Heb je je ooit afgevraagd welke lasersnijtechnologie het beste is? Dit artikel duikt in de strijd tussen fiber lasers en CO2 lasers en onderzoekt hun sterke en zwakke punten en de factoren die de ene beter maken dan de andere. Aan het einde van de rit weet je welke lasersnijmachine het beste bij jouw behoeften past.
Het is pas de laatste jaren dat fiber lasersnijden technologie wordt nu op grote schaal gebruikt in de industrie.
Veel bedrijven hebben de voordelen van fiberlasers ingezien.
Met de ontwikkeling van snijtechnologie, vezel lasersnijden is een van de meest geavanceerde technologieën in de industrie geworden.
In 2014 overtroffen de fiberlasers de CO2 lasers die het grootste marktaandeel van laserbronnen innemen.
Plasmavlam en lasersnijden technieken zijn drie veelgebruikte thermische snijmethoden, terwijl lasersnijden de beste snijkwaliteit oplevert, vooral voor fijnsnijden en het maken van gaten. blanking met een diameter/dikteverhouding van minder dan 1:1.
Daarom is lasersnijtechnologie ook de eerste keuze voor fijnsnijden.
Fiber lasersnijden heeft veel aandacht getrokken in de industrie omdat het zowel snijsnelheid als kwaliteit biedt die haalbaar is door CO2 lasersnijdenterwijl de onderhouds- en bedrijfskosten aanzienlijk worden verlaagd.
Lasersnijmachine markt en trends
Momenteel zijn er 2 hoofdtypen lasersnijden machines voor het snijden van metalen platen in de plaatmetaal verwerkende industrie.
Een daarvan is een CO2 lasersnijmachine die ongeveer 25 jaar geleden is omgebouwd van een industriële laser, en de andere is een fiber lasersnijmachine die ongeveer 10 jaar geleden officieel werd omgebouwd van een industriële laser.
Uit het aantal lasersnijmachines dat de afgelopen jaren is verkocht op de Chinese markt voor plaatbewerkingsmachines blijkt dat de CO2 lasersnijmachines 40% en fiberlasersnijmachines 60%.
Hoewel in wezen 100% van de lasersnijders die in 2007 op de markt werden verkocht CO2 lasersnijders, weten we dat fiber lasersnijders de laatste jaren in een stroomversnelling zijn geraakt en steeds meer geaccepteerd worden door de markt en dat het aantal verkochte eenheden geleidelijk toeneemt.
Fiberlaser vs. CO2 laser
De huidige markttrend geeft de voorkeur aan fiber lasersnijders, maar zijn fiber lasersnijders echt de beste keuze?
Door de verschillende fysische eigenschappen van CO2 laser en vezellaser, de laserbewerkingsproces verschilt tussen de twee.
Natuurlijk hebben de twee eigenlijk hun eigen sterke en zwakke punten, en elk heeft voor- en nadelen, afhankelijk van het object dat verwerkt wordt.
Wavelengten
De CO2 laser is een gasbundel die wordt verkregen door excitatie van kooldioxidemoleculen en de golflengte is 10,6 µmterwijl de vezellaser een vaste laser verkregen door een kristallijne Yb (ytterbium)-verbinding als medium in een optische vezel te plaatsen en de kristallen te bestralen met een lichtstraal, en de golflengte is 1,08 µm.
De fysische eigenschappen van de verschillende golflengtes hebben een aanzienlijke invloed op de verwerkingseigenschappen van de twee.
Het oorspronkelijke concept van de fiberlaser werd herkend omdat het een laser was die zich door vezels kon voortplanten.
De reden dat het zich door de optische vezel kan voortplanten is precies vanwege de golflengte van 1,08 μm.
Lasertransmissie
Het voordeel van het gebruik van optische vezels voor voortplanting is de lange levensduur van de optische componenten en de hoge betrouwbaarheid en lage onderhoudsvereisten.
