1. De normen voor de roest- en ontroestingsgraad van staaloppervlakken zijn gebaseerd op de nationale norm GB8923-88, bekend als "Rang van roest en ontroesting van staaloppervlakken vóór coating".
2. De standaard verdeelt de ontroesten Er zijn drie soorten: kogelstralen, hand- en elektrisch stralen en vlamontroesten.
3. Straalstralen wordt aangeduid met de letter "sa" en is onderverdeeld in vier klassen:
sa1 - licht stralen. Het stalen oppervlak heeft geen zichtbaar vet, vuil, loszittende aanslag, roest, verflagen of andere resten.
sa2 - grondig stralen. Het stalen oppervlak heeft geen zichtbaar vet, vuil en residuen, zoals kalkaanslag en roest, worden in principe verwijderd.
sa2.5 - zeer grondig stralen. Het stalen oppervlak heeft geen zichtbare vet-, vuil-, kalkaanslag-, roest-, verflagen- of andere resten en eventuele overblijvende sporen zijn slechts lichte vlekken of strepen.
sa3 - zeer schoon stralen. Het staaloppervlak heeft geen zichtbaar vet, vuil, aanslag, roest, verflagen of andere resten en het oppervlak vertoont een uniforme metaalkleur.
Handmatige ontroesting
St1 - Grondige reiniging van handgereedschap en elektrisch gereedschap:
Als je het oppervlak zonder vergroting bekijkt, moet het vrij zijn van achtergebleven olie, vet en stof. Er mag geen niet-vastzittende geoxideerde huid, roest, verf of vreemde voorwerpen zijn. Eventuele resterende verontreinigingen moeten stevig vastzitten.
St2 - Grondige ontroesting met handmatige en elektrische gereedschappen.
Het stalen oppervlak mag geen zichtbaar vet of vuil hebben en geen loszittende aanslag, roest of verflagen.
St3 - zeer grondige ontroesting met handmatige en elektrische gereedschappen.
Het staaloppervlak mag geen zichtbaar vet en vuil hebben en geen loszittende aanslag, roest of verflagen. De ontroesting moet grondiger zijn dan bij St2 en het blootgestelde deel van het substraat moet een metaalglans hebben.
Oppervlaktebehandeling is de sleutel tot een goed coatingeffect. De investering in oppervlaktebehandeling is de moeite waard. Daarom moet zorgvuldig worden nagedacht over de keuze van de methoden voor oppervlaktebehandeling en de bijpassende verfsystemen.
Het is belangrijk om internationale normen te gebruiken om de mate van oppervlaktebehandeling te meten, zoals de Zweedse norm: SIS055900 of ISO08501.
Corrosieniveaus
De hoeksteen van de normen voor oppervlaktebehandeling ligt in vier verschillende corrosieniveaus:
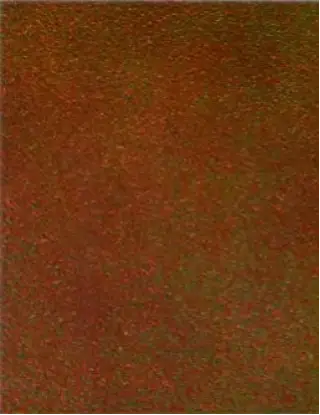
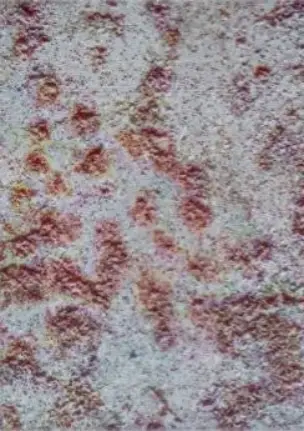
Niveau A: Het staaloppervlak is volledig bedekt met aanhechtende walshuid, vrijwel zonder roest.
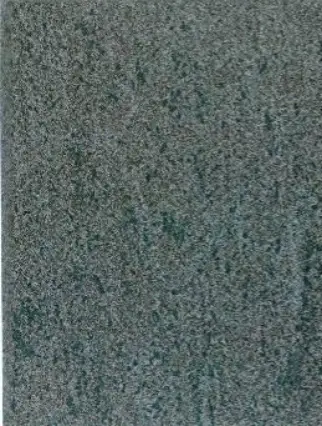
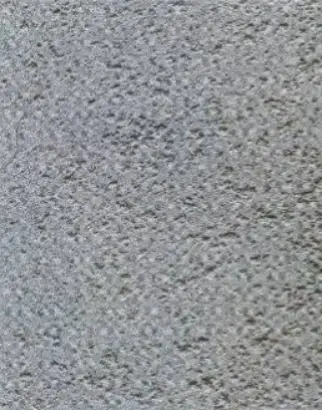
Niveau B: Het stalen oppervlak begint te roesten en de walshuid begint af te schilferen.
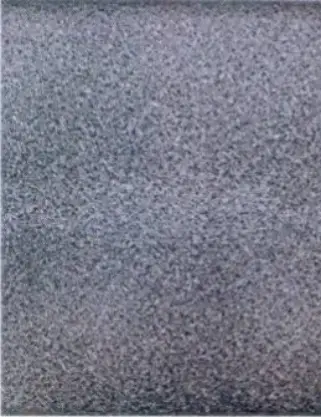
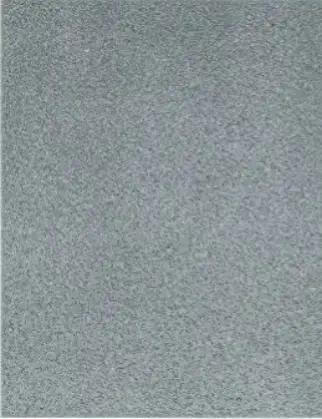
Niveau C: De walshuid op het staaloppervlak is verroest of kan eraf worden geschraapt, maar met het blote oog zijn kleine roestvlekken zichtbaar.
