
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe precisieonderdelen worden gemaakt? Fine blanking is een baanbrekende technologie die onderdelen van hoge kwaliteit produceert met een ongeëvenaarde nauwkeurigheid en snelheid. In deze blogpost duiken we in de fascinerende wereld van "fine blanking" en verkennen we de principes, voordelen en echte toepassingen. Ontdek hoe dit innovatieve proces een revolutie teweegbrengt in industrieën van auto-industrie tot elektronica, zoals uitgelegd door ons team van deskundige werktuigbouwkundig ingenieurs. Bereid je voor om versteld te staan van de precisie en efficiëntie van "fine blanking"!

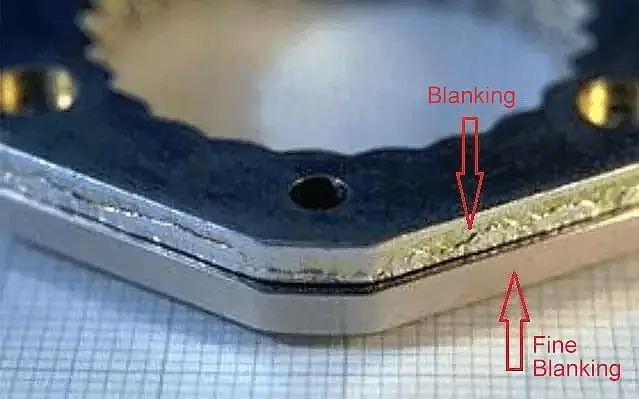
Het verschil tussen gewone blanking en fijne blankingproces
Vergelijking van snijvlakken van gewone stansonderdelen en fijnstansonderdelen
Tijdens het ponsproces wordt de ringvormige persplaat gebruikt om kracht uit te oefenen op het materiaal en het op de vrouwelijke matrijs te drukken, waardoor zijdelingse druk ontstaat op het binnenoppervlak van de V-vormige tand. Dit helpt scheuren in de afschuifzone en zijdelingse metaalstroom te voorkomen.
6mm dik FORD handrem ventilator deel (Handrem sector)

Terwijl de ponsmatrijzen in het materiaal worden gedrukt, wordt tegendruk van de uitwerper toegepast om het materiaal samen te drukken. Dit, samen met het gebruik van een kleine spleet en een holle matrijs met een afgeronde rand, elimineert spanningsconcentratie en plaatst het metaal in de afschuifzone onder drievoudige drukspanning, waardoor de trekspanning afneemt en de plasticiteit van het materiaal verbetert.
Deze benadering voorkomt het buigen, rekken en scheuren dat gewoonlijk optreedt bij gewoon voorvormen. In plaats daarvan wordt het materiaal in onderdelen voorgevormd door pure afschuiving langs de randvorm van de matrijs, wat resulteert in hoogwaardige, gladde en gelijkmatige afschuivingsoppervlakken.
6 mm dikke TESLA-zitdelen

Bij het fijnpersen zijn de perskracht, de steekspleet en de randradius van elkaar afhankelijk en essentieel. De invloed van deze factoren is onderling verbonden, en als de speling gelijkmatig is en de randradius geschikt, kan een gladde doorsnede worden geproduceerd met minimaal persmateriaal.
6 mm dik TOYOTA buizen samenstelling flens
Extreem hoge vlakheidseisen

Fine blanking, ook bekend als precision blanking, is een gespecialiseerd afdrukproces dat gebaseerd is op general blanking. Hoewel het onder dezelfde scheidingscategorie valt, heeft fine blanking specifieke parameters die het onderscheiden van general blanking. De onderdelen die geproduceerd worden door fijnafwerking vertonen unieke kwaliteitskenmerken.
In combinatie met koude vormprocessen zoals buigen, dieptrekken, flensvormen, stuiken en extruderen, kan de fijne blanking eerdere methodes zoals blanking, machinale bewerking, smeden, gieten en poedermetallurgie vervangen in verschillende industrieën zoals auto's, motorfietsen en elektronica. Dit laat de technische voordelen en economische voordelen zien.
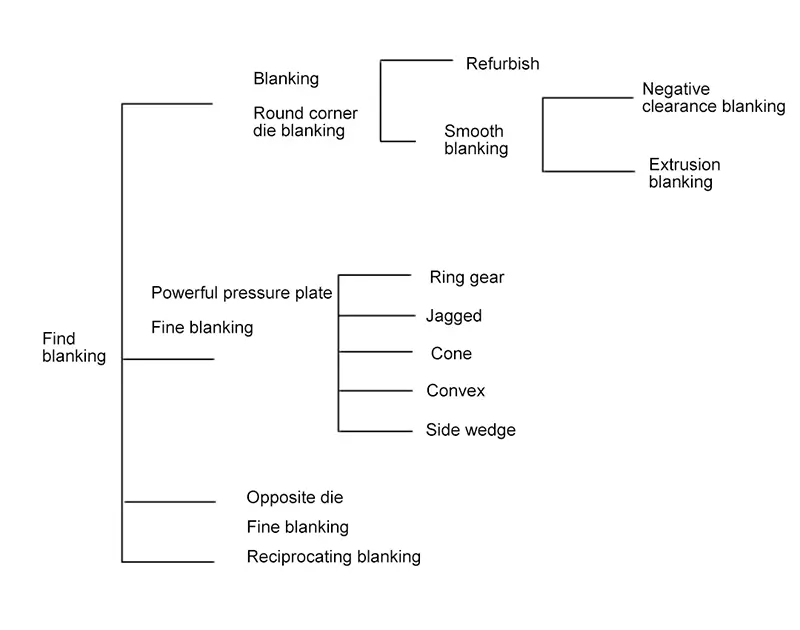
De verschillende methoden voor fijn blanking worden als volgt gecategoriseerd op basis van hun technologische methoden:
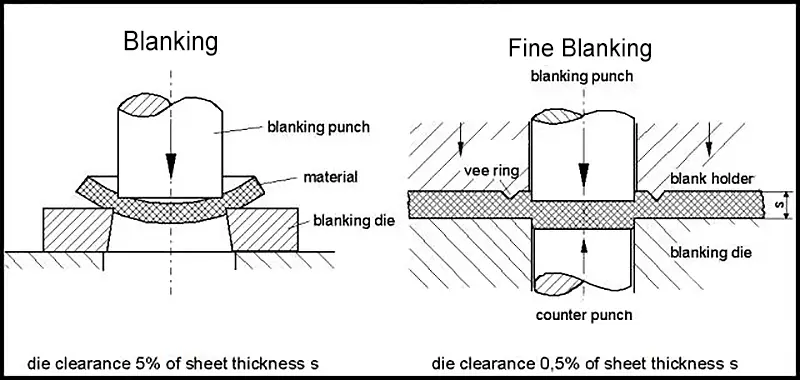
1. Verschil tussen blanking en fijne blanking
De blanking waar we het vaak over hebben is niet blanking in algemene zin (zoals trimmen, finish blanking en high-speed blanking, etc.), maar blanking met een sterke drukplaat (zie onderstaande afbeelding).
