
Lasergraveersnelheidstabel: 12 soorten materialen
Heb je ooit geworsteld met het vinden van de perfecte lasergraveersnelheid? In deze blogpost verkennen we de ins en outs van lasergraveersnelheidstabellen. Onze deskundige...
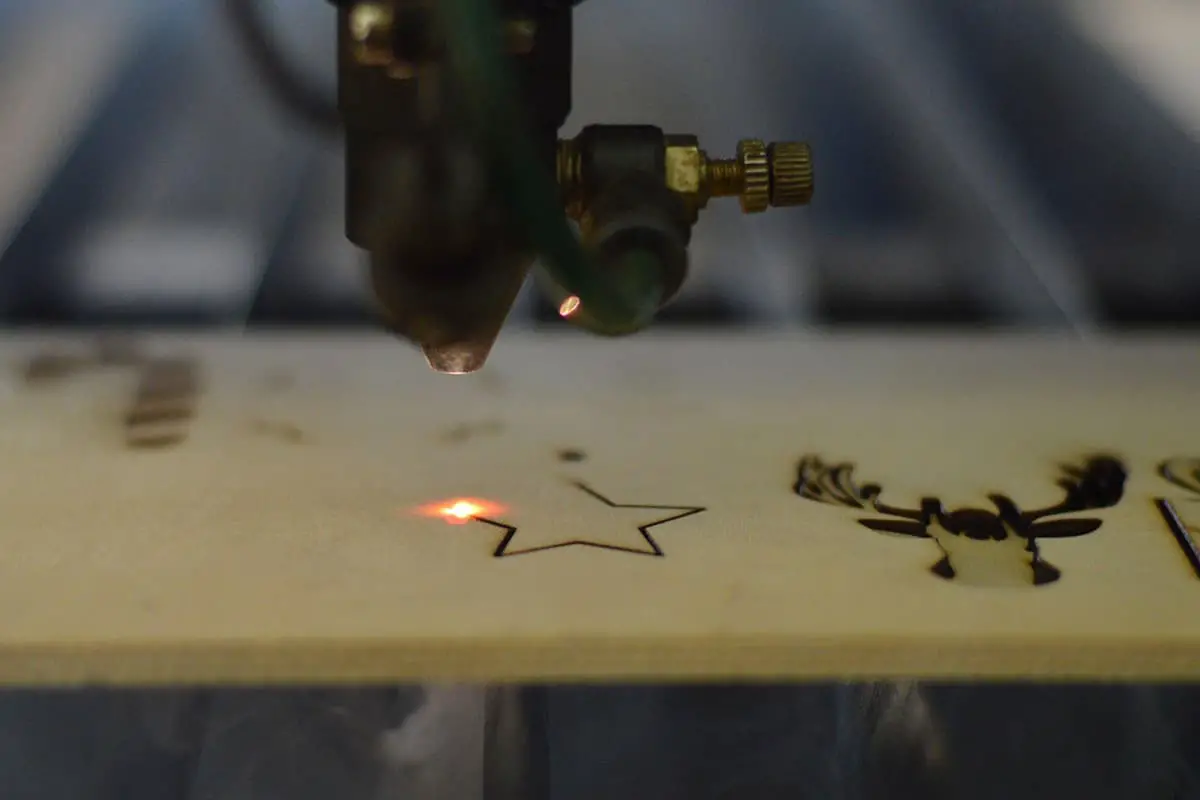
Heb je je ooit afgevraagd hoe ingewikkelde ontwerpen zo precies op verschillende materialen worden geëtst? Dit artikel duikt in de fascinerende wereld van lasergraveermachines en beschrijft hun werking, veiligheidsmaatregelen en belangrijkste kenmerken. Van installatietips tot het afstellen van de focus, u krijgt inzicht in het maximaliseren van efficiëntie en het garanderen van veiligheid tijdens het werken met deze high-tech apparaten. Bereid je voor om de essentie en complexiteit van lasergraveren te ontdekken en ervoor te zorgen dat je projecten vlekkeloos verlopen.
★ Voordat het apparaat wordt gebruikt, moet de gebruiker deze handleiding zorgvuldig doorlezen en zich strikt houden aan de bedieningsprocedures.
★ Laserbewerking kan risico's met zich meebrengen. Gebruikers moeten zorgvuldig overwegen of het te bewerken object geschikt is voor laserbewerking.
★ Het verwerkte object en de emissies ervan moeten voldoen aan de plaatselijke wet- en regelgeving.
★ Dit apparaat maakt gebruik van een Klasse 4 laser (intense laserstraling) die de volgende ongevallen kunnen veroorzaken:
1. Ontsteek brandbare materialen in de buurt.
2. Tijdens laserbewerkingAfhankelijk van het object dat wordt verwerkt, kunnen er andere straling en giftige of schadelijke gassen worden gegenereerd.
