
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Stel je een machine voor die zo nauwkeurig is dat ze de meest ingewikkelde details uit een onderdeel van een straalmotor kan snijden. Dit is de kracht van de vijfassige CNC machine. In tegenstelling tot traditionele drieassige machines beweegt deze in vijf richtingen, wat ongeëvenaarde precisie en efficiëntie mogelijk maakt. In dit artikel ontdekt u hoe deze machines een revolutie teweegbrengen in de productie, waarom ze essentieel zijn voor complexe geometrieën en hoe ze de productiviteit in verschillende industrieën verhogen. Lees hoe vijfassige CNC machines de toekomst van hightech productie een nieuwe vorm geven.

Gereedschapsmachines symboliseren de productiekwaliteit van een land. De top van de productie van gereedschapsmachines wordt vertegenwoordigd door het vijfassige systeem met gekoppelde numerieke besturing.
In sommige opzichten weerspiegelt het de industriële ontwikkelingsstatus van een land. Geïndustrialiseerde westerse landen, aangevoerd door de Verenigde Staten, hebben het vijfassige gekoppelde numerieke besturingssysteem lange tijd behandeld als een vitale strategische bron en een exportvergunningensysteem geïmplementeerd.
Vooral tijdens de Koude Oorlog legden ze blokkades en embargo's op aan socialistische landen zoals China en de voormalige Sovjet-Unie. Eind vorige eeuw was er het "Toshiba-incident" toen de Japanse Toshiba Corporation verschillende vijfassige gekoppelde numerieke besturingsfreesmachines verkocht aan de voormalige Sovjet-Unie.
Het resultaat was een upgrade in de productie van propellers voor onderzeeërs, waardoor ze ondetecteerbaar werden door de sonar van Amerikaanse spionageschepen. Daarom straften de Verenigde Staten Toshiba Corporation voor het schenden van het embargo op strategische materialen.
Bewerkingscentra hebben sterke geïntegreerde bewerkingsmogelijkheden. Nadat een werkstuk eenmaal is opgespannen, kan het een aanzienlijke hoeveelheid bewerkingen met hoge precisie uitvoeren.
Voor middelzware serieproducten is de efficiëntie vijf tot tien keer hoger dan die van gewone bewerkingsmachines, vooral omdat hij veel taken kan uitvoeren die gewone bewerkingsmachines niet kunnen. Hij is bijzonder geschikt voor de productie van complexe vormen en zeer nauwkeurige eenheden of kleinschalige productie van meerdere variëteiten.
In de moderne productie komt precisiebewerking steeds vaker voor. Hoogwaardige CNC-machines en matrijzen, die precisiebewerking mogelijk maken, vormen de voorhoede van de productieketen. De kwaliteit van de matrijsproducten is grotendeels afhankelijk van CNC-apparatuur.
In een tijd van hevige concurrentie op de markt vereist de productie kortere productiecycli, een hogere verwerkingskwaliteit, snellere mogelijkheden om producten aan te passen en een lagere productietechnologie.
Om aan deze voorwaarden te voldoen, maken steeds meer productiebedrijven gebruik van high-end technologie. CNC-machine gereedschappen-vierassige en vijfassige bewerkingsmachines.
We weten dat een machine met drie assen slechts drie orthogonale bewegingsassen heeft (meestal gedefinieerd als X-, Y- en Z-as) en slechts drie richtingen van lineaire bewegingsvrijheid kan bereiken.
Daarom kan het structuren langs de asrichting van het bewerkingsgereedschap bewerken. Structuren langs de zijkant kunnen niet worden bewerkt. (De drieassige bewerkingsmachine moet meerdere sets opspanmiddelen ontwerpen, meerdere keren installeren, lokaliseren en vastklemmen, de totale bewerking ontleden, waardoor de bewerkingscyclus langer wordt en de kwaliteit sterk afneemt).
Onbeperkte gereedschappen (of werkstukken) hebben zes vrijheidsgraden in de ruimte. De realiteit is dat tijdens metaal snijdenworden enorme snij- en wrijvingskrachten gegenereerd tussen het werkstuk en het gereedschap.
Om te voorkomen dat de positie van het werkstuk beweegt, moet het worden vastgeklemd en gefixeerd. CNC-bewerking met vijf assen verwijst naar minstens vijf coördinatenassen (drie lineaire coördinaten en twee roterende coördinaten) op een enkele bewerkingsmachine, die gelijktijdig kunnen worden gecoördineerd en bewerkt onder numerieke computerbesturing.