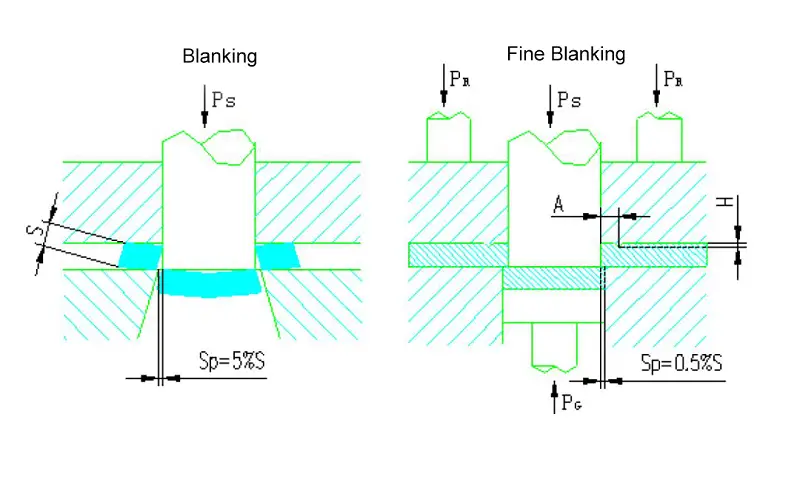
Het basisprincipe van blancheren is het gebruik van een speciale (drieweg) pers om plastische en afschuifvervorming van het materiaal te produceren met behulp van een speciaal gestructureerde matrijs om hoogwaardige blancherende onderdelen te verkrijgen.
2. Fijne blanking proceseigenschappen
De volgende tabel toont de kenmerken van de twee verschillende procesmethoden: algemene blanking en fijne blanking.
| Technisch kenmerk | Blanking | Fijne blanking |
| Formulieren voor materiaalscheiding | Afschuiving (gecontroleerd scheuren) | Vervorming door plastische afschuiving (scheuronderdrukking) |
| 2. Werkkwaliteit | ||
| Maatnauwkeurigheid | ISO11-13 | ISO7-11 |
| Ruwheid van het blanke oppervlak Ra (um) | Ra>6,3 | Ra1,6~0,4 |
| Vorm- en positieafwijking: | ||
| vlakheid | groot | klein (0,02 mm/10 mm) |
| niet loodrecht | groot | Klein (enkelzijdig 0,0026mm/1mm) |
| Verzonken gebrek | (20~35)%S | (10~25)%S |
| braam | tweedimensionaal, groot | Enkele reis, klein |
| 3. sterven | ||
| ●Gat | Bilateraal (5-10)%S | enkelzijdig 0,5% S |
| Rand | scherp | afschuining |
| 4. stempelmaterialen | Geen vereiste | Goede plasticiteit (sferonisatie) |
| 5. Smering | algemeen | speciaal |
| 6. Druk op | ||
| Krachttoestand | Normaal (eenrichtingskracht) | Speciaal (driedimensionale kracht) |
| Procesbelasting | kleine vervorming | De vervorming is 2 tot 2,5 keer zo groot als bij algemeen fijn blankwerk. |
| Milieubescherming | Lawaai en grote trillingen | Weinig lawaai, weinig trillingen |
| 7. Kosten | laag | Hoog (korte terugverdientijd) |
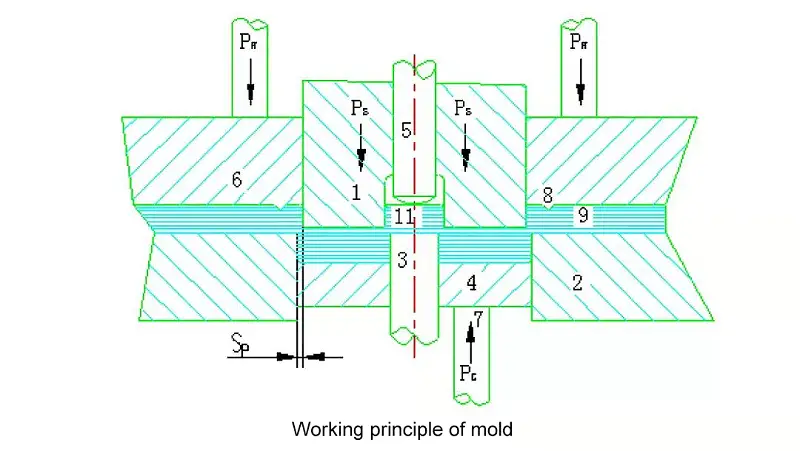
3. Werkingsprincipe van de matrijs
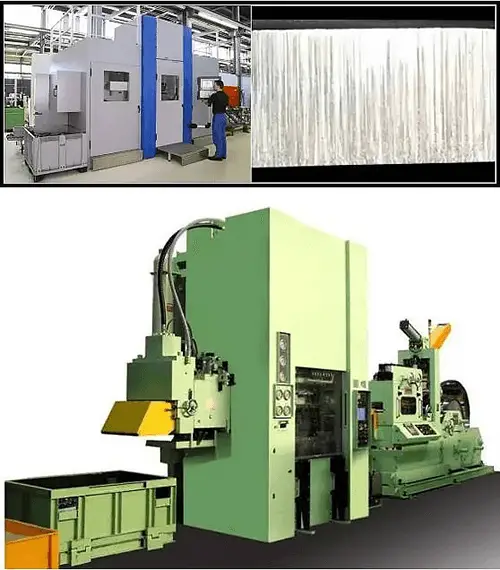
De fijne blankingmachine is speciale apparatuur voor het realiseren van het fijne blankingproces.