3. Directe blootstelling aan laserstraling kan lichamelijk letsel veroorzaken.
Daarom moet de locatie waar de apparatuur wordt gebruikt uitgerust zijn met brandbestrijdingsapparatuur en is de opeenhoping van brandbare of explosieve voorwerpen rond de werkplek en apparatuur ten strengste verboden. Ventilatie moet te allen tijde worden gehandhaafd.
★ De omgeving waar de apparatuur zich bevindt moet droog zijn, vrij van vervuiling, trillingen, sterke elektriciteit en magnetische interferentie. De omgevingstemperatuur moet tussen 10-35°C liggen en de luchtvochtigheid moet 5-95% zijn (geen condensatie).
★ De werkspanning van het apparaat is AC220V, 50HZ. Schakel het apparaat niet in als de netspanning onstabiel is of niet overeenkomt.
★ De graveermachine en alle aanverwante apparatuur moeten stevig geaard zijn voor gebruik.
★ Als de apparatuur is ingeschakeld, moet deze worden bewaakt door een speciaal daarvoor aangewezen persoon. In geval van een anomalie moeten alle stroomvoorzieningen onmiddellijk worden afgesloten en moeten overeenkomstige maatregelen actief worden genomen. Alle stroomtoevoer moet worden afgesloten voordat u het apparaat verlaat en onbevoegd verlaten is ten strengste verboden.
★ Plaats geen irrelevante voorwerpen met totale of diffuse reflectie in de apparatuur om te voorkomen dat laserreflecties op het menselijk lichaam of brandbare voorwerpen.
★ De apparatuur moet uit de buurt worden gehouden van elektrische apparaten die gevoelig zijn voor elektromagnetische interferentie, aangezien de apparatuur elektromagnetische interferentie kan genereren.
★ Er bevinden zich hoge spanningen of andere potentiële gevaren in de laserapparatuur. Demontage door niet-professionals is ten strengste verboden.
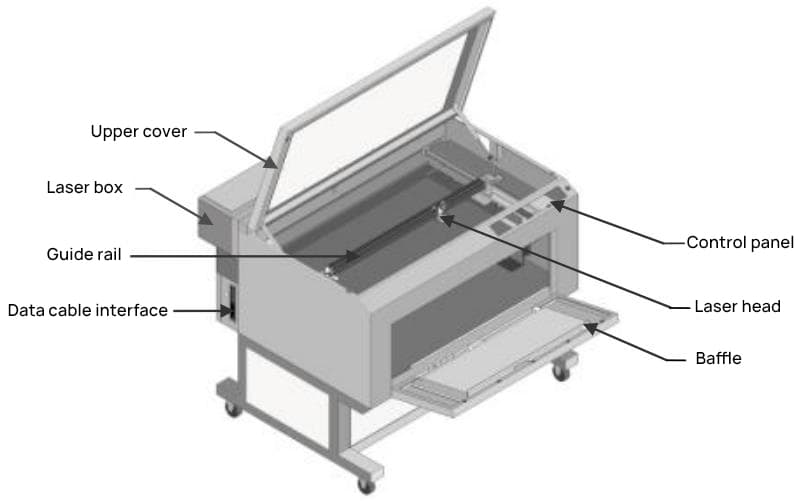
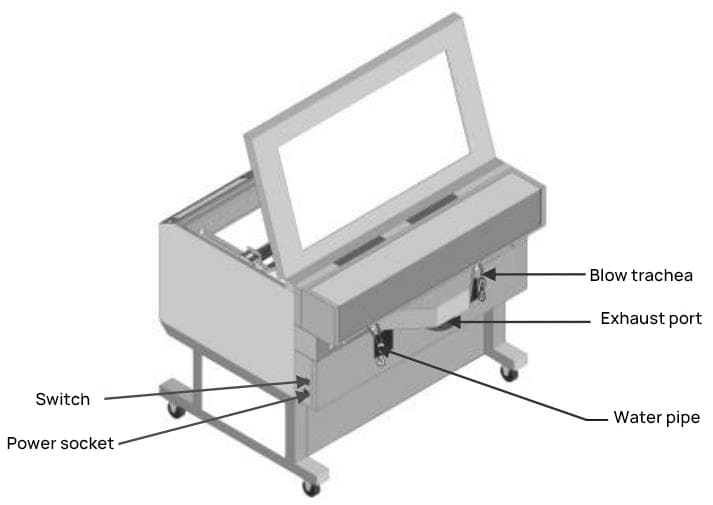
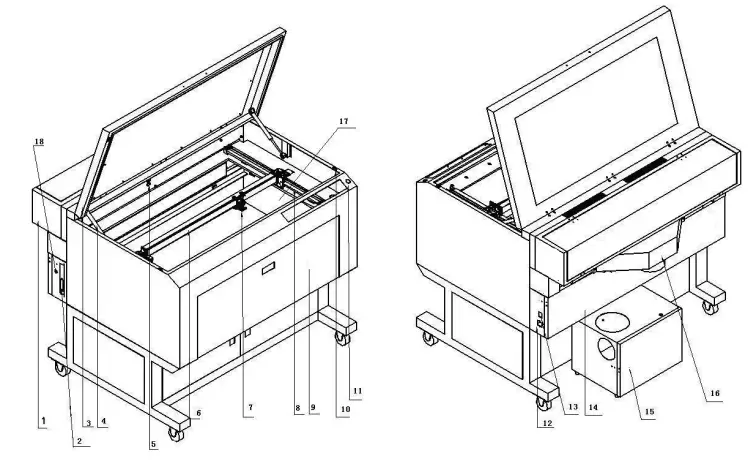
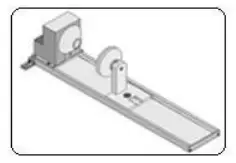
Het uiterlijk van de machine is weergegeven in Figuur 1-1 en Figuur 1-2:
Naast de hoofdgraveermachine moet uw pakket de volgende accessoires bevatten (onder voorbehoud van fysiek item; optionele accessoires zijn niet inbegrepen in het pakket):
 Waterpomp |  Luchtpomp | 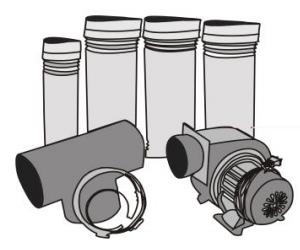 Centrifugaalventilator, uitlaatpijp, T-stuk |
 Netsnoer |  Datakabel (printerkabel) |  Stekkerdoos |