CO2 Lasersnijmachines zenden laserlicht van de oscillator naar het verwerkingspunt met behulp van een reflecterende lens, meestal in een optisch pad dat geïsoleerd is van de buitenlucht.
Hoewel de binnenkant van het optische pad gevuld is met lucht die vrij is van gewoon stof en vreemde voorwerpen, kan het oppervlak van de reflector zelfs na langdurig gebruik bedekt raken met vuil en moet het worden gereinigd.
Bovendien slijt de reflector zelf door de absorptie van kleine hoeveelheden laserenergie en moet deze worden vervangen.
Om de laser van de oscillator naar het verwerkingspunt te sturen, worden meerdere reflectoren gebruikt om de hoek van de laser aan te passen. laserreflectie.
Daarom vereist het onderhouden van een goede werking een zekere mate van technische vaardigheden en management.
Bij fiberlasersnijders wordt de laser echter via een enkele vezel van de oscillator naar het verwerkingspunt gestuurd. Deze vezel wordt gewoonlijk een lichtgeleidingsvezel genoemd.
Omdat er geen optische componenten zoals reflectoren nodig zijn en de laser wordt verzonden in een lichtgeleidende vezel die geïsoleerd is van de buitenlucht, is de laser vrijwel onzichtbaar.
Strikt genomen wordt de laser echter herhaaldelijk uitgezonden in de periferie van de optische vezel, waardoor de optische vezel zelf enigszins uitgeput raakt. Desondanks gaat deze enkele malen langer mee in vergelijking met de reflectoren die gebruikt worden in CO2 lasersnijders.
Als het transmissiepad boven de minimale kromming van de geleidende vezel ligt, kan het pad bovendien vrij worden bepaald, waardoor het eenvoudig aan te passen en te onderhouden is.
Laseropwekking
De twee verschillen ook in het proces van laseropwekking (constructie van de laseroscillator).
A CO2 laseroscillator genereert een laser door een gas gemengd met CO2 in de ontladingsruimte. Voor een goede werking van de resonantielengte die is afgeleid van de laser uitgangsvermogenIn de oscillator bevinden zich optische onderdelen die periodiek gereinigd en vervangen moeten worden.
Vezellaseroscillatoren daarentegen genereren de laser in de vezel en zijn geïsoleerd van de buitenlucht zonder optische componenten. Daarom is er weinig behoefte aan regelmatig onderhoud. De onderhoudscyclus voor reiniging is vastgesteld op ongeveer 4000 uur voor CO2 laseroscillatoren en ongeveer 20.000 uur voor fiber laseroscillatoren.
De bovengenoemde voordelen maken fiberlasersnijders duurzamer en eenvoudiger te onderhouden.
Stroomverbruik
Bovendien kunnen we ze vergelijken op het gebied van bedrijfskosten zoals stroomverbruik.
CO2 laseroscillatoren hebben een foto-elektrische omzettingssnelheid van ongeveer 10-15%, terwijl fiberlaseroscillatoren een omzettingssnelheid van ongeveer 35-40% hebben. Deze hoge foto-elektrische omzettingssnelheid van fiberlasersnijders resulteert in een lager stroomverbruik van koelapparatuur zoals koelers, omdat er minder elektrische energie wordt omgezet in warmteafvoer.
Hoewel de oscillator van een fiber lasersnijder vereist een nauwkeuriger beheer van de koeltemperatuur dan een CO2 oscillator, ongeveer 1/2 tot 2/3 van de koelcapaciteit van een CO2 laseroscillator is voldoende voor een fiberlasersnijder met hetzelfde laservermogen.
Daarom kan een fiberlasersnijmachine werken met ongeveer 1/3 van het energieverbruik van een CO2 lasersnijmachine. Hierdoor is het een zeer energiezuinige lasersnijmachine.
Verschillen in verwerkingseigenschappen
Snijsnelheid
Er is een significant verschil tussen CO2 lasers en fiber lasers in hun verwerking, voornamelijk door het verschil in hun respectievelijke golflengtes.