Zoals de onderstaande figuur laat zien, zijn er drie soorten krachten (PS, PR, PG) die op de matrijs werkt tijdens het fijnblankeren.
Voor het begin van het ponsen door de ringkracht PRdoor de afschuiflijn buiten de geleideplaat (6), zodat de V-vormige tandwielring (8) in het materiaal geperst en op de matrijs gedrukt, waardoor zijdelingse druk wordt gegenereerd op het binnenoppervlak van de V-vormige tandwielring om te voorkomen dat het materiaal in de schuifzone scheurt en dat er metaal buiten de schuifzone stroomt.
Tegelijkertijd wordt de tegendruk PG wordt geperst door de uitwerper (4) in de afschuiflijn, die het materiaal tegen de nokken drukt, en in geperste toestand, onder invloed van de ponskracht PS.
Het metaal in de afschuifzone bevindt zich in een drievoudige drukspanningstoestand, waardoor de plasticiteit van het materiaal toeneemt.
Op dit punt volgt het materiaal de vorm van de matrijsrand en stanst het onderdeel in pure afschuifvorm.
Aan het einde van het ponsen is PR en PG druk wordt vrijgelaten, de matrijs wordt geopend en de onderdelen en het schroot worden uitgeworpen door de uitwerpkracht PRA en de uitwerpkracht PGA en worden uitgeblazen met perslucht.
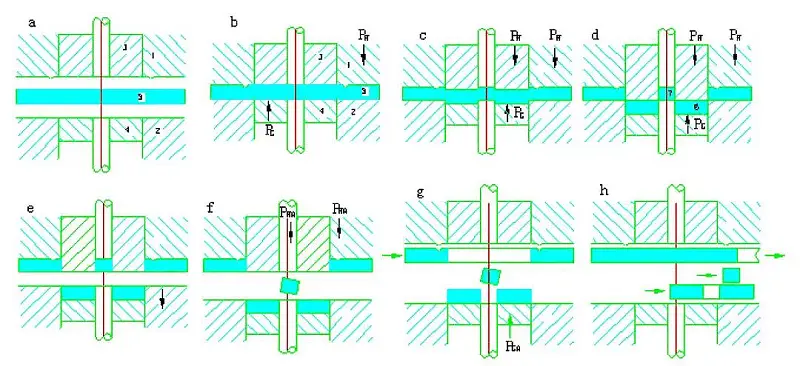
4. Fijn afwerkproces
(a) De matrijs wordt geopend en het materiaal wordt toegevoerd;
(b) De matrijs wordt gesloten en het materiaal binnen en buiten de snijkant (blanking line) wordt samengedrukt door ringkracht en tegendruk;
(c) Het materiaal wordt blank gemaakt met de blankingkracht PSen de perskracht PR en PG worden effectief geperst in het hele proces;
(d) Aan het einde van de ramslag bevindt de stempel zich in de matrijs en wordt het boorafval naar de uitvalmatrijs gespoeld;
(e) De ringkracht PR en tegendruk PG worden verwijderd en de matrijs wordt geopend;
(f) In de stand waarin de kracht van de tandkrans wordt uitgeoefend, is het effect dat het boorafval wordt uitgeworpen en dat de uitvoerkracht PRA van de stootronde;
(g) In de stand waarin de tegendruk wordt uitgeoefend, is op dit punt het effect: de topdruk PGA van de dobbelsteen.
Materiaal begint toegevoerd te worden;
h) Losblazen of verwijderen van afvalmateriaal van fijnslijpdelen en binnengaten.
De materiaaltoevoer is voltooid.
De technologie van fijne blanking is er vooral op gericht om aan de technische en functionele eisen van de onderdelen te voldoen en tegelijkertijd eenvoudig en kosteneffectief te zijn tijdens de serieproductie. De factoren die de technologie beïnvloeden zijn onder andere:
De technologie van de structuur van het onbewerkte werkstuk verwijst naar de elementen die de geometrie van het werkstuk vormen, met inbegrip van de bepaling van onder meer de minimale afrondingsstraal, de opening, de wanddikte, de ringbreedte, de groefbreedte en de ponsmodulus. Deze waarden zijn meestal kleiner voor onderdelen voor fijne verspaning dan voor onderdelen voor algemene verspaning, zoals bepaald door het principe van fijne verspaning. Goed ontworpen structurele parameters kunnen echter de productkwaliteit verbeteren en de productiekosten verlagen.
Opmerking: De figuur waarnaar in de oorspronkelijke tekst wordt verwezen, is niet opgenomen.
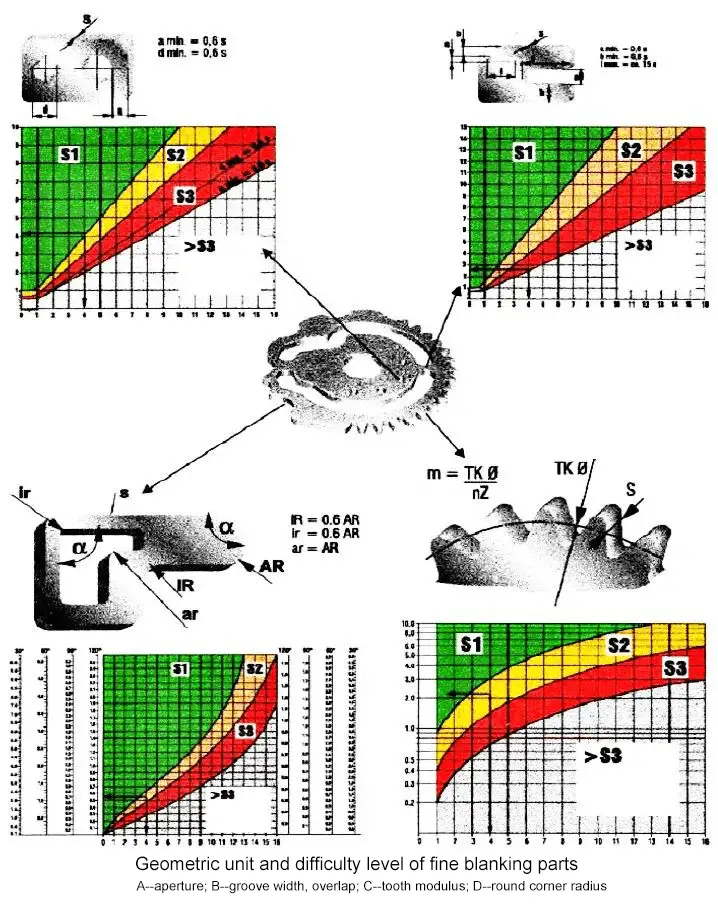
Volgens de geometrie van het onderdeel en de structurele eenheden wordt het verdeeld in S1, S2 en S3 in elk van de diagrammen.
