om de vaste cyclus voor precisiebewerking te voltooien, d.w.z. nadat het werkstuk ruw is bewerkt met de G71-, G72- en G73-commando's, wordt G70 gebruikt om de vaste cyclus voor precisiebewerking te specificeren, waarbij de overmaat van de voorbewerking wordt verwijderd.
(2) In dit geval zijn de F, S, T-commando's in de G71, G72, G73 programmasegmenten ongeldig; alleen de F, S, T in de ns~nf programmasegmenten zijn effectief. Als de F, S, T-commando's niet in de ns~nf-programmasegmenten zijn gespecificeerd, zijn de F, S, T van de ruwe draaicyclus van kracht.
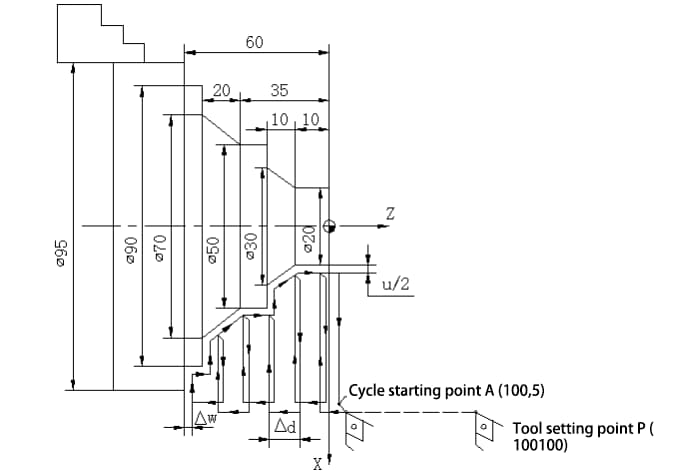
G71: Inwendige en uitwendige cilindrische fijndraaisamenstelling met vaste cyclus
Programmeerformaat: G71U (△d) R(e);
G71 P(ns) Q(nf) U (△u) W(△w) F S T ;
Waar:
ns: Verwijst naar het startprogrammanummer van het precisiebewerkingssegment;
nf: Verwijst naar het eindprogrammanummer van het precisiebewerkingssegment;
△u: Geeft de overmaat aan voor precisiebewerking in radiale richting (X-asrichting) (diameterwaarde);
△w: Geeft de overmaat aan voor precisiebewerking in axiale richting (richting Z-as);
△d: Vertegenwoordigt de snedediepte per tijd (radiuswaarde);
e is de radiale terugtrekkracht tijdens het terugtrekken van het gereedschap
F: staat voor de voedingssnelheid tijdens voorbewerken; S: staat voor het spiltoerental tijdens voorbewerken;
T: staat voor het gereedschapsnummer dat gebruikt wordt tijdens de voorbewerking.Opmerkingen:
(1) Wanneer de bovenstaande instructie wordt gebruikt voor het bewerken van de binnencontour van het werkstuk, moet △u een negatieve waarde zijn.
(2) Als G71 wordt gebruikt voor voorbewerken, zijn alleen de F-, S- en T-functies in het G71-programmasegment effectief. De F-, S- en T-functies in het ns~nf-programmasegment werken niet voor de voorbewerkingscyclus, zelfs niet als ze zijn opgegeven. Er kan gereedschapscompensatie worden uitgevoerd en de gereedschapsradiuscompensatie kan vóór G70 worden geprogrammeerd, meestal opgenomen in de beweging die het startpunt nadert. Bijvoorbeeld: G42G00X55Z2; G70P10Q20; G40G00X100Z50;
(3) Deze instructie is van toepassing als de Z-coördinaat monotoon toe- of afneemt en de X-coördinaat ook monotoon verandert. Het Ns-programmasegment moet vooruitgaan langs de X-as en er mogen geen Z-waarden verschijnen.
G72: Kopieerdraaien Samengesteld draaien met vaste cyclus
Programmeerformaat: G72W (△d) R(e);
G72 P(ns) Q(nf) U (△u) W(△w) F S T ;
2. d: Terugsnijhoeveelheid in Z-richting, zonder teken; andere parameters zijn hetzelfde als G71. Het Ns-programmasegment moet in de Z-richting aanvoeren en kan geen X-waarde bevatten. Wanneer de bovenstaande opdracht wordt gebruikt voor inwendige contourbewerking van het werkstuk, moet △u een negatieve waarde zijn.
Voorbeeld: Zoals in de afbeelding te zien is, is de programmalijst:
O4534;
N10 G50 X100,0 Z100,0;
N20 M03 S1000;
N30 G00 X100,0 Z5,0 M08;
N35 G72W3R0,5
N40 G72 P50 Q120 U0,5 W0,2 D3,0 F300;
N50 G00 Z-60.0;
N60 G01 Z-55,0 F200;
N70 X70.0;
N80 X50,0 Z-35,0;
N90 W15,0;
N100 X30;
N110 X20,0 W10,0;
N120 Z5.0;
N130 G00 X100,0 Z100,0 M09;
N140 M05;
N150 M30;
G73: Contourduplicatiecyclus
Programmeerformaat: G73 U(△i) W(△k) R (d);
G73 P(ns) Q(nf) U (△u) W(△w) F S T ;
d: Vertegenwoordigt het aantal cycli bij ruwdraaien (laagtelling);
△i: Tijdens het ruwdraaien, de totale te verwijderen speling in de X-as richting (terugtrekhoeveelheid gereedschap) en richting, radiuswaarde. Dat is: de onbewerkte maat min de kleinste werkstukmaat gedeeld door 2. Het gat is een negatieve waarde.