Het vijfassige gekoppelde CNC werktuigmachine systeem is de enige manier om waaiers, bladen, scheepsschroeven, zware generatorrotors, turbinerotors, grote krukassen van dieselmotoren en nog veel meer te bewerken.
Het is een hightech precisiemachine die speciaal ontworpen is voor het bewerken van complexe oppervlakken en die een grote invloed heeft op onder andere de luchtvaart, ruimtevaart, defensie, onderzoek, precisie-instrumenten en medische apparatuur met hoge precisie in een land.
Een waaier verwijst zowel naar een wiel met bewegende schoepen, dat deel uitmaakt van de rotor in stoomturbines, als naar het geheel van het wiel en de draaiende schoepen die erop gemonteerd zijn.
Een stoomturbinegenerator verwijst naar een generator die wordt aangedreven door een stoomturbine. Oververhitte stoom die door de stoomketel wordt geproduceerd, gaat de turbine in, zet uit om arbeid te verrichten en laat de schoepen draaien, die op hun beurt de generator aandrijven om elektriciteit te produceren.
De verbruikte stoom wordt na het werk teruggevoerd naar de ketel voor recycling via de condensor, de circulatiewaterpomp, de condensaatpomp, het voedingswaterverwarmingstoestel en andere componenten.



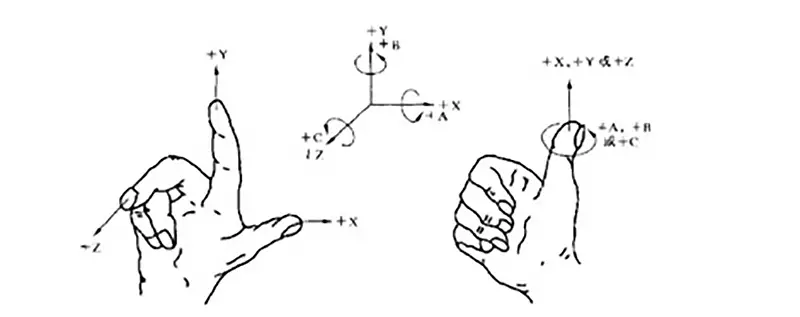
Het standaard coördinatenstelsel is een rechtshandig cartesiaans stelsel. De basiscoördinaatassen zijn drie lineaire assen: X, Y en Z. De rotatieassen die overeenkomen met elk van deze lineaire assen worden respectievelijk A, B en C genoemd.
CNC-bewerking met vijf assen verwijst naar een bewerkingsmachine met minstens vijf coördinaatassen (drie lineaire coördinaten en twee roterende coördinaten) die gecoördineerde bewegingen kan uitvoeren voor bewerking onder besturing van een computergestuurd numeriek besturingssysteem.
De "as" in een CNC werktuigmachine duidt een bewegingsas aan, die ook kan worden beschouwd als een ruimtelijke coördinatenas, zoals de XY-as in coördinaten, waarbij elke bewegingsas een onafhankelijke besturing en motoraandrijving heeft.
Dat wil zeggen dat de CNC-bewerkingsmachine vijf servoassen heeft (exclusief de hoofdas) die tegelijkertijd kunnen interpoleren (alle vijf de servoassen kunnen tegelijkertijd bewegen om een enkel onderdeel te bewerken).
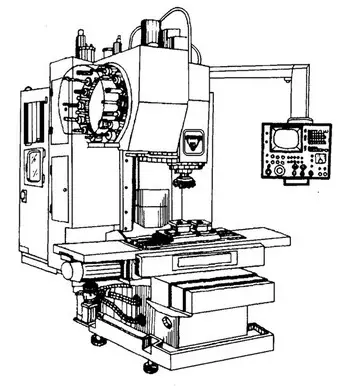
Vijfassig CNC werktuigmachines zijn er in verschillende structurele vormen, voornamelijk onderverdeeld in drie hoofdcategorieën: werktafel kanteltype, spindel kanteltype en een combinatie van werktafel/spindel kanteltype vijfassige bewerkingsgereedschappen.