In het bereik onder S3Fijne blanking is niet geschikt, of er zijn speciale maatregelen nodig.
Bij gebruik van het bereik van S3Voorwaarde is dat het ponselement gemaakt is van hogesnelheidsstaal en dat de treksterkte van het fijnstrijkmateriaal δb≤600 N/mm is.2 (afschuifsterkte Ks≤430N/mm2).
Voorbeeld:
De schakelnok in afbeelding, het materiaal is Cr15 (sferoïdisatie), Ks=420N/mm2die de moeilijkheidsgraad bepaalt.
De maximale moeilijkheid van dit onderdeel is ronde b, dus de totale moeilijkheid is S3 en kan fijn worden geblend.
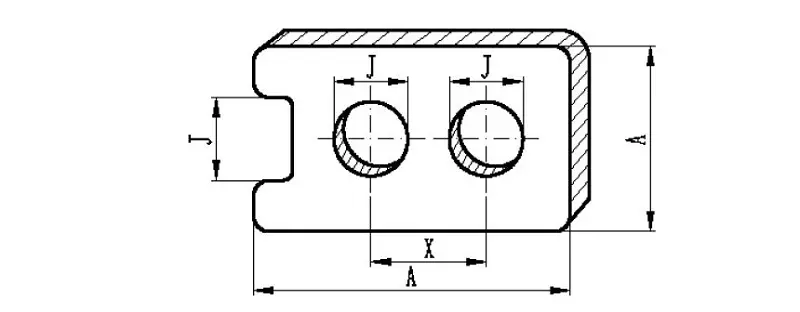
| Dikte S (mm) | Treksterkte 600N/mm2 | ||
| I.D J | O.D.A | Gat Dia. X | |
| 0.5-1 | 6-7 | 7 | 7 |
| 1-2 | 7 | 7 | 7 |
| 2-3 | 7 | 7 | 7 |
| 3-4 | 7 | 8 | 7 |
| 4-5 | 7-8 | 8 | 8 |
| 5-6.3 | 8 | 9 | 8 |
| 6.3-8 | 8-9 | 9 | 8 |
| 8-10 | 9-10 | 10 | 8 |
| 10-12.5 | 9-10 | 10 | 9 |
| 12.5-16 | 10-11 | 10 | 9 |
1. Maattoleranties
De maattoleranties van onbewerkte precisiedelen zijn afhankelijk van: de vorm van het onderdeel, de kwaliteit van het gereedschap, de materiaaldikte en -eigenschappen, smeermiddelen en persafstellingen, die kunnen worden geselecteerd uit tabel 1.
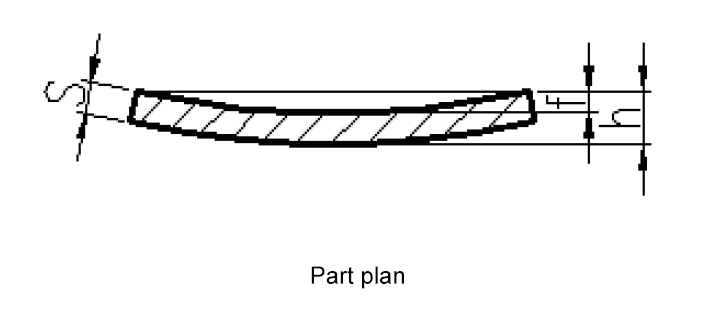
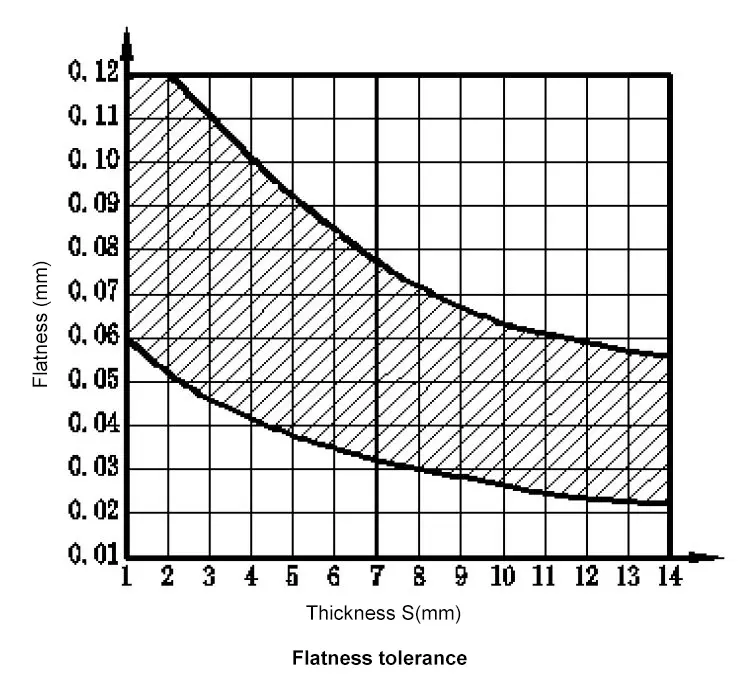
2. Tolerantie vlakheid
De vlakheid van een precisieponsonderdeel is de doorbuiging van het onderdeelvlak, die de waarde heeft:
f = h - s
Fijnbewerkte onderdelen hebben een goede vlakheid door de geperste toestand van het materiaal tijdens het fijnbewerkingsproces. De vlakheid kan variëren afhankelijk van de grootte, vorm, materiaaldikte en mechanische eigenschappen van de onderdelen.
Over het algemeen zijn dikkere delen rechter dan dunne delen, materialen met een lage sterkte zijn rechter dan materialen met een hoge sterkte en materialen met een hogere perskracht zijn rechter dan materialen met een lagere perskracht.
Het oppervlak van het materiaal aan de bolle kant van de matrijs is altijd hol, terwijl de holle kant van de matrijs altijd bol is.