△k: Tijdens het ruwdraaien is de totale toeslag die moet worden verwijderd in de Z-asrichting (hoeveelheid gereedschap die moet worden teruggetrokken) en richting; △k is over het algemeen nul. De rest is hetzelfde als bij de opdracht G71.
m - Het aantal precisiebewerkingsherhalingen, kan tussen 1 en 99 liggen, dit is een modale waarde.
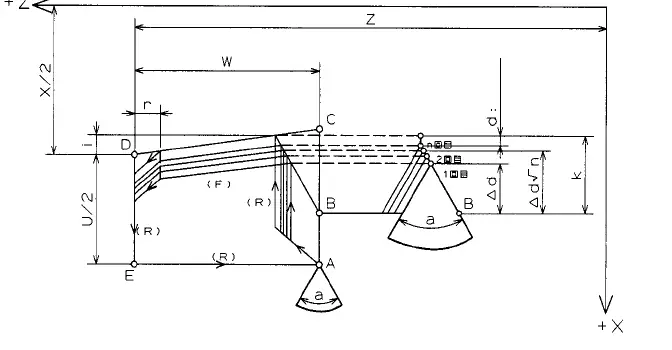
r - Afschuiningshoeveelheid aan het einde van de schroefdraad (de afstand van de schuine terugtrekking van het gereedschap in de Z-richting), deze is 0,0 tot 9,9 keer de schroefdraadsteek, eenheid is 0,1S, weergegeven door twee cijfers van 00-99.
α - Schroefdraadtiphoek (schroefdraadtandhoek), u kunt een van de volgende zes opties kiezen: 80°, 60°, 55°, 30°, 29° en 0°, bepaald door twee cijfers. Dit is een modale waarde.
△d min - Minimale terugloop van het gereedschap tijdens het snijden, gespecificeerd als een radiuswaarde, in micrometers, zonder decimaal.
d - toeslag voor precisiebewerking, weergegeven als een modale waarde met een decimale radiuswaarde, in millimeters.
i - Het verschil in radius tussen het begin- en eindpunt van de schroefdraad. Als i nul is, geeft dit standaard recht draadsnijden aan.
k - Diepte van de schroefdraad. Voor buitenschroefdraad wordt k berekend als 649,5P, voor binnenschroefdraad wordt k berekend als 541,3P, gespecificeerd als een radiuswaarde in micrometers, zonder decimalen.
△d - De eerste snijdiepte, gespecificeerd als een radiuswaarde, in micrometers, zonder decimalen.
X, Z - Bij programmering met absolute waarde vertegenwoordigen ze de coördinaten van het draadeindpunt onder het coördinatensysteem van het werkstuk. Bij incrementele programmering vertegenwoordigen ze de incrementele coördinaatwaarden van het draadeindpunt ten opzichte van het startpunt van de cyclus, weergegeven door U en W.
R geeft de helft van het verschil aan tussen de X-coördinaat bij het beginpunt en de X-coördinaat bij het eindpunt van de conische oppervlaktesnede. Het kan negatief zijn, waarbij negatief een regelmatige kegel aangeeft en positief een omgekeerde kegel. Zonder R is het cilindrisch snijden. Snijsnelheid: G00 - G01 - G01 - G00.
G92: draadsnijcyclus
G92 X(U) Z(W) F R;
R = (X beginpunt - X eindpunt) / 2. R is niet-modaal en moet in elke zin worden opgenomen.
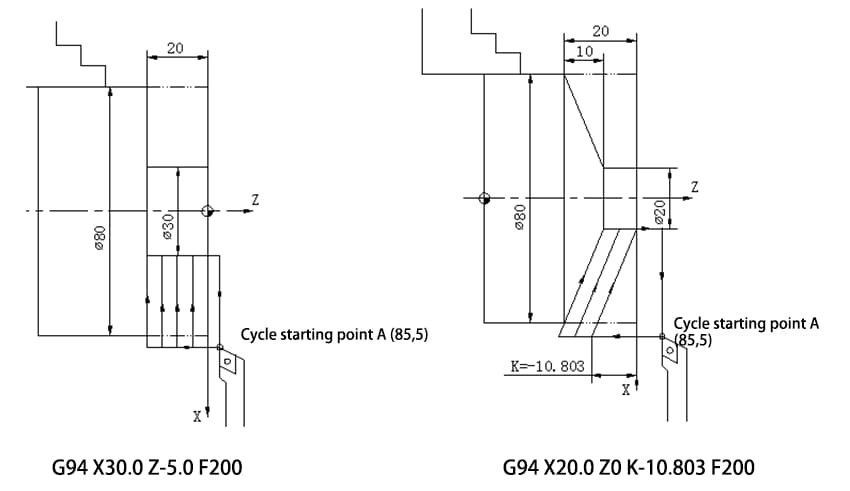
G94: Cyclus einde gezicht snijden
Opdrachtformaat: G94 X(U) Z(W) F;
Commando formaat conisch kopvlak snijden: G94 X(U) Z(W) K F
Hierbij vertegenwoordigen X en Z de absolute coördinaatwaarde van het eindpunt van het segment;
U, W vertegenwoordigen de incrementele coördinaatwaarde van het eindpunt van het segment ten opzichte van het startpunt van de cyclus; F vertegenwoordigt de voedingssnelheid. K vertegenwoordigt het verschil in Z-coördinaatwaarden tussen het begin- en eindpunt van het segment (meestal een negatieve waarde), d.w.z. K=Z beginpunt - Z eindpunt.