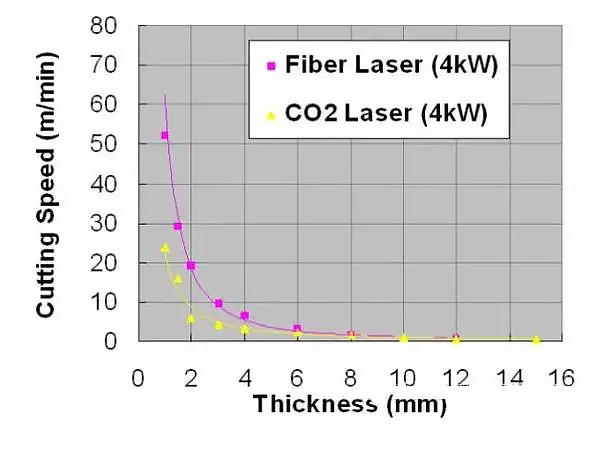
Vergelijking van de verwerkingssnelheid tussen CO2 lasersnijmachine en fiberlasersnijmachine bij het verwerken van roestvrij staal.
Beide lasers hebben een vermogen van 4kW.
Er kan worden vastgesteld dat de fiberlasersnijmachine 2 tot 3 keer de snijsnelheid van de CO2 lasersnijmachine op het gebied van plaatdikte van 4,0 mm of minder.
Waarom is er zo'n groot verschil in verwerkingssnelheid, zelfs met hetzelfde uitgangsvermogen?
Ten eerste kan het verschil worden toegeschreven aan de grote verschillen in de absorptiesnelheid van laserenergie in metalen materialen.
Door de verschillende fysische eigenschappen van materie verschilt de absorptie van lichtenergie bij verschillende golflengten van licht. Roestvrij staal heeft bijvoorbeeld een absorptiesnelheid van ongeveer 12% voor CO2 lasers, terwijl fiberlasers een absorptiesnelheid van ongeveer 35% hebben, wat ongeveer drie keer zo hoog is.
Deze hoge absorptiesnelheid resulteert in een zeer korte tijd voor de laser om lichtenergie om te zetten in warmte-energie en het smelten van de metaalmateriaal na bestraling, waardoor een zeer snel snijproces mogelijk is.
Als je kwartsglas wilt snijden met een lasersnijder, kun je een CO2 lasersnijder, maar geen fiber lasersnijder.
Dit komt doordat kwartsglas de golflengte van een CO2 laser, maar niet die van een vezellaser, die erin doordringt.
Bovendien heeft fiberlasersnijden bij het snijden van sterk reflecterende materialen zoals aluminium en koper een voordeel ten opzichte van CO2 lasersnijden vanwege het principe dat metalen materialen de golflengte van de fiberlaser beter absorberen.
Bij het vergelijken van de verwerkingssnelheid van roestvrijstalen materialenkan worden waargenomen dat de twee snelheden in essentie gelijk zijn voor plaatdiktes van meer dan 6,0 mm.
Snijtechnieken
Bij het snijden met een laser is het belangrijker om na te denken over hoe het gesmolten metaal efficiënt verwijderd kan worden dan hoe het metaal direct gesmolten kan worden.
Tijdens het lasersnijden wordt een hulpgas (meestal stikstof, zuurstof, enz.) in het bewerkingspunt geïnjecteerd terwijl de laser op het materiaal wordt gericht om optimale bewerkingsomstandigheden te verkrijgen.
Er worden verschillende hulpgassen gebruikt voor verschillende snijmaterialen. De primaire functie van het hulpgas is om het gesmolten metaal van onder het materiaal te isoleren.
Voor dikke platen is een hulpgas nodig om optimale snijcondities te bereiken door het gesmolten metaal te isoleren van onder het onderste deel van het materiaal, waardoor uiteindelijk de bewerkingssnelheid toeneemt.