Als het onderdeel echter moet worden gestanst, gerild, gekerfd, gebogen of geponst met een doorlopende matrijs, kan de vlakheid sterk schommelen door plaatselijke vervorming of verschillende ponsrichtingen op het onderdeel.
Toch is de vlakheid van precisiestansdelen altijd beter dan die van normaal gestanste delen. De figuur hieronder toont de algemene rechtheid gemeten op een afstand van 100 mm.
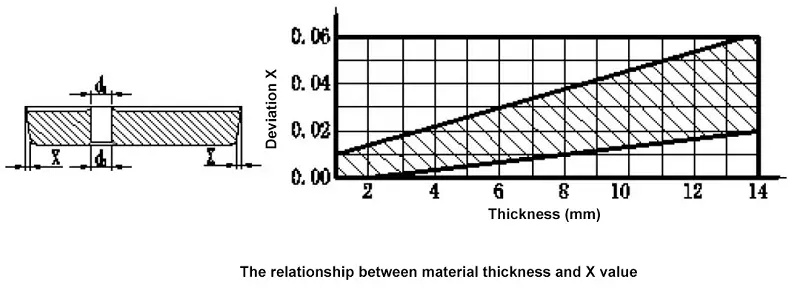
3. Ploodrechtheid Tolerantie
Het oppervlak van een fijn voorgespannen onderdeel en het basisoppervlak vormen een hoek met een bepaalde tolerantie, de zogenaamde niet loodrechtheid. Dit wordt beïnvloed door factoren zoals de dikte en eigenschappen van het materiaal, de toestand van de snijkant tijdens het ponsen, de stijfheid van de matrijs en de afstelling van de pers.
Als de materiaaldikte 1 mm is, is de afwijking van de loodlijn 0,0026 mm en als de materiaaldikte 10 mm is, is de braamzijde 0,052 mm groter dan de verzonken zijde. De relatie tussen de materiaaldikte en de niet loodrechtheid wordt hieronder weergegeven.
4. Blanking oppervlaktekwaliteit
De kwaliteit van fijne blankingonderdelen wordt grotendeels bepaald door het blankingoppervlak.
Dit oppervlak wordt beïnvloed door factoren zoals het type materiaal, de eigenschappen en metallurgische structuur ervan, de kwaliteit van de matrijs en de snijkant, het gebruik van smeermiddelen en de afstelling van de pers.
Het blanking oppervlak heeft vier verschillende componenten: glad oppervlak, splijtoppervlak, verzonken defect oppervlak en braamoppervlak.
De onderstaande figuur toont de drie belangrijkste kenmerken van het blanking oppervlak en hun betekenis.
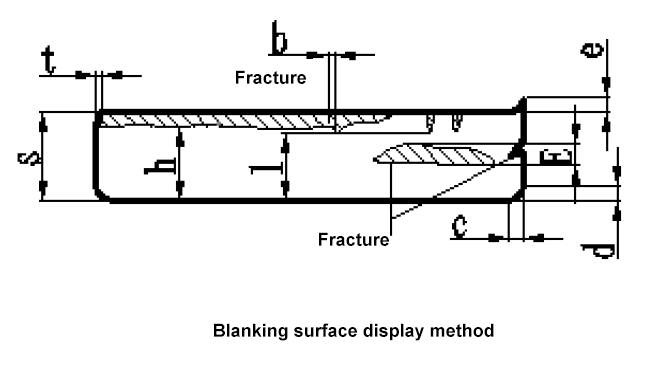
In de figuur:
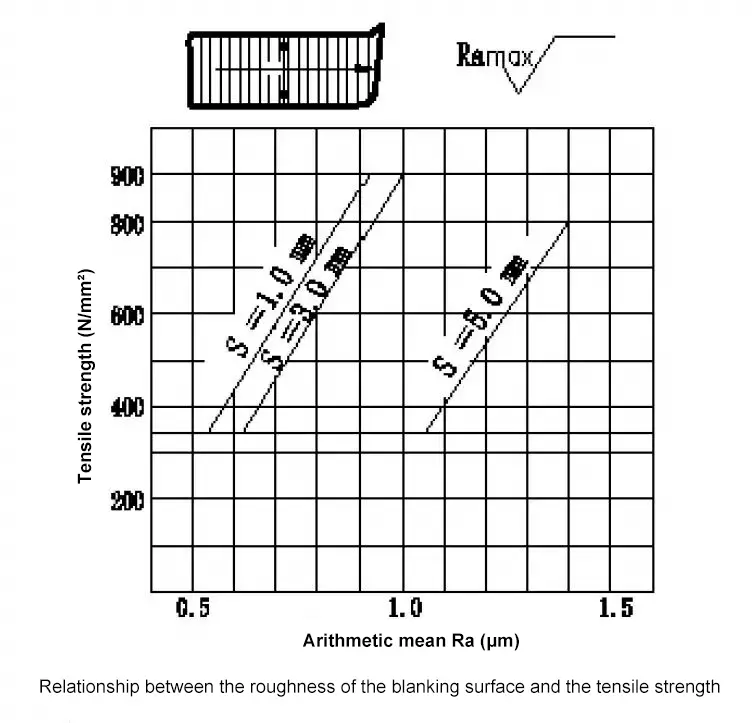
(1) Blanking oppervlakteruwheid
De afwerking van het blanking oppervlak varieert in verschillende richtingen en posities rond de omtrek. Meestal is de kant die is ingestort gladder dan de kant met de braam. De ruwheid van het blanke oppervlak wordt weergegeven door de rekenkundig gemiddelde waarde aR, met een waarde die meestal varieert van Ra = 0,2 tot 3,6, die is onderverdeeld in zes klassen (zie tabel 2).
De meetrichting staat loodrecht op de ponsrichting en de meetlocatie is in het midden van het ruwmaakoppervlak (zoals getoond in Figuur 6a). De relatie tussen de ruwheid van het stansoppervlak en de treksterkte van het materiaal wordt geïllustreerd in Figuur 6b.
