
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
1. Principe van wrijvingslassen I. Het principe en de classificatie van wrijvingslassen (1) Het principe van wrijvingslassen Wrijvingslassen: Het is een druklasmethode die gebruik maakt van de warmte die wordt opgewekt door de onderlinge wrijving in de relatieve beweging van de contactoppervlakken van de lasdelen om een betrouwbare materiaalverbinding te krijgen. Het lasproces vindt plaats [...]

(1) Het principe van wrijvingslassen
Wrijvingslassen: Dit is een druklasmethode waarbij gebruik wordt gemaakt van de warmte die wordt opgewekt door de onderlinge wrijving in de relatieve beweging van de contactoppervlakken van de lasdelen om een betrouwbare materiaalverbinding tot stand te brengen.
Het lasproces vindt plaats onder druk, waarbij de te lassen materialen wrijving genereren door relatieve beweging, waardoor de interface en de nabijgelegen temperaturen stijgen en een thermoplastische toestand bereiken.
Wanneer de stootkracht in werking treedt, wordt de oxidelaag van de interface verbrijzeld, ondergaat het materiaal plastische vervorming en vloeit het en wordt er een verbinding gevormd door diffusie van interface-elementen en metallurgische reacties door herkristallisatie.
De lasproces voegt geen toevoegmetaal toe, heeft geen vloeimiddel nodig en gebruikt geen beschermgas. Het hele lasproces duurt slechts enkele seconden.
Snelle relatieve wrijving onder druk tussen de verbindingsoppervlakken van de twee lasstukken veroorzaakt twee effecten:
1) Het vernietigt de oxidelaag of andere verontreinigingslaag op het verbindingsoppervlak, waardoor schoon metaal bloot komt te liggen;
2) Het genereert hitte, waardoor snel een thermoplastische laag op het verbindingsoppervlak wordt gevormd. Onder het daaropvolgende wrijvingsmoment en de axiale druk worden deze verbrijzelde oxiden en een deel van de plastic laag uit het verbindingsoppervlak geëxtrudeerd om een smeltlas te vormen en het overblijvende plastic vervormde metaal vormt het lasmetaal. Het laatste stuiken zorgt ervoor dat het lasmetaal verder wordt gesmeed, waardoor een lasmetaal van goede kwaliteit wordt gevormd. lasverbinding.
Uit het lasproces kan worden afgeleid dat de wrijvingslasverbinding wordt gevormd onder het smeltpunt van het gelaste metaal, dus behoort wrijvingslassen tot de vaste-stof lasmethode.
(2) Classificatie van wrijvingslassen:
Wrijvingslassen kan worden onderverdeeld in drie typen: rotatie van het werkstuk, stilstaand werkstuk en andere bewegingen. Deze drie kunnen als volgt verder worden onderverdeeld:
1. Rotatie van het werkstuk:
2. Stationair werkstuk:
3. Andere bewegingen:
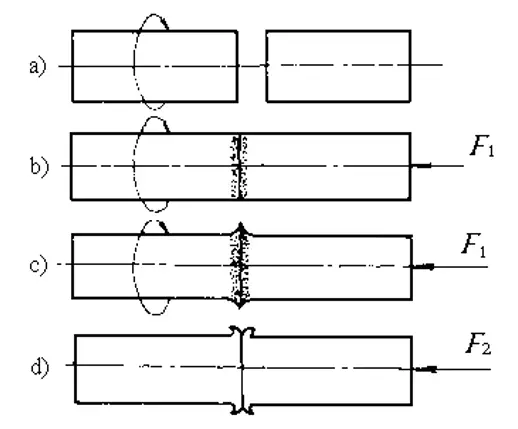
Dit is een veel voorkomende vorm van wrijvingslassen. Tijdens het lasproces wordt het werkstuk continu door de spindelmotor aangedreven om met een constante snelheid te draaien totdat de opgegeven wrijvingstijd of wrijvingsvervorming is bereikt. Daarna stopt het werkstuk onmiddellijk met draaien en begint het smeedlassen.