In termen van verwerkingsgebied en snijkwaliteit is CO2 lasersnijmachines worden over het algemeen als superieur beschouwd.
Het is ongeveer 30 jaar geleden sinds de introductie van CO2 en hun eigenschappen zijn grondig bestudeerd, waardoor ze een breed scala aan materialen kunnen verwerken, van dunne tot dikke platen. Bovendien is de verwerkingstechnologie zo volwassen geworden dat ze een bepaalde verwerkingskwaliteit kan garanderen.
We hebben niet alleen de verwerkingstechnologie ontwikkeld om verschillende vormen te snijden, maar ook om een bepaalde ruwheid van het snijoppervlak te garanderen.
De kwaliteit van het snijden met fiber lasersnijmachines nog steeds enkele uitdagingen. In het bijzonder voor producten die verwerkt worden met fiberlasersnijmachines en een plaatdikte van meer dan 3,0 mm, zullen er enkele kleine deeltjes aan de onderkant van het snijoppervlak vastzitten die moeilijk te verwijderen zijn, bekend als uitschot. Het snijoppervlak is ook ruwer in vergelijking met dat van CO2 lasersnijmachines. Dit fenomeen wordt veroorzaakt door de hoge absorptie-eigenschappen van metaalachtige materialen.
Tijdens laserbewerking reflecteert de laser op het oppervlak van het materiaal, waarna het metaal smelt en wegvalt. Wanneer een fiberlaser reflecteert op een metaaloppervlak met hoge absorptiesnelheden, treedt terugabsorptie op, waardoor het metaal op het snijoppervlak smelt en er na het snijden een ruw snijvlak ontstaat.
Monster gesneden door CO2 lasersnijmachine (20mm roestvrij staal)
Verwerkingskwaliteit is een van de items die moeilijk te kwantificeren zijn, dus veel klanten besteden er niet veel aandacht aan bij het kiezen van een lasersnijder.
Het eerder genoemde probleem met uitschot heeft echter te maken met de verwerkingskwaliteit.
Met fiberlasersnijmachines kunnen de kosten zelfs bij hoge snelheden onder controle worden gehouden. Na het lasersnijprocesAls er een volgend proces is, zoals het verwijderen van uitschot, zijn de totale verwerkingskosten ongeveer gelijk aan die van een CO2 lasersnijmachine.
Daarom is het noodzakelijk om meer aandacht te besteden aan de verwerkingskwaliteit van de lasersnijder.
Kinematica van lasersnijmachines
Hoewel ik de concepten van fiberlasers en CO2 lasers om een vergelijking te maken, is het dan voldoende om alleen hierop te vertrouwen bij het kiezen van een lasersnijder?
De vergelijking van glasvezel en CO2 verwijst naar de samenstellende oscillatoren van een lasersnijmachine. In het samenstellingsysteem van een lasersnijmachine zijn er ook X-, Y- en Z-aandrijfassen. De prestaties en controle van de beweging van deze aandrijfassen zijn ook belangrijke factoren.
Lasersnijmachines kunnen het volgende verwerken complexe vormenzoals vreemde gaten, wiggen en bobbels, naast ronde, vierkante en rechthoekige gaten.
Het maakt dus niet uit hoe snel de bewerkingssnelheid is, als de kinematische prestaties van de XY-aandrijfas, die de te bewerken vorm bepaalt, laag zijn, is het onmogelijk om de bewerkingssnelheid te verkorten. snijtijd.
Als de verwerkingssnelheid 40 m/min is met een fiberlasermachine en 20 m/min met een CO2 lasersnijmachine zal de verwerkingstijd van de fiberlasermachine niet noodzakelijk twee keer zo snel zijn als de CO2 lasersnijmachine en de verwerkingstijd van de CO2 lasersnijmachine zal niet noodzakelijk half zo snel zijn bij het bewerken van een bepaalde vorm, vooral als de bewerkingsvorm complex is en het aantal gaten hoog.