Tabel 2 Blanking oppervlakteruwheid
| Ruwheidsgraad | 1 | 2 | 3 | 4 | 5 | 6 |
| Ra(μm) | 0.2 | 0.4 | 0.6 (0.8) | 2.4 | 3.4 | 3.8 (3.6) |
| Codenaam | N4 | N5 | N6 | N7 | N | N8 |
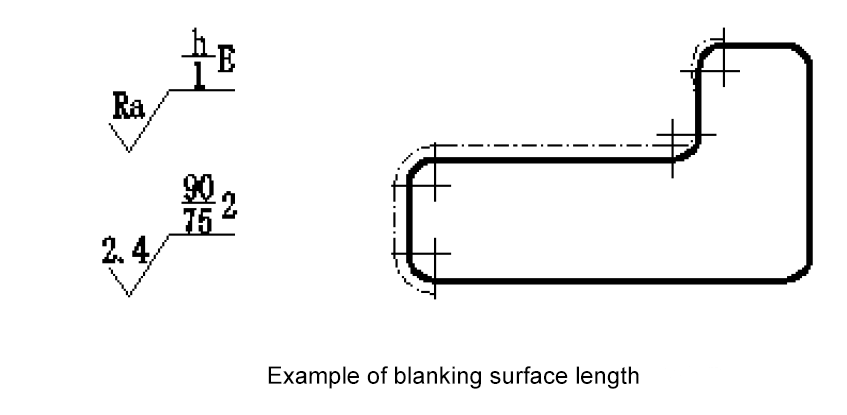
(2) Integriteitsgraad blanco-oppervlak
Er zijn vijf niveaus van intactheid op het blanking-oppervlak van fijnblankonderdelen.
| Integriteitsgraad blankingoppervlak | |
| h | l |
| 100% S | 100% S |
| 100% S | 90% S |
| 90% S | 75% S |
| 75% S | — |
| 50% S | — |
(3) Splijtgraad van blanking oppervlak
Er zijn vier niveaus van splijten op het blanke oppervlak van onderdelen met fijne gaten.
| Splijtgraad van blanking oppervlak | |
| E (mm) | Rang |
| 0.3 | 1 |
| 0.6 | 2 |
| 1 | 3 |
| 2 | 4 |
(4) Methode en betekenis van de kwaliteit van het blanking oppervlak
De weergave en betekenis van de kwaliteitskenmerken van het ponsoppervlak worden weergegeven in de onderstaande figuur.
Bijvoorbeeld,
De instortingshoek verwijst naar de onregelmatige plastische vervorming van de convexe curve op de kruising van het gladde oppervlak en het binnenste en buitenste contourvlak van de fijne ponsdelen (zoals te zien is in Figuur 8).
De grootte van de instorting wordt beïnvloed door verschillende factoren zoals de materiaaldikte, materiaaleigenschappende vorm van het onderdeel, de tegendruk en de hoogte van de tandring. Een berekeningsmethode voor de instortingshoek kan worden geselecteerd aan de hand van de onderstaande figuur.
Over het algemeen is tE≈(5~10)S, bE≈(5~10)tE.
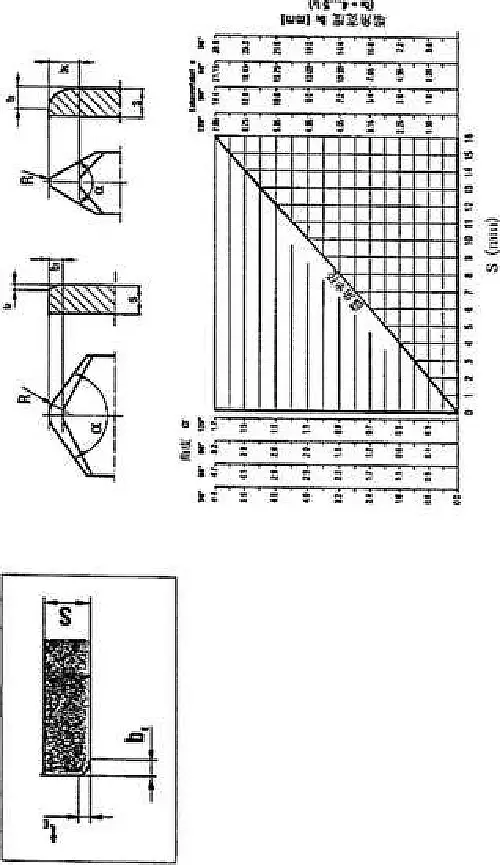
Bereken de waarde van de instortingshoek tE en bE
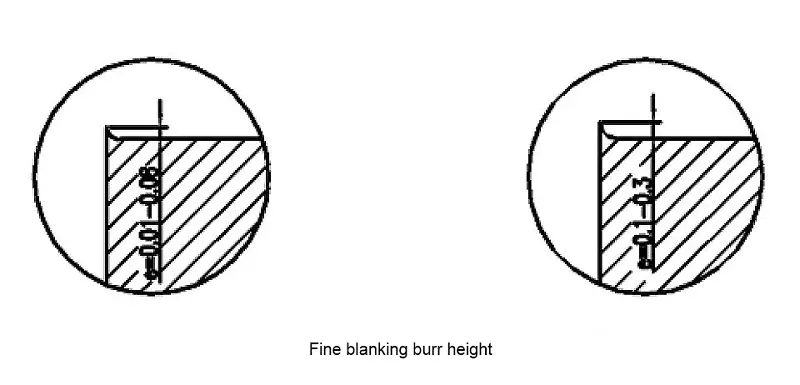
Bramen zijn onregelmatige uitsteeksels op de rand van het stansoppervlak van fijn gestanste onderdelen. De grootte van de bramen is afhankelijk van verschillende factoren zoals het materiaaltype, de speling, de toestand van de snijkant van de matrijs, de diepte van de matrijs in het materiaal en het aantal blanking cycli.
De braam die ontstaat tijdens het fijnslijpen is niet het resultaat van snijden, maar eerder een extrusiebraam. De grootte van de braam wordt niet alleen bepaald door de hoogte, maar ook door de dikte van de wortel.
Volgens de VDI3345-norm wordt er bij een scherpe matrijsrand slechts een dunne braam geproduceerd met een grootte van 0,01 tot 0,08 mm. Aan de andere kant, als de matrijskant dof wordt, wordt een dikkere braam geproduceerd met een grootte van 0,1 tot 0,3 mm (zoals in de afbeelding hieronder).
Fijn blanking is een flow-shear proces waarbij de afrondmatrijs creëert sterke vervorming van de metaalweefselkristallen, wat leidt tot ontmenging. Het type materiaal voor de fijne blanking heeft invloed op de oppervlaktekwaliteit, de maatnauwkeurigheid en de standtijd van de fijne blanking.