5-assige CNC werktuigmachine:
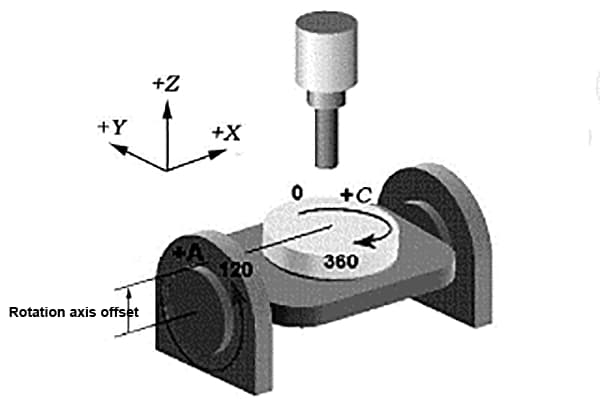
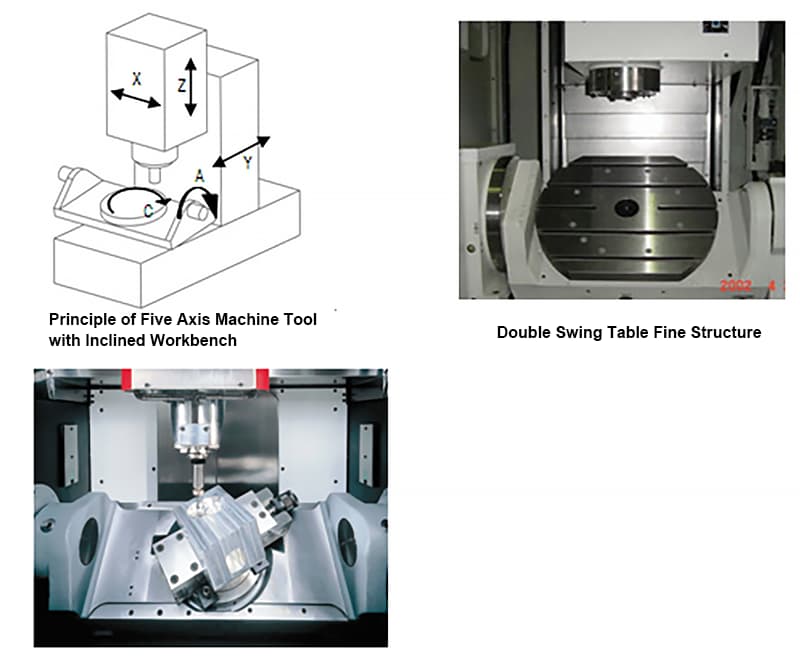
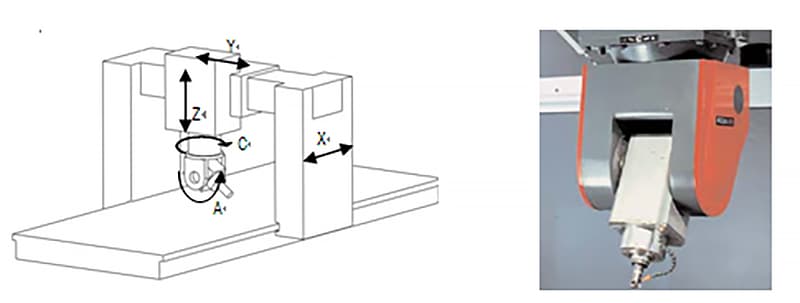
Type gekantelde werkbank
Dit verwijst naar het gekantelde type werkbank. De werkbank op het machinebed kan draaien rond de X-as, gedefinieerd als de A-as, meestal binnen een bereik van +30 tot -120 graden.
Er is ook een roterende tafel geïnstalleerd in het midden van de werkbank die rond de Z-as kan draaien op de afgebeelde locatie, gedefinieerd als de C-as, waardoor een volledige rotatie van 360 graden mogelijk is.
Door de combinatie van de A-as en de C-as kunnen alle vijf oppervlakken van het werkstuk dat op de werkbank is bevestigd, met uitzondering van het ondervlak, door de verticale spindel worden bewerkt.
De minimale indexeerwaarden voor de A-as en C-as zijn meestal 0,001 graden, waardoor het werkstuk onder elke hoek kan worden onderverdeeld en schuine oppervlakken en gaten kunnen worden bewerkt.
Als de A-as en C-as worden gecoördineerd met de lineaire XYZ-assen, kunnen complexe ruimtelijke oppervlakken worden bewerkt, wat natuurlijk ondersteuning vereist van geavanceerde numerieke besturingssystemen, servosystemen en software.