Om het verschil in verwerkingssnelheid duidelijk te laten zien, is het nodig om de kinematische prestaties van de aandrijfas te verbeteren, met name de versnellings- en vertragingscapaciteit tijdens het snijden.
Gecombineerde mogelijkheden van lasersnijmachines
Bij hoge acceleratie- en deceleratieprestaties is een sterk, zeer stijf frame nodig om de kinematische prestaties te weerstaan. Om de verwerkingsnauwkeurigheid van het product te behouden, is een interne structuur nodig die hoge bewegingen kan beheersen.
Het maximaliseren van de laserbewerkingscapaciteit van de oscillator vereist een verhoging van de totale capaciteit van de lasersnijmachine, inclusief de aandrijfas.
Omdat de componenten van een fiberlasersnijder relatief eenvoudig zijn, is het mogelijk om een fiberlasersnijder van een bepaalde kwaliteit te bouwen zonder gebruik te maken van laserverwerkingstechnologie bij het ontwerp en de productie van een lasersnijder.
Daarnaast zijn er veel componenten van een fiberlasersnijmachine beschikbaar op de markt en is de verwerkingscapaciteit van een snijmachine die gemaakt is door deze componenten te assembleren ook goed. Dit is een van de redenen waarom er een recente toename is van fabrikanten die fiberlasersnijmachines maken en verkopen.
CO2 lasersnijmachines vereisen veel bewerkingstechnieken, zoals lasertransmissie, zodat er gemakkelijk verschillen in eigenschappen en prestaties kunnen optreden tussen fabrikanten van lasersnijmachines.
Een echte fabrikant van lasersnijmachines moet beschikken over volwassen technologie en het vermogen om CO2 lasersnijmachines, evenals de verwerkingstechnologie die is geaccumuleerd uit de productie van CO2 lasersnijmachines die gebruikt kunnen worden voor het ontwerpen en produceren van fiber lasersnijmachines.
Hoewel bewerkingsnauwkeurigheid en -kwaliteit moeilijk numeriek uit te drukken zijn, is de beste keuze een lasersnijmachine die consistent een hoog niveau van nauwkeurigheid en kwaliteit kan handhaven, evenals hoge kinematische prestaties. Het is echter noodzakelijk om een rationele beslissing te nemen op basis van de bewerkingsmaterialen.
Als het te bewerken materiaal dun is, het productievolume hoog en je de verwerkingskosten onder controle wilt houden, is een fiberlasersnijder de beste keuze. Als echter in veel gevallen een dikte van meer dan 6,0 mm vereist is of als een bepaalde bewerkingskwaliteit vereist is, dan is een CO2 lasersnijmachine is meer geschikt.
Er zijn aparte nabewerkingen nodig en de totale verwerkingskosten zijn erg hoog als ze handmatig worden uitgevoerd. Bij het kiezen van een lasersnijmachine moet u niet alleen het laserproces, maar ook uw product en productie uitgebreid evalueren.
De Avoordelen van Fiber Laser Cutting
De technologie biedt zowel de snijsnelheid als de kwaliteit die met kooldioxidelasersnijden kan worden bereikt, terwijl de onderhouds- en bedrijfskosten aanzienlijk worden verlaagd.
Het belangrijkste voordeel van de fibersnijtechnologie is de energie-efficiëntie. Voor elke vermogenseenheid van een kooldioxidesnijsysteem is de werkelijke algemene benuttingsgraad ongeveer 8% tot 10%. Daarentegen kan de gebruiker een hogere energie-efficiëntie verwachten met het fiberlasersnijsysteem, dat ongeveer 25% tot 30% bedraagt.
Met andere woorden, het totale energieverbruik van het fibersnijsysteem is ongeveer 3 tot 5 keer lager dan dat van het koolzuursnijsysteem, wat resulteert in een verhoogde energie-efficiëntie van meer dan 86%.