 ACE Software, Oprichter lettertypenbibliotheek |  Encryptiedongle |
De lasergraveermachine van de D-serie (hierna de graveermachine genoemd) is een hightech product waarin optica, mechanica en elektronica geïntegreerd zijn en dat bestuurd wordt door een computer voor laserwerking. Er zijn twee modellen: D80M en D80RF, met de volgende kenmerken:
Breed scala aan toepassingen
De graveur biedt twee verwerkingsmethoden: snijden en graveren. Snijden verwijst naar de machinale verwerking langs de contouren van afbeeldingen of tekst, met de mogelijkheid tot kleurgesegmenteerd snijden, d.w.z. snijden tot verschillende dieptes afhankelijk van de kleuren van de lijnen die in de software zijn ingesteld. Graveren verwijst naar het rij per rij verwerken van de volledige afbeelding of tekst volgens een bitmap.
In de graveermodus kan het graveerprogramma graveerbewegingen uitvoeren, dat wil zeggen een schuin oppervlak graveren aan de basis van de verhoogde lijnen om hun kracht te vergroten, geschikt voor het maken van zegels en het afdrukken van rubberen platen. De scanmodus kan halftoonafbeeldingen maken, waarbij de dichtheid van de punten wordt gebruikt om de kleurdiepte weer te geven, waarbij het eindproduct lijkt op een zwart-witfoto.
Deze graveur kan worden gebruikt voor het snijden en graveren van textiel en leer, maar ook voor de productie van handwerk, borden, enz.
Veelzijdigheid van materialen
Geschikt voor gewone niet-metalen materialen zoals bamboe, hout, acryl, kunststof, leer, tweekleurige platen, textiel, papier, rubber, enz.
Hoge verwerkingskwaliteit
Met een resolutieprecisie van 0,025 mm biedt het gladde snijlijnen, geen gekartelde randen, kleine openingen en een nauwkeurige aanpassing van krommingen. Tijdens het graveren en scannen kan het nauwkeurig bitmapafbeeldingen met fijne rasterpunten uitvoeren. De gegraveerde of gescande afbeeldingen en foto's kunnen wedijveren met die van geïmporteerde lasergraveerapparaten.
Gebruiksgemak
De graveur wordt geleverd met de door ons bedrijf ontwikkelde ACE Art Engraving software, die gebruiksvriendelijk is en beschikbaar in zowel de Chinese als de Engelse versie. Gebruikers kunnen ook een printerstuurprogramma installeren om bestanden rechtstreeks te bewerken en uit te voeren vanuit verschillende Windows-toepassingen zoals Photoshop, CorelDraw, Word, AutoCAD, enz.