Het voordeel van deze opstelling is dat het een relatief eenvoudige spindelstructuur heeft met een uitstekende stijfheid en lagere productiekosten.
De werkbank kan over het algemeen echter niet te groot worden ontworpen en de belastbaarheid is enigszins beperkt, vooral wanneer de rotatie van de A-as groter is dan of gelijk is aan 90 graden, omdat het snijden van het werkstuk een aanzienlijk belastingskoppel op de werkbank zal uitoefenen.
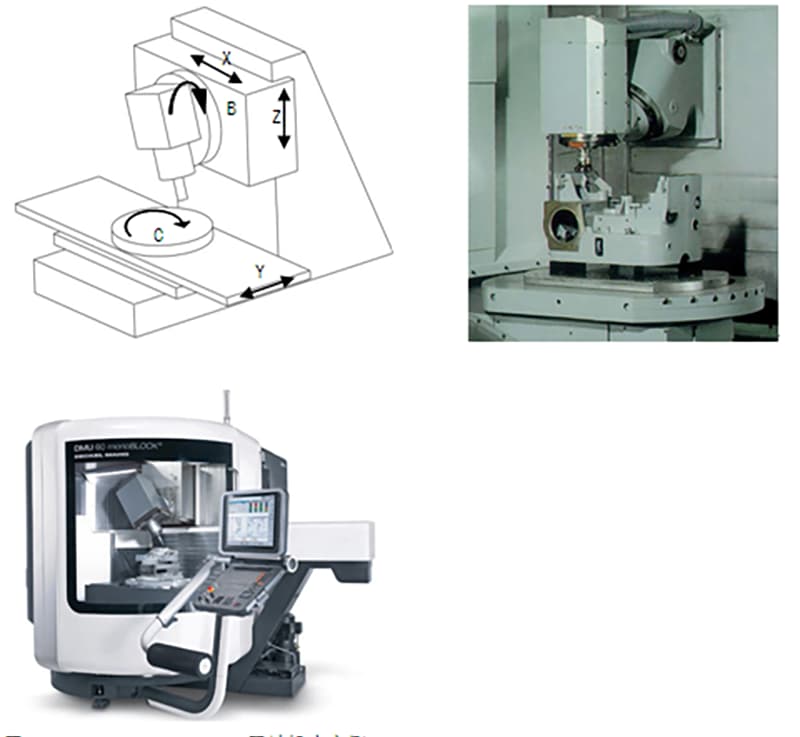
Het gekantelde spiltype heeft een roterende kop aan de voorkant van de hoofdspil, die onafhankelijk 360 graden rond de Z-as kan draaien en zo de C-as wordt.
De roterende kop bevat ook een A-as die om de X-as kan draaien, waarbij meestal meer dan ±90 graden wordt bereikt, om dezelfde functies te realiseren die hierboven zijn genoemd.
Het voordeel van deze opstelling is de flexibiliteit die het biedt bij het bewerken met spindels; de werktafel kan op substantiële schaal worden ontworpen, waardoor het mogelijk is om enorme vliegtuigrompen en motorhuizen op dergelijke bewerkingscentra te bewerken.
Een ander belangrijk voordeel is het gebruik van een kogelkopfrees voor oppervlaktebewerking. Wanneer de centerlijn van het gereedschap loodrecht op het bewerkingsoppervlak staat, is de lijnsnelheid aan de punt van de kogelkopfrees nul, wat resulteert in een slechte kwaliteit van de oppervlakteafwerking door het snijden aan de punt.
Echter, door gebruik te maken van een roterend spindelontwerp dat de spindel onder een hoek ten opzichte van het werkstuk draait, vermijdt de kogelkopfrees puntsnijden, waardoor een bepaalde lijnsnelheid wordt gegarandeerd en de kwaliteit van de oppervlaktebewerking wordt verbeterd.
Deze structuur is zeer gewild voor zeer nauwkeurige oppervlaktebewerking van mallen, iets wat moeilijk te bereiken is met een bewerkingscentrum met draaiende werktafel.
Om een hoge roterende nauwkeurigheid te bereiken, zijn hoogwaardige roterende assen uitgerust met feedbacksystemen met een cirkelvormige roosterschaal, waardoor de indexeernauwkeurigheid binnen enkele seconden bereikt wordt.
Uiteraard is dit type spindelrotatiestructuur complexer en zijn de productiekosten dienovereenkomstig hoger.