Vezellasers hebben kenmerken met een korte golflengte die de absorptie van de bundel door de snijmateriaal en kan materialen snijden zoals messing, koper en niet-geleidende materialen. Een meer gefocuste bundel produceert een kleinere focus en een grotere brandpuntsdiepte, waardoor de optische vezellaser om snel dunne materialen te snijden en efficiënter materialen van gemiddelde dikte te snijden.
Bij het snijden van materialen tot 6 mm dikte is de snijsnelheid van een 1,5 kW fiberlasersnijsysteem gelijk aan die van een 3KW kooldioxidelasersnijsysteem. Aangezien de bedrijfskosten van fibersnijden lager zijn dan die van gewone kooldioxidesnijsystemen, kan dit worden gezien als een hogere output en lagere bedrijfskosten.
Er zijn ook onderhoudskwesties om rekening mee te houden. De CO2 lasersysteem vereist regelmatig onderhoud, inclusief onderhoud en kalibratie van de reflector en regelmatig onderhoud van de resonantieholte. De oplossing voor snijden met een fiberlaser vereist echter vrijwel geen onderhoud.
De CO2 lasersnijsysteem CO2 als lasergas en vanwege de zuiverheidsproblemen van CO2 gas kan de holte vervuild raken en regelmatig schoongemaakt moeten worden. Het kost minstens $20.000 per jaar voor een systeem van kilowatt kooldioxide. Bovendien zijn veel CO2 sneden vereisen snelle axiale turbines om lasergas te leveren, en turbines vereisen onderhoud en renovatie.
Vergeleken met CO2 snijsystemen zijn vezellaseroplossingen compacter en minder belastend voor het milieu, omdat ze minder koeling vereisen en aanzienlijk minder energie verbruiken. De eigenschappen van minder onderhoud en hogere efficiëntie maken optische vezellasersnijsystemen milieuvriendelijker, omdat ze minder kooldioxide uitstoten dan CO2 lasersnijsystemen.
Fiber lasers hebben een breed scala aan toepassingen, waaronder laser fiber communicatie, industriële scheepsbouw, autofabricage, plaatbewerkinglasergraveren, medische apparatuur en nog veel meer. Naarmate de technologie zich verder ontwikkelt, wordt het aantal toepassingen voor vezellasers steeds groter.
CO2 Laser vs Vezellaser: Welke is beter?
Vezellaser
Definitie van fiberlaser:
Een vezellaser is een type laser die zeldzame aarde-element-gedoteerde glasvezel als versterkingsmedium gebruikt. Vezellasers kunnen worden ontwikkeld op basis van vezelversterkers.
Principe van vezellaser:
Onder invloed van pomplicht kan een hoge vermogensdichtheid worden gevormd in de optische vezel, wat leidt tot "deeltjesaantalomkering" van het laserenergieniveau van het laserwerkmateriaal. Wanneer de positieve feedbacklus (die een resonator vormt) goed wordt toegevoegd, kan de laseroscillatie-output worden gegenereerd.
Toepassingen van fiberlaser:
Fiber lasers hebben een breed scala aan toepassingen, waaronder laser fiber communicatie, laser ruimte lange afstand communicatie, industriële scheepsbouw, autofabricage, lasergraveren, laser markeren, lasersnijden, drukrol, metaal en niet-metaal boren / snijden / lassen (hardsolderenHet is ook de pompbron van andere lasers.
Soorten vezellaser:
Vezellasers kunnen op vele manieren worden geclassificeerd, waarvan de meest gebruikelijke classificatie is op basis van werkmodus, bandbereik en diëlektrisch gedoteerde zeldzame aardelementen.