Ingenieuze structuur
Hij is uitgerust met een automatische heftafel en kan werkstukken tot 250 mm dik verwerken.
De voor- en achterkant van de machinebehuizing zijn met elkaar verbonden, waardoor materiaal onbeperkt in Y-richting kan worden ingevoerd en het verwerkingsgebied wordt vergroot.
De werktafel is flexibel configureerbaar en kan worden aangepast aan verschillende verwerkingsmethoden en materialen.
Uitstekende werkomgeving
Het is schoon, maakt weinig lawaai en kan afval tot een minimum beperken, waardoor de kosten dalen.
1.4. Belangrijkste technische parameters
| Model | D80M | D80RF |
| Werkoppervlak (mm) | 800*500*250(X*Y*Z) | |
| Z-asbeweging van de werktafel | 0-250(mm) | |
| Bedrijfsmodus | Graveren/Scannen/Snijden | |
| Scansnelheid (mm/s) | Instelbaar van 0 tot 800 mm/s | |
| Snijsnelheid (mm/s) | Instelbaar van 0 tot 3800 mm/s | |
| Helling graveren | 360° helling, met vrij instelbare hellinggrootte | |
| Kleurmarkering | Tot 256 lagen kleurscheidingssnijden, verschillende kleuren kunnen verschillende snelheden, energieniveaus, sequenties en andere parameters regelen | |
| Kwaliteit laserstraal | Binnenlandse lasers: 1,4±0,3, geïmporteerde lasers: 1.2±0.2 | |
| Diameter laservlek | Binnenlandse lasers: 6±2mm, geïmporteerde lasers: 4±1mm | |
| Resolutie | 10000 dpi | |
| Positioneringsnauwkeurigheid (mm) | 0,025 mm | |
| Werkspanning (V) | 220V 50HZ | |
| Totaal vermogen | 800W | |
| Afmetingen (mm) | 1250*1120*1060 | |
| Nettogewicht (kg) | 140 kg | |
| Laserapparaat | 40W CO2 glaslaser/30W geïmporteerde radiofrequentie verpakt Metalen laser | |
| Optisch systeem | In Amerika geïmporteerde optische onderdelen, nauwkeurig gepositioneerd met een roodlichtpositioneringssysteem. | |
| Besturingssysteem | Windows98/2000/XP | |
| Ondersteunde taal | Schakelen tussen Chinees en Engels gaat naadloos en er zijn meertalige interface-opties beschikbaar op basis van de wensen van de klant. | |
| Interface-software | Echte Zhengtian speciale tekensoftware, AutoCad, CorelDraw, Photoshop, CAXA en anderen. | |
| Software-eigenschappen | Het authentieke Zhengtian stuurprogramma gebruikt een uniek intelligent voorspellingsalgoritme en een verbeterd besturingsalgoritme. Dit stuurprogramma is gebaseerd op het Windows-platform en biedt een scala aan functies, waarbij het apparaat wordt behandeld als een standaard Windows-printer. Het kan direct worden uitgevoerd vanuit verschillende lay-outsoftware zoals Word, Coreldraw, Photoshop, Autocad, CAXA, waardoor het handiger in gebruik is. Met ons onafhankelijk ontwikkelde padoptimalisatiesysteem kan de verwerkingsefficiëntie worden verhoogd met 30%-50%. | |
| Besturingsmodus | Het embedded motion control platform, uitgerust met een uitgebreid opslagsysteem, kan gelijktijdig 99 bestanden opslaan en demonstreert de snelle gegevensverwerking. Het zorgt voor snelle verwerking en uitvoer, biedt mogelijkheden voor dialoog tussen mens en machine en maakt parameterinstellingen rechtstreeks via de interface van het bedieningspaneel mogelijk. | |
| Belangrijkste kenmerken | Platform met automatische hoogteaanpassing, cilindrisch graveren en snijden. | |
| Veiligheidsbeveiligingssysteem | Beveiligingssysteem met geforceerde waterkoeling; veiligheidssysteem voor de watertemperatuur; automatisch alarmsysteem voor temperatuurregeling; automatische pauzefunctie wanneer de werkcabine wordt geopend; bedrijfsmodus voor gesloten lichtpad. | |
| Apparaatinterface | USB-overdracht maakt één-op-veel en veel-op-één bediening mogelijk. Het ondersteunt lokale netwerkuitvoer en kan offline worden gebruikt. | |
| Roterende bevestiging (optioneel) | Klem cilinders met diameters van 8 tot 150 millimeter. | |
Een compleet werkend systeem bestaat uit de hoofdeenheid van de lasergraveermachine, de laser, waterpomp, watertank, luchtpomp, centrifugaalventilator, uitlaatpijp, afzuigventilator of luchtreiniger, communicatiekabel, enz. Afhankelijk van de werkbehoeften configureren gebruikers hun eigen computer, printer, scanner, enz.