De basisvereisten hiervoor zijn:
1. Het moet goed kneedbaar zijn en een groot denaturerend vermogen hebben
Dit zorgt er voornamelijk voor dat de materiaalstroom in de afschuifzone kan doorgaan tot het einde van de afschuiving zonder te scheuren.
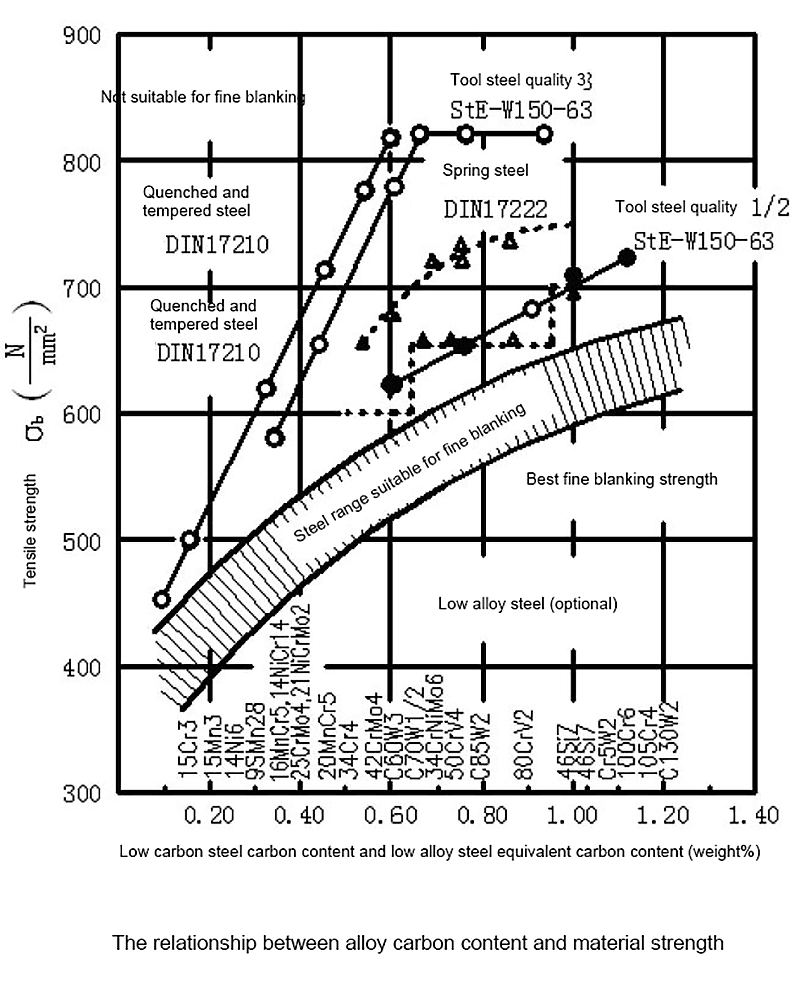
De beste resultaten van fijnafwerking worden verkregen met staalsoorten met een treksterkte δb ≤ 650 N/mm2 en een koolstofgehalte van 0,35%.
[1] Fijne blanking prestaties van het materiaal
-Mate van vervorming van carboneerlichamen en carbiden (sferonisatie)
[2] Vervormbaarheid van materialen
Fijne blankingmaterialen met hogere waarden van breukrek en eindkrimp hebben betere vervormingseigenschappen. Een lage vloeigrens geeft aan dat het materiaal bij lage druk begint te vloeien. Het geschikte sterktebereik voor fijne blankingmaterialen wordt weergegeven in de volgende figuur, waarbij het koolstofgehalte wordt weergegeven als equivalent koolstofgehalte.
2. Het moet een goede organisatiestructuur hebben
Fijn blanking materiaal stelt hoge eisen aan de metallurgische structuur. De kwaliteit van fijn blanking kan aanzienlijk beïnvloed worden door de metallurgische structuur, zelfs als het gebruikte materiaal hetzelfde is maar anders behandeld.
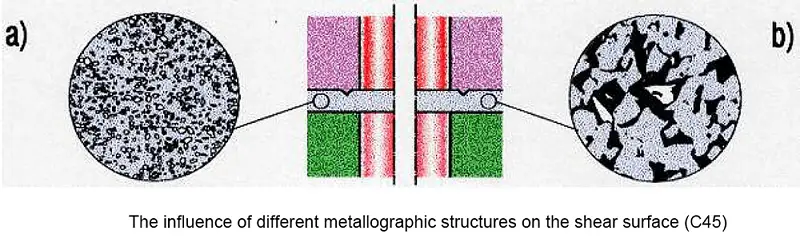
Voor koolstofstaal en gelegeerd staal met een koolstofgehalte van meer dan 0,35% spelen de vorm en verdeling van cementiet (Fe3C) een cruciale rol in de oppervlakteafwerking van het afschuiven.
De carbiden na de sferoïdisatie, die gelijkmatig verdeeld zijn in een fijnkorrelige vorm, en de spaanparelietstructuur leiden tot een goed, glad snijoppervlak.
De figuur hieronder laat zien hoe de verschillende metallografische structuren van koolstofstaal met 0,45% koolstof resulteren in verschillende afschuifoppervlaktekwaliteit. Links de onbehandelde pre-ferriet parelstructuur en rechts het sferulitische gecarboneerde lichaam na sferoïdisatie.
