
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
De keuze tussen zwaartekrachtgieten en hogedrukgieten kan voor fabrikanten een ontmoedigende beslissing zijn. Moet je kiezen voor de eenvoud en kosteneffectiviteit van zwaartekrachtgieten of voor de precisie en efficiëntie van drukgieten? Dit artikel gaat in op de belangrijkste verschillen, voordelen en beperkingen van beide methoden, zodat u begrijpt welke techniek het beste past bij uw productbehoeften. Aan het eind zult u een duidelijk inzicht hebben in welke gietmethode het beste past bij de eisen van uw project, zodat u verzekerd bent van optimale prestaties en kostenefficiëntie.

Zwaartekrachtgieten is het proces waarbij gesmolten metaal in een mal wordt gespoten onder invloed van de zwaartekracht, ook wel eenvoudigweg gieten genoemd.
De bredere definitie van zwaartekrachtgieten omvat verschillende methoden, waaronder zandgieten, metaalgieten, klompgieten, verdwijngieten en kleigieten.
In engere zin verwijst zwaartekrachtgieten echter specifiek naar metaalgieten.
Metaalgieten is een moderne techniek waarbij hittebestendig gelegeerd staal om mallen te maken.
Het vloeibare metaal wordt meestal handmatig in de poort gegoten en het eindproduct wordt geproduceerd door de vormholte te vullen, te ontluchten, af te koelen en de vorm te openen door de kracht van het gewicht van het vloeibare metaal.
Het proces omvat de volgende stappen: smelten, materiaal in de mal gieten, ontluchten, afkoelen, de mal openen, warmtebehandeling en nabewerking.
Dit zijn de kenmerken van zwaartekrachtgieten:
Drukgieten is onderverdeeld in twee categorieën: hogedrukgieten en lagedrukgieten.
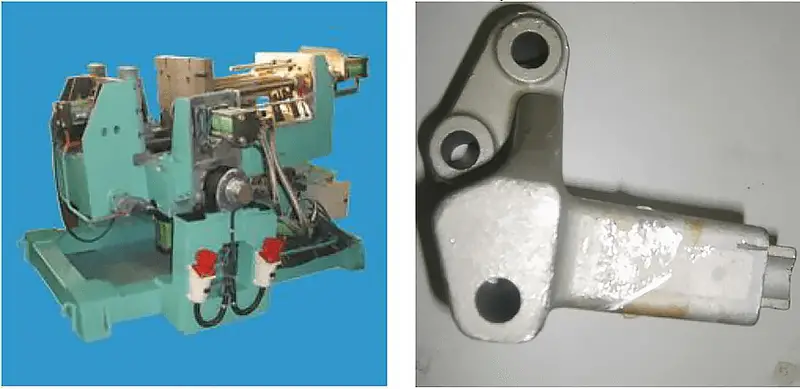
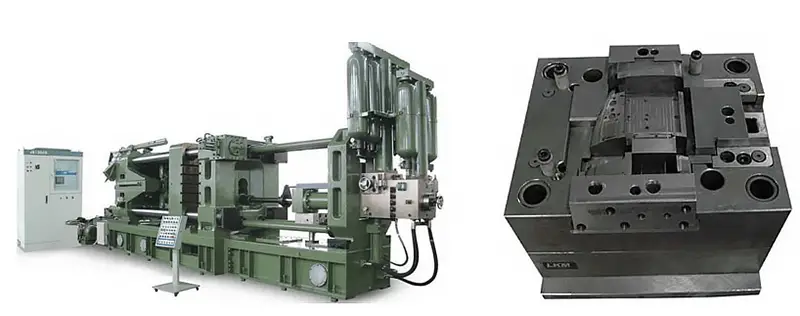
Hogedrukgieten is een giettechniek waarbij een gesmolten legering snel in de holte van een stalen mal in een drukkamer wordt gegoten en onder hoge druk stolt.
(1) De metaalvloeistof wordt onder druk in de holte gevuld en stolt door kristallisatie, meestal met een druk van 15-100 MPa.
(2) De metaalvloeistof wordt met hoge snelheid in de holte gevuld, met snelheden variërend van 10-50 m/s en in sommige gevallen zelfs meer dan 80 m/s, die door de interne poort wordt ingebracht. Dit resulteert in een zeer korte vultijd van de metaalvloeistof, meestal slechts 0,01-0,2 seconden, afhankelijk van de grootte van het gietstuk.