Om transportveiligheid te garanderen, is de laser apart verpakt; daarom moet de laser eerst worden geïnstalleerd, zoals getoond in Figuur 2-1.
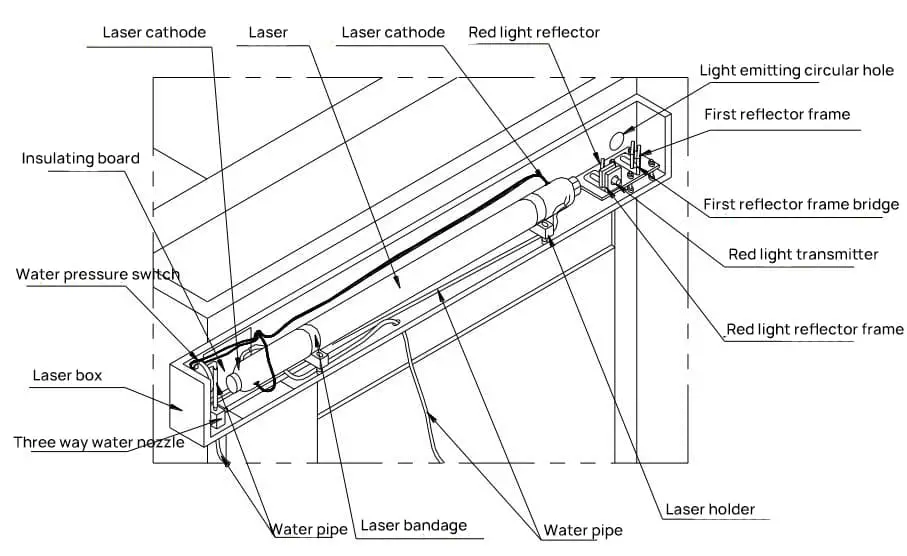
Stap Een: Open de laserkast aan de achterkant van het hoofdtoestel en neem de laserbuis eruit.
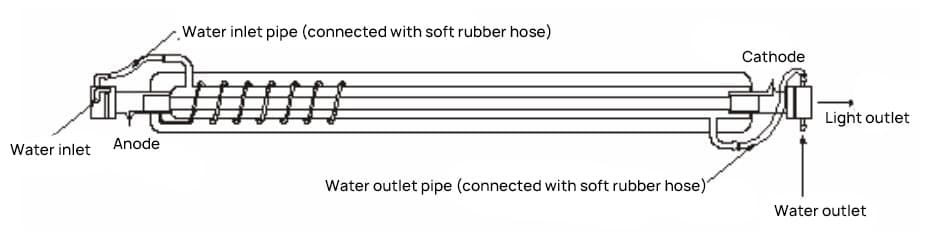
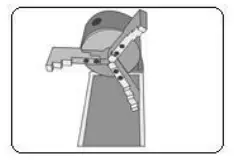
Het uiteinde van de laser dat licht uitzendt is de negatieve pool, met een cirkelvormig gat aan het negatieve uiteinde; het positieve uiteinde is massief en de spiraalvormige luchtretourbuis in de laser bevindt zich vaak aan het positieve uiteinde (zoals getoond in Figuur 2-2).
Stap twee: Bevestig de laser op de laserstoel in de laserkast.
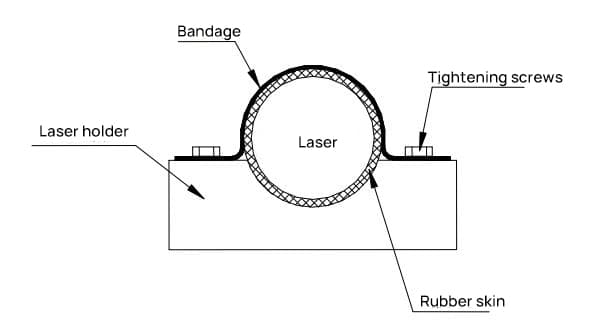
Bevestig eerst één zijde van de laserriem aan de laserstoel met een M4 schroef (Let op: niet eerst vastdraaien), wikkel de groene rubber rond de juiste positie op de laser met crêpepapier, plaats het met groene rubber omwikkelde deel van de laser op de laserstoel, draai de schroeven aan beide zijden van de riem vast en bevestig de laser op de laserstoel (Let op: na het vastdraaien kan de laser niet bewegen en heeft de riem de pakking op de schroef al geraakt, maar gebruik niet te veel kracht om te voorkomen dat de laser breekt). Zoals getoond in Figuur 2-3.