De ene rotatieas bevindt zich aan de gereedschapszijde van de spilkop en de andere aan de werktafelzijde. Deze type werktuigmachine heeft de meest flexibele opstelling van rotatieasstructuren, die elke combinatie van A-, B- en C-assen kan zijn.
De meeste gereedschapsmachines van het type werktafel/spilkanteling zijn geconfigureerd met een B-as gecombineerd met een werktafel die rond de C-as draait. Deze structurele opstelling is eenvoudig, flexibel en deelt de voordelen van zowel machines met een kantelbare spindel als machines met een kantelbare werktafel.
De spindel van dergelijke machines kan roteren naar een horizontale of verticale positie en de werktafel hoeft alleen geïndexeerd te worden voor positionering, waardoor het eenvoudig te configureren is als een drieassig bewerkingscentrum dat zowel verticaal als horizontaal kan converteren.
Door de spiloriëntatie om te zetten en te combineren met de werktafelindexering is het mogelijk om pentaëderbewerkingen uit te voeren op het werkstuk. Dit resulteert in lage productiekosten en praktisch nut.
Het vijfassige gekoppelde bewerkingscentrum is ideaal voor het bewerken van complexe componenten die een groot aantal bewerkingen vereisen.
Deze componenten vereisen het gebruik van verschillende soorten conventionele bewerkingsmachines, talrijke snijwerktuigen en armaturen, en vereisen vaak meerdere instellingen en aanpassingen voor een succesvolle voltooiing.
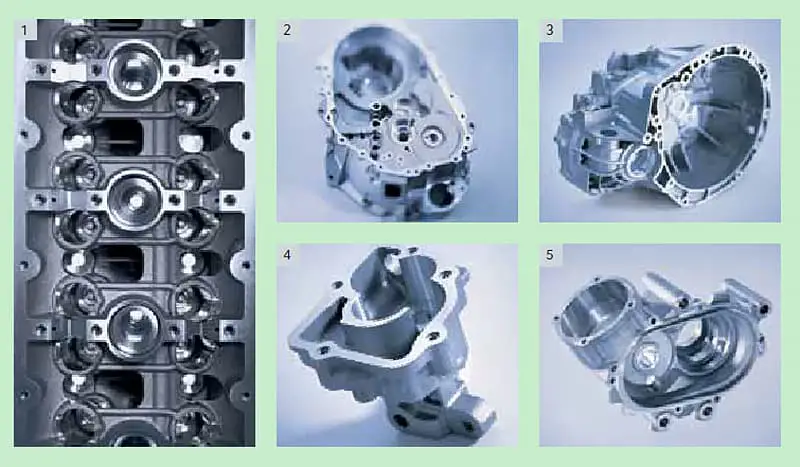
1. Onderdelen van het kasttype
Onderdelen voor behuizingen vereisen over het algemeen meerdere stationaire en vlakke bewerkingen met hoge tolerantie-eisen.
Vooral de vorm- en positietoleranties zijn vrij strikt.
Deze onderdelen worden meestal gefreesd, borenDeze bewerkingen vereisen een groot aantal gereedschappen, zoals ruimen, kotteren, kotteren en draadsnijden. Het proces is een uitdaging op standaard bewerkingsmachines vanwege de vele klemmen en uitlijningen, waardoor de bewerkingsnauwkeurigheid moeilijk te garanderen is.
Bij het bewerken van behuizingsonderdelen moet de werktafel meerdere keren draaien om vier horizontale vlakken te bewerken, waardoor het gebruik van een horizontaal bewerkingscentrum geschikt is.
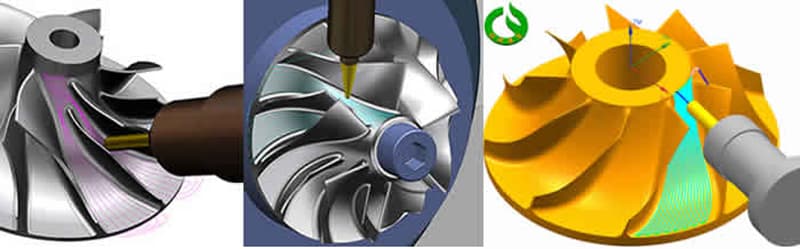
2. Complexe oppervlakken
Complexe oppervlakken spelen een belangrijke rol in mechanische productie, vooral in de lucht- en ruimtevaartindustrie. Het is een uitdaging, zo niet onmogelijk, om complexe oppervlakken te vervaardigen met conventionele bewerkingsmethoden.