Vezellasers kunnen op verschillende manieren worden geclassificeerd:
Op werkmodus:
Continue vezellaser (gebruikt voor lasersnijden, lassen, bekleden)
Quasi-continue fiberlaser (gebruikt voor puntlassen, naadlassen, boren)
Gepulseerde vezellaser (gebruikt voor materiaalmicromachining, scalpel, microscoop, lasermeting)
Per bandbereik:
Midden-infrarood vezellaser (gebruikt voor medische laserbronnen en lasergeleiding)
Groene vezellaser (gebruikt voor medische beelddiagnose en holografische projectie)
Door gedoteerde zeldzame aardelementen:
Ytterbium-gedoopte vezellaser (gebruikt voor industriële verwerking, medische behandeling en nationale defensie)
Erbium-gedoopte vezellaser (gebruikt voor laser omgevingsmonitoring)
Tm-gedoopte vezellaser (gebruikt voor lasersnijden en laserhemostase)
Lasers worden meestal genoemd op basis van een of meer van deze categorieën.
Vezellasers hebben een breed scala aan toepassingen en verschillende onderverdelingen van lasers hebben verschillende kenmerken en geschikte toepassingsgebieden. Bijvoorbeeld:
De midden-infraroodband is veilig voor menselijke ogen en kan sterk worden geabsorbeerd in water, waardoor het een ideale medische laserbron is.
Erbium-gedoteerde vezel wordt veel gebruikt op het gebied van optische vezelcommunicatie vanwege de geschikte golflengte.
Groene laser is essentieel in entertainment en projectie vanwege de zichtbaarheid.
Een toepassingsdiagram van de laseronderverdelingsclassificatie die overeenkomt met relevante industrieën kan nuttig zijn voor het identificeren van geschikte toepassingen voor specifieke industrieën. soorten lasers.
CO2Laser
Een CO2 laser is een type moleculaire laser en is een van de meest voorkomende lasers met een hoog vermogen en continue golf (CW). Het belangrijkste materiaal zijn koolstofdioxidemoleculen.
De hoofdstructuur van een CO2 laser bestaat uit een laserbuis, een optische resonator, een voeding en een pomp. De belangrijkste eigenschap is een hoog uitgangsvermogen en continue werking, maar de structuur is complex en de laser is groot en moeilijk te onderhouden.
Het realiseren van deeltjesgetalinversie is de sleutel tot de luminescentie van een kooldioxidelaser.
De werkstoffen in een kooldioxidelaser zijn kooldioxide, stikstof en helium.
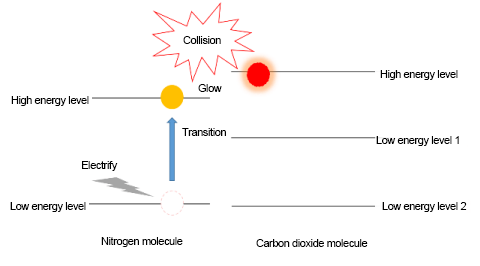
Nadat er gelijkstroom wordt geleverd, worden stikstofmoleculen in het gemengde gas geëxciteerd door elektronenimpact.
Wanneer de aangeslagen stikstofmoleculen botsen met koolstofdioxidemoleculen, dragen ze energie over aan de koolstofdioxidemoleculen.
Zo gaan de kooldioxidemoleculen over van een laag-energieniveau naar een hoog-energieniveau, waarbij een deeltjesaantalinversie ontstaat en een laser wordt uitgezonden.
Stikstofmoleculen botsen na excitatie met koolstofdioxidemoleculen, zodat koolstofdioxide apart geëxciteerd wordt.
② De aangeslagen koolstofdioxidemolecuul springt naar beneden en zendt een laser uit
Fiberlaser vs. CO2 Laser
Optische vezel en CO2 laser hebben hun eigen voordelen en verschillende lasers moeten worden geselecteerd op basis van verschillende behoeften.
Van de snijtechnologie die momenteel op grote schaal wordt gebruikt, zijn fiberlaser en CO2 laser hebben hun eigen voor- en nadelen met betrekking tot specifieke toepassingsvereisten.
Ze kunnen elkaar niet volledig vervangen, maar moeten elkaar aanvullen en naast elkaar bestaan.
Van het type verwerkingsmateriaal zijn fiberlasers vanwege het absorptie-effect niet geschikt voor het snijden van niet-metalen materialen, terwijl conventionele CO2 lasers zijn niet geschikt voor het snijden van materialen met een hoog reflectievermogen zoals koper en aluminium.