Stap drie: Externe bedrading van de laser.
Verbind de positieve en negatieve draden van de laser (het uiteinde van de laser dat licht uitzendt is de negatieve pool, het positieve uiteinde is massief, er is een rond gat aan het negatieve uiteinde, en de spiraalvormige luchtretourbuis in de laser bevindt zich vaak aan het positieve uiteinde).
Sluit de positieve pool aan op de rode hoogspanningslijn en de negatieve pool op de negatieve gele lijn. De methode is: wikkel de metaaldraad in de elektrische draad rond de wolfraamstaaf van de laser, plaats de beschermende rubberen buis en injecteer 703 lijm om het blootliggende geleidende deel volledig onder te dompelen (zoals getoond in Figuur 2-4).
Opmerking: Isoleer de hoogspanning goed, anders kan dit gevaar opleveren.

Stap Vier: Sluit de inlaat- en uitlaatpijpen aan op respectievelijk de laserwaterinlaat en -uitlaat met zachte rubberen slangen (zoals getoond in Figuur 2-2).
Draai de laserbuis iets, pas de positie van de uitlaatpijp aan zodat deze verticaal lager staat dan de inlaatpijp. Draai vervolgens de bevestigingsschroef van de laserzitting vast.
Aan de rechterkant van de behuizing van de graveermachine bevinden zich het stopcontact, de data-interface en de aan/uit-schakelaar (zie Afbeelding 2-5).
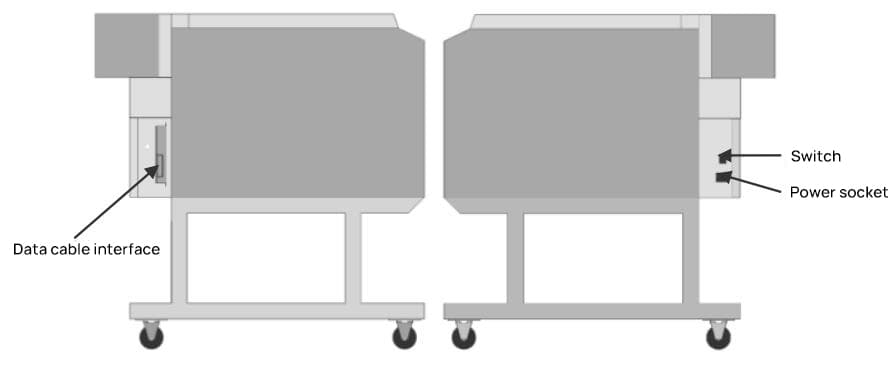
Stap 1: Sluit het netsnoer aan op een 220V/50Hz wisselstroombron om het apparaat van stroom te voorzien.
Stap 2: Sluit het ene uiteinde van de datakabel aan op de data-interface van de machine en het andere uiteinde op de computer om gegevens naar de graveermachine te sturen.
Opmerking: Zet de graveermachine pas aan als het koelwatersysteem correct is ingesteld.
Glasbuislasers genereren warmte tijdens het gebruik. Als ze niet op tijd gekoeld worden, kunnen de lasers scheuren en beschadigd raken en kan het koelwater de normale lichtemissie van de lasers beïnvloeden. Daarom is een goede watercirculatie uiterst belangrijk tijdens de werking van de graveermachine.
Opmerking: De koelwatercirculatie moet ingeschakeld zijn voordat u de lasergraveermachine gebruikt.
De aansluitmethode voor het koelwater is als volgt:
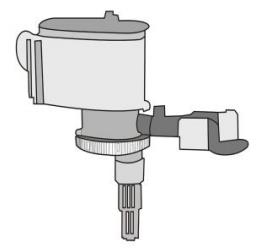
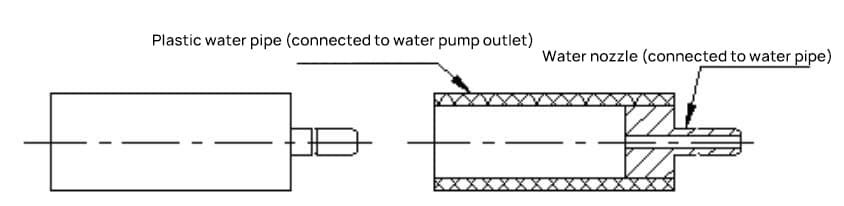
Stap 1: Het waterpomppakket bevat een watersproeier (zoals getoond in Figuur 2-8).