De kenmerken van hogedrukgieten zijn onder andere:
Hogedrukgieten heeft echter hoge matrijskosten en een lage levensduur van de matrijs.
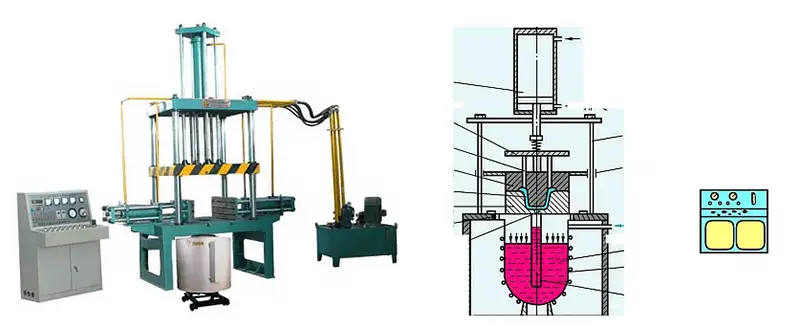
Het proces van lagedrukgiettechnologie verloopt als volgt: Droge, samengeperste lucht wordt in de afgesloten kroes of tank gebracht. Onder invloed van de gasdruk stijgt het vloeibare metaal op langs de stijgbuis en in de sprue, waardoor het soepel in de vormholte terechtkomt. De gasdruk wordt op het vloeistofniveau in de kroes gehouden tot het gietstuk volledig gestold is.
Na het stollen wordt de gasdruk op het vloeistofoppervlak opgeheven, waardoor het vloeibare metaal in de stijgbuis terugstroomt in de smeltkroes.
Tot slot wordt de mal geopend en het gietstuk verwijderd.
Lagedrukgieten verschilt aanzienlijk van hogedrukgieten op het gebied van apparatuur, proces en productprestaties.
De druk die wordt uitgeoefend bij lagedrukgieten is relatief laag, meestal tussen 20 en 60 kPa, en de drukbron is gas.
Door de lage druk wordt het product langzamer gevuld en is de productie-efficiëntie lager, maar de poreusheid van het product wordt verbeterd, waardoor het een warmtebehandeling kan ondergaan.
Over het algemeen is lagedrukgieten een balans tussen de voordelen van hogedrukgieten en zwaartekrachtgieten.
| Technieken | Schimmelkosten | Sterven leven | Poreusheid | Warmtebehandeling | Bewerkingstoelage | Afwerking oppervlak | Geschikte producten | Productie-efficiëntie | |
| Gieten onder hoge druk | complex | hoog | korte | slecht | geen | kleine | hoog | Dunwandige onderdelen | hoog |
| Gieten onder lage druk | eenvoudig | laag | lang | goed | ja | groot | hoog | Middenwanddelen | medium |
| Gieten op zwaartekracht | eenvoudig | laag | lang | goed | ja | groot | laag | Dikwandige onderdelen | laag |
De kracht van aluminiumlegeringen kan sterk variëren door verschillen in grondstoffen. Spuitgietproducten hebben daarentegen een hoge dichtheid en sterkte omdat ze onder hoge druk worden gevormd. Zo hebben A380 spuitgietproducten een sterkte van 360MPa en een rek van slechts 3,7%.
Zwaartekrachtgietproducten hebben over het algemeen een lagere sterkte in vergelijking met gegoten producten. Zo heeft ZL101A een sterkte van 310MPa na warmtebehandeling, maar met een rek van 5-6%. Er zijn ook materialen, zoals ZL201a en ZL204a, met een sterkte van meer dan 380MPa.
Bij het kiezen van een productieproces is de wanddikte van het product de belangrijkste overweging. Hogedrukgieten is een zeer efficiënt proces en zou de eerste keuze moeten zijn zolang het productieproces en de productprestaties aan de eisen voldoen. Als de wanddikte van het product echter groter is dan 8 mm, voldoet hogedrukgieten mogelijk niet aan de gewenste sterkte vanwege interne poriën, in welk geval zwaartekrachtgieten of lagedrukgieten kan worden overwogen.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