3. Koudverharding tijdens fijnblanking
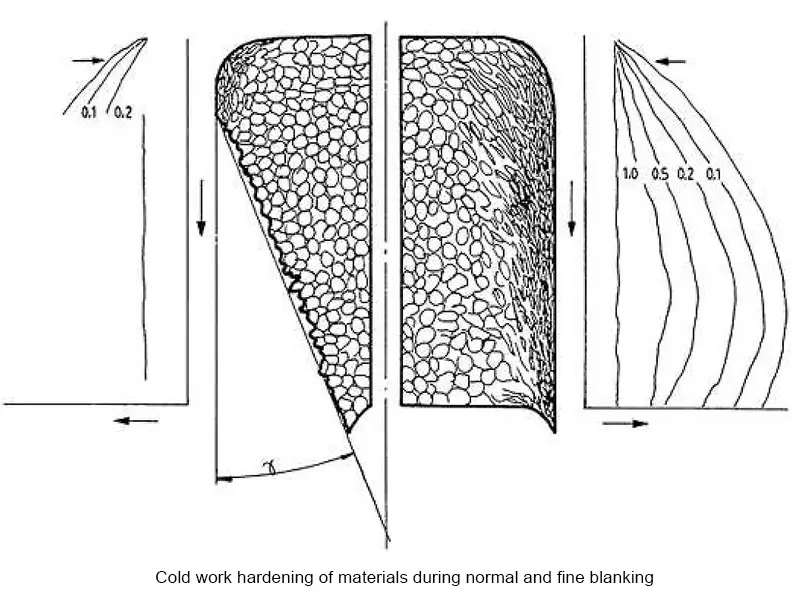
Blanking is een complex proces waarbij materialen worden geëxtrudeerd en afgeschoven. Het materiaal in de afschuifzone ondergaat een sterke koude vervorming, wat resulteert in een verhoogde hardheid in de koudverstevigingszone in vergelijking met de hardheid van de matrix.
Om het proces van het fijnharden te begrijpen, is het cruciaal om de wetten van het koudharden goed te begrijpen en de grootte, vorm en diepte van het koudharden te bepalen, evenals de werkelijke impact ervan op de afgewerkte fijngeharde onderdelen.
Fig. 12 toont de koude uitharding van materialen tijdens algemeen en fijn blank maken.
1. Selectieprincipe
Het is belangrijk om te voldoen aan de functionele eisen van fijngeslepen onderdelen en tegelijkertijd rekening te houden met kosteneffectiviteit. Hierbij moet rekening worden gehouden met factoren zoals het type en de beschikbaarheid van het materiaal, de maattoleranties, de oppervlaktekwaliteit en de moeilijkheidsgraad om precies blank te maken.
2. Verschillende materialen
Ferrometalen zijn onder andere: zacht staal (C≤0,13%); ongelegeerd staal (0,12-1,0%C); gelegeerd staal (0,15-0,20%C); roestvrij staal (C≤0,15%); fijnkorrelig staal (0,10-0,22%C).
Non-ferrometalen zijn: koper en koperlegeringen; aluminium en aluminiumlegeringen.
Gerelateerde lectuur: Ferro- vs Non-ferrometalen
3. Toestand van levering
Voor staalvereisten:
FSG I: Maximale treksterkte, zonder de eis voor de metallurgische organisatie.
FSG II: na gloeien behandeling, materiaal C>0.15%, met ongeveer 80-90% sferische carboneerlichamen.
FSGIII: Verzacht en gegloeid, materiaal C>0.15%, met ongeveer 100% sferisch carburerend lichaam.
Voor non-ferrometalen koper, aluminium en hun legeringen gelden eisen voor de chemische samenstelling en de roltoestand.
4. Evaluatie van fijne blanking
De evaluatie van fijne blankingmaterialen en hun selectie wordt getoond in Tabel 5.
| Staalkwaliteit | Maximum Blanking Dikte | Evaluatie van de prestaties van Fine Blanking | ||||
| China (YB) | VS (AISI) | Duitsland (DIN) | Japan (JIS) | Sovjet-Unie (rOCT) | ||
| 08 | 1008 | 15 | 1 | |||
| 10 | 1010 | C10 | S10C | #10 | 15 | 1 |
| 15 | 1015 | C15 | S15C | #15 | 12 | 1 |
| 20 | 1020 | C22 | S20C | #20 | 10 | 1 |
| 25 | 1025 | S25C | #25 | 10 | 1 | |
| 30 | 1030 | S30C | #30 | 10 | 1 | |
| 35 | 1035 | C35 | S35C | #35 | 8 | 2 |
| 40 | 1040 | S40C | #40 | 7 | 2 | |
| 45 | 1045 | C45 | S45C | #45 | 7 | 2 |
| 50 | 1050 | CK53 | S50C | #50 | 6 | 2 |
| 55 | 1055 | Cf56 | S55C | #55 | 6 | 2 |
| 60 | 1060 | C60 | SWRH4B | #60 | 5 | 2 |
| 1064 | CK60 | S58C | 6 | |||
| 65 | 1065 | CK67 | SUP2 | #65 | 3 | |
| 70 | 1070 | 3 | 2 | |||
| 1074 | C75 | 3 | ||||
| T8A | C85W2 | SKU3 | Y8A | 3 | ||
| T10A | W1-0,8C | 3 | 3 | |||
| 15Mn/16Mn | 8 | 3 | ||||
| 15CrMn | 16MnCr5 | 15XI | 5 | 2 | ||
| 14N6 | 8 | 2 | ||||
| 14NH10 | SNC21H | 7 | ||||
| E3316 | 14NiKr14 | SNC22H | 7 | |||
| 14NH18 | 7 | |||||
| 15HN6 | 6 | |||||
| 18HN8 | 5 | |||||
| 4317 | 17HN6 | 5 | ||||
| 15Cr | 15Cr3 | SCr21 | 15X | 5 | 2 | |
| 15CrMo5 | 4 | |||||
| 20CrMo | 4118 | 20CrMo5 | SCM22 | 20XM | 4 | 2 |
| 20CrMo | 20MnCr5 | 4.5 | 2 | |||
| 20MnMo | 8 | 2 | ||||
| 42Mn2V | 42MnV7 | 6 | 2 | |||
| GCr15 | E52100 | 100Cr6 | SUJZ | IIIX15 | 6 | 3 |
| 0Cr13 | 410 | X7Cr13 | ||||
| 1Cr13 | 403 | X10Cr13 | SUS21 | 1X13 | ||
| 4Cr13 | X40Cr13 | 4X13 | ||||
| Cr17 | 430 | X8Cr17 | SUS24 | X17 | ||
| 0H18N9 | 304L | X5HN189 | SUS27 | 0X18H9 | ||
| 1H18N9 | 302 | X12HN188 | SUS40 | 1X18H9 | ||
| 1H18N9T | 321 | X10HNT189 | SUS29 | 1X18H9T | ||
| 304L | X2Crni189 | SUS28CP | ||||
| X8H1212 | ||||||
| 301 | X12HN177 | SUS39CP | ||||
| X2NiCr1816 | ||||||
Opmerkingen:

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