Plaats een uiteinde van de plastic waterslang op het watermondstuk in heet water. Zodra de plastic slang lichtjes uitzet, steek je hem op de wateruitlaat van de pomp om te dienen als overgang tussen de pompuitlaat en de waterinlaat van de machine.
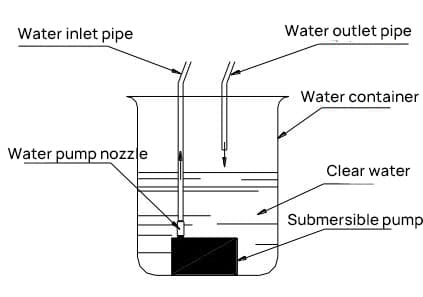
Stap 2: Vul een bak van ruim 5 liter met schoon water en plaats de waterpomp erin.
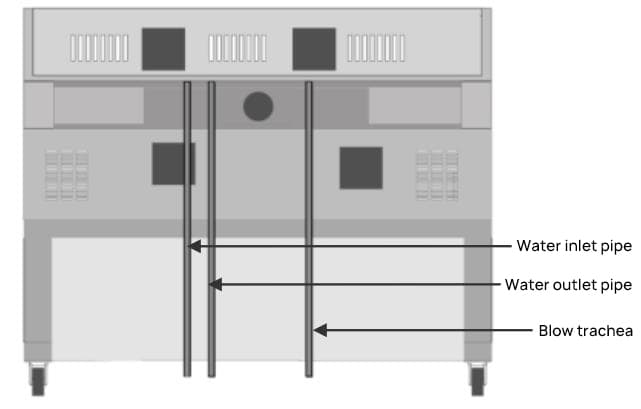
Stap 3: Sluit de "waterinlaatpijp" buiten de laserkast aan op de watersproeier op de waterpomp en plaats de andere "wateruitlaatpijp" direct in de watercontainer. (De waterinlaatpijp wordt aangesloten vanaf de drieweg-waterstraalpijp in de laserkast).
Stap 4: Schakel de stroom naar de waterpomp in en controleer de circulatie van het koelwater. U kunt als volgt bepalen of de circulatie van het koelwater normaal is: Pak de waterleiding op in de container die niet is aangesloten op de waterpomp.
Als het water soepel en stabiel stroomt, betekent dit dat het koelwatersysteem goed werkt. Als het water niet stroomt of niet soepel stroomt, controleer dan of de waterleiding en de waterpomp beschadigd zijn en of de waterleiding goed is aangesloten.
2.4.1. De luchtpomp aansluiten
Steek de blaaspijp aan de achterkant van de graveermachine (zie Afbeelding 2-6) in de luchtpomp. Nadat u de stroom naar de luchtpomp hebt ingeschakeld, wordt de blaaspoort van de laserkop begint te werken.
Het blazen van lucht op het te bewerken materiaal tijdens het bewerken koelt het oppervlak niet alleen snel af, maar blaast ook al het vuil weg dat tijdens het bewerken ontstaat, waardoor de kwaliteit van het werk gegarandeerd blijft.
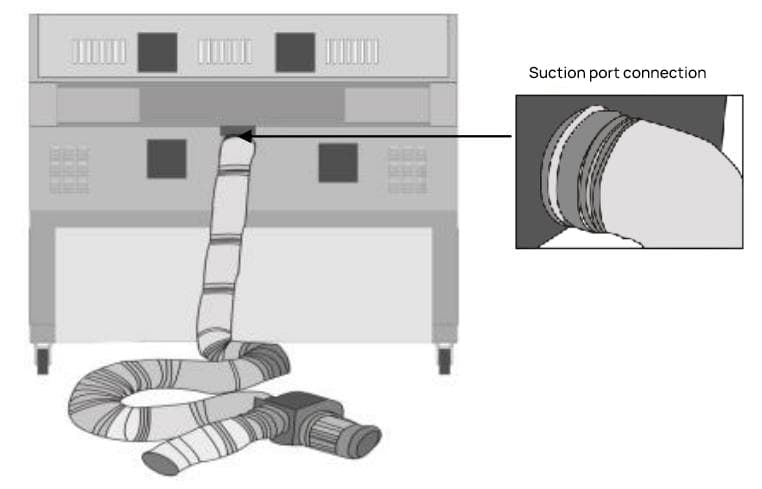
2.4.2. Stofverwijderingssysteem
De graveermachine van de D-serie gebruikt een uitlaat aan de achterkant. De uitlaat wordt gebruikt om afvalgassen af te voeren die ontstaan tijdens het verwerken van niet-metalen materialen.