In termen van snijsnelheid, CO2 lasers hebben voordelen bij plaatdiktes > 6 mm, terwijl fiberlasers sneller platen snijden;
Voor het lasersnijden is penetratie van het werkstuk vereist en de perforatiesnelheid van CO2 is aanzienlijk sneller dan die van vezellaser;
Wat de kwaliteit van het snijgedeelte betreft, is CO2 laser is beter dan fiberlaser als geheel.
Vergelijking tussen fiberlaser en kooldioxidelaser
Sterk reflecterende materialen hebben een slecht aanpassingsvermogen
Snijsnelheid
Duidelijke voordelen onder 3 mm
>6 mm, CO2 is voordeliger
Penetratie efficiëntie
De snelheid is relatief laag
Hoe dikker, hoe duidelijker het voordeel
Sectie kwaliteit
Iets slechter
Betere ruwheid en verticaliteit
Vezellaser heeft een hogere lichtomzettingsefficiëntie en een lagere gebruik kosten.
Op basis van de berekening bedragen de kosten van het gebruik van fiberlaser 23,4 yuan per uur, terwijl de kosten van het gebruik van kooldioxydelaser 39,1 yuan per uur bedragen. De stroomkosten van vezellaser zijn 7 yuan per uur, de kosten voor waterkoeling zijn 8,4 yuan per uur en andere kosten zijn 8 yuan per uur. De stroomkosten van een kooldioxydelaser bedragen 21 yuan per uur, de waterkoelingskosten 12,6 yuan per uur en de overige kosten 5,5 yuan per uur.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Hoe snel kan een fiberlaser verschillende metalen snijden? Als je je ooit hebt afgevraagd hoe je snijsnelheden kunt optimaliseren voor materialen zoals koolstofstaal of aluminium, dan biedt dit artikel gedetailleerde snelheidstabellen...
Heb je je ooit afgevraagd hoe een krachtige laserstraal door metaal kan snijden als een heet mes door boter? In deze fascinerende blogpost verkennen we de innerlijke werking van...
Heb je je ooit afgevraagd hoe een laser door metaal kan snijden als een heet mes door boter? In dit fascinerende artikel onderzoeken we de wetenschap achter de fiberlasersnijtechnologie....
Stel je voor dat je net zo moeiteloos door metaal snijdt als door boter. Fiberlasertechnologie heeft een revolutie teweeggebracht in de metaalbewerking en biedt ongeëvenaarde precisie en snelheid. Dit artikel onderzoekt de snijsnelheden van verschillende metalen...
Heb je ooit geworsteld met de perfecte snede in metaal? In deze blogpost onthullen we de geheimen van optimale snijparameters voor verschillende metalen met een 3000W...
Het kiezen van de juiste hoogvermogen fiberlaser voor uw industriële behoeften kan een ontmoedigende taak zijn. Betekent een hoger vermogen altijd een betere efficiëntie? Niet noodzakelijkerwijs. Deze gids onderzoekt veelvoorkomende misvattingen en...
Stel je een gereedschap voor dat zo precies is dat het door metaal kan snijden met de finesse van een scalpel van een chirurg. Fiber lasers hebben een revolutie teweeggebracht in industrieën van productie tot geneeskunde. Dit artikel gaat in op...
Heb je je ooit afgevraagd hoe geavanceerde technologie zo'n precisie bereikt? Vezellasers, een wonder van moderne techniek, maken gebruik van zeldzaam aardmetaal gedoteerde glasvezels om zeer efficiënte en veelzijdige laserstralen te genereren....
Waardoor gaan lasersnijkoppen kapot en hoe kun je dit voorkomen? Dit artikel gaat in op veelvoorkomende vervuilingsproblemen die van invloed zijn op de lenzen van fiberlasersnijkoppen en biedt praktische oplossingen...