Dergelijke complexe oppervlaktecomponenten omvatten een verscheidenheid aan waaiers, bolvormen, diverse gebogen oppervlaktevormende slijpmachines, propellers, propellers voor onderwatervoertuigen en andere vrije-vorm oppervlakken. Deze componenten worden het meest effectief bewerkt op een vijfassig bewerkingscentrum.
De frees werkt als een omhullende oppervlakte om sferische oppervlakken te benaderen. Bij het bewerken van complexe oppervlakken met een bewerkingscentrum is de programmeerbelasting aanzienlijk en voor de meeste taken is geautomatiseerde programmeertechnologie nodig.
3. Onregelmatige onderdelen
Onregelmatige producten, gekenmerkt door hun atypische vormen, vereisen vaak een gemengde bewerking van punten, lijnen en oppervlakken op meerdere stations. Deze werkstukken hebben meestal een slechte stijfheid, waardoor het een uitdaging is om ze te controleren. klemming vervorming en om de bewerkingsnauwkeurigheid te garanderen.
Sommige onderdelen hebben gebieden die moeilijk te bewerken zijn met conventionele bewerkingsmachines. Bij het werken met bewerkingscentra is het verstandig om geschikte technologische maatregelen te nemen, zoals enkelvoudige of dubbele klemming.
Door gebruik te maken van de gemengde bewerkingsmogelijkheden van bewerkingscentra met meerdere stations, zoals punten, lijnen en oppervlakken, kunnen meerdere of alle bewerkingsprocedures worden uitgevoerd.
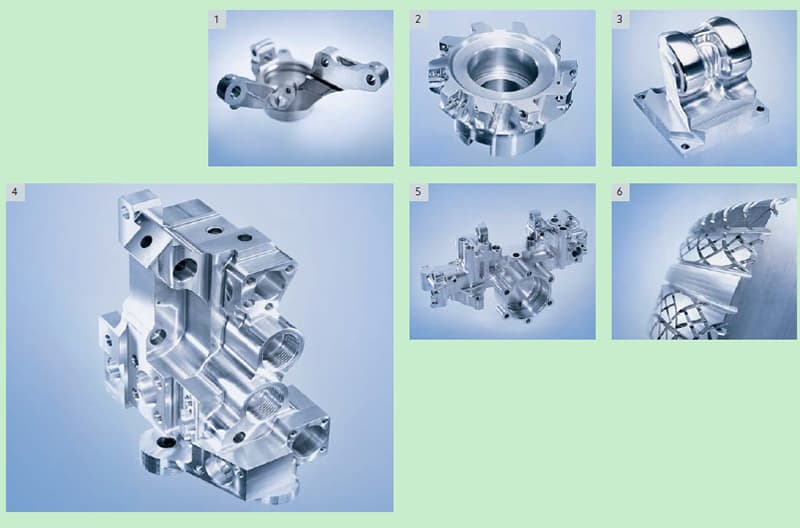
4. Geflensde onderdelen
Flensonderdelen, onderdelen met spiebanen, radiale gaten of eindvlakken met een reeks verdeelde gaten, gebogen plaat- of asonderdelen, zoals flensbussen, asonderdelen met spiebanen of vierkante uiteinden en plaatonderdelen met een uitgebreide reeks gaten, zoals diverse motordeksels.
Verticale bewerkingscentra zijn geschikt voor schijfonderdelen met verdeelde gaten op het eindoppervlak en gebogen oppervlakken, terwijl horizontale bewerkingscentra kunnen worden gekozen voor onderdelen met radiale gaten.

5. Gespecialiseerde verwerking
Nadat je de functionaliteit van het bewerkingscentrum onder de knie hebt, kun je met een combinatie van geschikte mallen en gespecialiseerde gereedschappen bepaalde unieke technische taken uitvoeren.
Deze omvatten het graveren van tekst, lijnen en patronen op metalen oppervlakken. Door een hoogfrequente vonkvoeding op de hoofdspil van het bewerkingscentrum te monteren, kan lineair gescand worden. oppervlakteverharding op metalen oppervlakken.
Door het bewerkingscentrum uit te rusten met een slijpkop met hoge snelheid kunnen bovendien kleine modulus omgekrulde conische tandwielen en diverse rondingen en oppervlakken worden geslepen.


Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