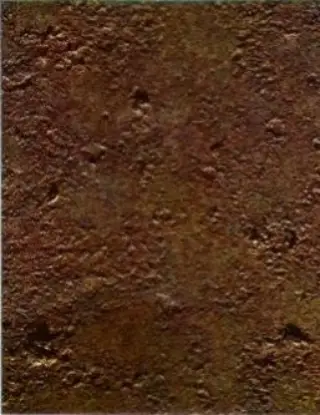
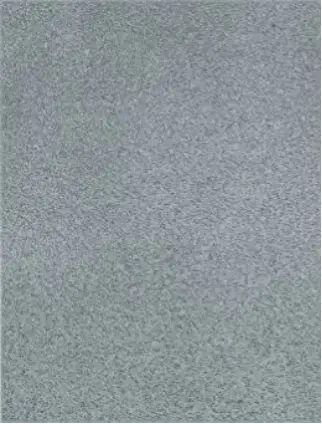
Niveau D: De walshuid op het staaloppervlak is verroest en afgebladderd, met een groot aantal roestvlekken die met het blote oog zichtbaar zijn.
Niveau voorbehandeling
Volgens SIS055900 wordt de oppervlaktebehandeling van deze corrosieniveaus uitgevoerd volgens de volgende kwaliteitsnormen voor staalborstelen en stralen:
- St - Draadborstelstandaarden St2, St3
- Sa - straalnormen Sa1, Sa2, Sa2.5, Sa3
1. Draadborstelen - St
- St1 - Grondig reinigen met handmatige en elektrische gereedschappen
Als je het oppervlak zonder vergroting bekijkt, moet het vrij zijn van achtergebleven olie, vet en stof. Er mag geen niet-vastzittende geoxideerde huid, roest, verf of vreemde voorwerpen zijn. Eventuele resterende verontreinigingen moeten stevig vastzitten.
- St2 - Grondige reiniging met handmatige en elektrische gereedschappen.
Het oppervlak moet vrij zijn van zichtbaar vet, vuil, walshuid, roest, verflagen en vreemde stoffen.
- St3 - Zeer grondige reiniging van handgereedschap en elektrisch gereedschap.
Gelijkaardig aan St2, maar moet grondiger behandeld worden dan St2, waarbij het metalen substraat een metaalglans vertoont.
Deze normen bieden belangrijke richtlijnen en hulp voor oppervlaktebehandeling. Verfleveranciers stellen over het algemeen overeenkomstige normen en eisen voor oppervlaktebehandeling op voor elk type verf.
2. Stralen - Sa
Voordat u gaat stralen, moeten alle dikke roestlagen op het oppervlak worden verwijderd. Ook zichtbare olie, vet en vuil moeten worden verwijderd. Na het stralen moet het oppervlak schoon zijn, vrij van stof en vuil.
- Kwaliteit Sa1: Licht Zandstralen Roestverwijdering
Het oppervlak moet vrij zijn van zichtbaar vet, vuil, onstabiele oxidatielagen, roest, verflagen en onzuiverheden.
- Sa2-klasse: Grondig zandstralen voor roestverwijdering
Het oppervlak moet zo goed als vrij zijn van zichtbaar vet, vuil, oxidatielagen, roest, verflagen en onzuiverheden.
- Kwaliteit Sa2.5: Zeer Grondig Zandstralen Roestverwijdering
Het oppervlak moet vrij zijn van zichtbaar vet, vuil, oxidatielagen, roest, verflagen en onzuiverheden. Restsporen mogen alleen aanwezig zijn als kleine vlek- of streepvormige verkleuringen.
- Sa3 Rang: Zandstralen Roestverwijdering om staaloppervlak schoon te maken
Het oppervlak moet vrij zijn van zichtbaar vet, vuil, oxidatielagen, roest, verflagen en onzuiverheden en een uniforme metaalglans vertonen.
- Sa4-klasse: de waarneembare zuiverheid van het staaloppervlak
Zonder vergroting moet het oppervlak vrij lijken van achtergebleven olie, vet en stof, vrij van onbevestigde oxidatielagen, roest, verf en vreemde voorwerpen en een uniforme metaalglans vertonen.
3. Vlamreiniging - Fl
Voor reiniging met een vlam moeten dikke roestlagen worden afgeschraapt en zichtbare resten, olie en vuil worden verwijderd. Na reiniging met een vlam moet het oppervlak worden geborsteld met een elektrische staalborstel.
(Vlamreiniging omvat de uiteindelijke verwijdering van bijproducten met een aangedreven staalborstel. Met een handmatige staalborstel kan geen bevredigend oppervlak worden verkregen om te schilderen).
Zonder vergroting moet het oppervlak vrij lijken van oxidatie, roest, verf en vreemde stoffen. Eventuele resten zouden alleen zichtbaar moeten zijn als een verkleuring van het oppervlak (schaduwen van verschillende kleuren).
De term "vreemde stoffen" omvat oplosbare zouten en lasslakken. Deze verontreinigingen kunnen niet volledig verwijderd worden door droog zandstralen, handmatig en aangedreven gereedschap of vlammen. In plaats daarvan moet nat zandstralen of sproeien met water worden gebruikt.
Oxides, roest en verf die kunnen worden afgeschraapt met een oliesteenschraper worden beschouwd als los hechtend. Vóór het zandstralen moeten dikke roestlagen worden afgeschraapt en zichtbare resten olie, vet en vuil moeten ook worden verwijderd. Na het zandstralen moeten stof en resten worden opgeruimd.