G96: Constante lineaire snelheid
M3S300; Initiële snelheid
G50S1000; Maximumsnelheid 1000
G96S100; spindelsnelheid 100m/min
…
G97▲: Annulering van constante lineaire snelheid, toerentalbeëindiging.
G97 S300; annulering van constante lineaire snelheid, snelheid is 300r/min
G98: Aanvoer per minuut
Eenheid: mm/min Voorbeeld: G98 G01 X20 F200
G99▲: Aanvoer per omwenteling
Eenheid: mm/omw. Voorbeeld: G99 G01 X20 F0.2;
M00: Alle acties stoppen.
M01: Programmaselectiestop
Moet indrukken: Selecteer stoptoets om deze effectief te laten zijn, gelijk aan M00;
De cursor keert terug naar het begin van het programma.
M98: Subroutine-aanroep
Programmeerformaat: M98 PxxxxL ;
of M98 Pxxxxxxxxxxxx ;
M99: Terug naar hoofdprogramma
Hierbij vertegenwoordigen de vier cijfers na het P-adres na het aanroepen het subroutinenummer, de oproep na het L-adres vertegenwoordigt de aanroeptijden. Als de aanroeptijd 1 is, kan deze worden weggelaten en zijn herhaalde aanroeptijden tot 999 toegestaan. Wanneer de acht cijfers volgen op het P-adres, vertegenwoordigen de eerste vier de oproeptijden en de laatste vier het subroutinenummer. Als de aanroeptijden 1 zijn, kunnen ze worden weggelaten.
Als M99 P100; staat voor terugkeren naar het N100-programmasegment van het hoofdprogramma, als de subroutine M99 L2 uitvoert, betekent dit dat de subroutine gedwongen wordt om twee keer uit te voeren, ongeacht hoe vaak het hoofdprogramma dit vraagt.
T××××: Gereedschapsopdracht
In T0101 staan de eerste twee cijfers voor het gereedschapsnummer, terwijl de laatste twee cijfers voor het gereedschapscompensatienummer staan.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd hoe rechte tandwielen met precisie worden gemaakt met behulp van moderne technologie? Dit artikel gaat in op het ingewikkelde proces van het bewerken van rechte tandwielen met een CNC-machine met vier assen. Het behandelt...
In dit artikel verkennen we de wereld van Japanse fabrikanten van bewerkingsmachines, de onbezongen helden achter veel industriële innovaties. Ontdek hun geavanceerde technologieën, beproefde expertise en belangrijke bijdragen aan verschillende...
Heb je je ooit afgevraagd wat de reuzen van de CNC machine-industrie zijn? In deze fascinerende blogpost nemen we een diepe duik in de wereld van CNC productie en verkennen we de...
In de snel evoluerende wereld van productie zijn CNC machines onmisbaar geworden. Maar hoe kies je de beste, met talloze fabrikanten die om aandacht strijden? Als ervaren werktuigbouwkundig ingenieur...
Ontdek de geheime taal die machines tot leven brengt! In deze boeiende blogpost duiken we in de fascinerende wereld van G-code en M-code, de essentiële programmeercommando's die...
Heb je je ooit afgevraagd hoe moderne fabrieken zo'n precisie en efficiëntie bereiken? Dit artikel verkent de fascinerende wereld van CNC-systemen (Computer Numerical Control) en laat zien hoe deze systemen een revolutie teweegbrengen in de productie. Ontdek de...
Heb je je ooit afgevraagd waarom je CNC machine steeds weer hapert? Van botsingen tot elektrische storingen, CNC machines hebben te maken met talloze operationele uitdagingen. Dit artikel onderzoekt de veelvoorkomende problemen en biedt praktische oplossingen...
Heb je je ooit afgevraagd hoe de machines worden gemaakt die onze wereld vormgeven? Dit artikel verkent de topfabrikanten van CNC-draaibanken en onthult de geheimen achter hun geavanceerde technologie en wereldwijde impact. Ontdek...
Stel je voor dat je CNC-bewerkingsmachine niet goed is uitgelijnd - slechts een kleine rekenfout kan tot kostbare fouten leiden. Dit artikel beschrijft essentiële methodes voor het nauwkeurig uitlijnen van CNC frees...