Het roterende uiteinde van het werkstuk wordt in het vliegwiel geklemd. Aan het begin van het lasproces worden het vliegwiel en het roterende uiteinde van het werkstuk versneld tot een bepaalde snelheid, waarna het vliegwiel wordt losgekoppeld van de hoofdmotor.
Tegelijkertijd beweegt het beweegbare uiteinde van het werkstuk naar voren. Nadat het werkstuk contact heeft gemaakt, begint het te wrijvingslassen. Tijdens het wrijvingslasverwarmingsproces wordt het vliegwiel geremd door het wrijvingskoppel en neemt de snelheid geleidelijk af. Wanneer de snelheid nul bereikt, eindigt het lasproces.

Een ringvormige ring met een afgeschuind oppervlak wordt gemonteerd op het uiteinde van een pijp met een gespleten opening. Tijdens het wrijvingslassen wordt de ring gedraaid en worden er radiale wrijvingskrachten uitgeoefend op de twee buisuiteinden. Wanneer de wrijving is beëindigd, stopt de rotatie van de ring en wordt er overstortdruk uitgeoefend.

Het werkingsprincipe van wrijvingsroerlassen is als volgt: Een roernaald met een bepaalde vorm, gemaakt van hard materiaal dat bestand is tegen hoge temperaturen, wordt rondgedraaid en diep in de rand van twee te lassen materialen gestoken.
De roerkop past de rotatie aan, waardoor een grote hoeveelheid wrijvingswarmte wordt opgewekt aan de randen van de twee lassen, waardoor een metaalplastiek zacht wordt bij de verbinding.
Deze plastische verwekingszone wordt geroerd en samengeperst onder invloed van de roerkop en stroomt terug langs de lasnaad met de rotatie van de roerkop, waardoor een plastische metaalstroom wordt gevormd. Tijdens het afkoelen nadat de roerkop is weggegaan, wordt het samengeperst om een lasverbinding in vaste fase te vormen.

De stang van het surfacemetaal roteert op hoge snelheid en oefent wrijvingsdruk uit op het moedermateriaal. Door het grote volume van het moedermateriaal, de goede warmtegeleiding en de snelle afkoelsnelheid verplaatst het wrijvingsoppervlak zich van het grensvlak tussen het strekmetaal en het moedermateriaal naar de kant van het strekmetaal.
Tegelijkertijd stolt het oppervlaktemetaal en gaat het over op het moedermateriaal om een oppervlaktelas te vormen. Wanneer het moedermateriaal roteert of beweegt ten opzichte van de stang van het oppervlaktemetaal, wordt een deknaad gevormd op het moedermateriaal.

Een van de twee te lassen werkstukken wordt vastgezet en het andere beweegt heen en weer met een bepaalde snelheid, of de twee werkstukken bewegen ten opzichte van elkaar. Onder druk genereert het raakvlak van de twee werkstukken warmte door wrijving, waardoor lassen mogelijk wordt.

Orbitaal wrijvingslassen is een nieuw ontwikkelde lasmethode die voornamelijk wordt gebruikt voor het lassen van werkstukken met een niet-ronde doorsnede.
Bij rechtlijnig orbitaal wrijvingslassen beweegt het werkstuk langs een rechtlijnige baan, waarbij een bepaalde amplitude en frequentie ervoor zorgen dat de trillingssnelheid de vereiste waarde bereikt, waardoor het lasoppervlak doen relatieve repetitieve trillingswrijving.
Bij circulair orbitaal wrijvingslassen beweegt elk massapunt van het werkstuk met dezelfde straal en snelheid en beweegt langs de cirkelbaan om het lasoppervlak relatieve bewegingswrijving te geven. Nadat de lasnaad is verwarmd tot de lastemperatuurDe wrijvingsbeweging van het werkstuk wordt gestopt en het opbuigen wordt uitgevoerd.


Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