Bevestig eerst de achterste uitlaatkast aan de achterkant van de behuizing, sluit de uitlaatpijp aan op de uitlaatpoort en sluit de uitlaatventilator of luchtreiniger aan via een driewegs buis, zoals getoond in Figuur 2-9:
De lasergraveermachine is een nauwkeurig optisch instrument en er worden hoge eisen gesteld aan de afstelling van het lichtpad. Als de laser niet vanuit het midden van elke lens wordt aangestuurd, zal dit het graveerresultaat beïnvloeden.
Daarom is het afstellen van het lichtpad uiterst belangrijk tijdens de installatie en het gebruik van de lasergraveermachine. Let bij het afstellen op het volgende het lichtpad:
De laser is onzichtbaar, dus plaats je lichaam niet in het lichtpad om te voorkomen dat je verbrandt door de laser. Probeer bij het instellen van het lichtpad uw lichaam te laten blokkeren door de behuizing en ga op een plek staan waar het licht niet kan komen.
Voordat je het lichtpad aanpast, moet je de externe bedrading aansluiten, het koelwater installeren en het stof verwijderen. ventilatiesysteemen zorg ervoor dat de machine goed geaard is. Pas het lichtpad niet aan als de koelwatercirculatie niet goed is.
2.5.1. Het ingangspunt van de laserstraal bepalen
Bij het aanpassen van het lichtpad is de eerste stap het bepalen van het ingangspunt van de laserstraal, wat als volgt wordt gedaan:
Stap 1: Zet de stroom op de ampèremeter op nul, druk op de knop "Hoogspanningsemissie", druk dan op de knop "Handmatige emissie", stel de stroom zo af dat de uitgangsstroom klein is (ongeveer 4 milliampère), in staat om de polyesterfilm in 2 seconden te doorboren, en til dan de knop "Handmatige emissie" op.
Stap 2: Neem een stuk transparante polyesterfolie dat gebruikt wordt voor het positioneren en bedek het voor de lens (Opmerking: de folie mag niet te dicht bij de lens liggen, om te voorkomen dat de lens besmet raakt met gesmolten materiaal wanneer de laser de folie verbrandt), druk snel op de knop "Manual Emission" (Handmatige emissie) en til de folie vervolgens op.
De positie waar de laserstraal een rond gat op de film brandt, komt overeen met het ingangspunt op de lens (soms worden er twee ronde gaten op de film gebrand, het kleinste wordt gebrand door de straal die door de lens wordt gereflecteerd, en de hoek gevormd door het invallend punt en het reflectiepunt kan ruwweg de richting van het lichtpad weergeven).
Als de twee spiegels ver uit elkaar staan, moet u eerst de richting van het lichtpad tussen de twee spiegels bepalen. De specifieke methode is: Plaats de polyester film in het lichtpad tussen de twee spiegels en beweeg van de positie dicht bij de vorige spiegel naar de volgende spiegel, zoek het lichtpad van dichtbij naar ver weg, en elke keer als de polyester film een bepaalde afstand beweegt, druk op de knop "Handmatige emissie" en til hem dan op, waardoor elke laser de polyester film moet raken om de richting van het lichtpad tussen de twee spiegels te vinden.
Opmerking: Voordat je het lichtpad aanpast, moet je er eerst voor zorgen dat het lichtemissiepunt van de laser en het midden van de eerste reflecterende spiegelhouder ongeveer op dezelfde horizontale hoogte liggen, en dat het gereflecteerde licht van de eerste reflecterende spiegel uit het lichtgat op de laserkast kan worden geschoten, en er tegelijkertijd voor zorgen dat het midden van de eerste reflecterende spiegel en de tweede reflecterende spiegel op dezelfde horizontale hoogte liggen.
Als blijkt dat ze niet op dezelfde horizontale hoogte staan, moet je de hoogte van de eerste reflecterende spiegelhouderbrug en de laser aanpassen.
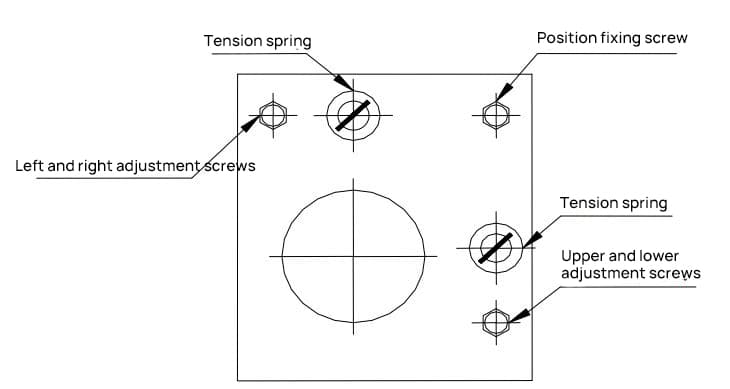
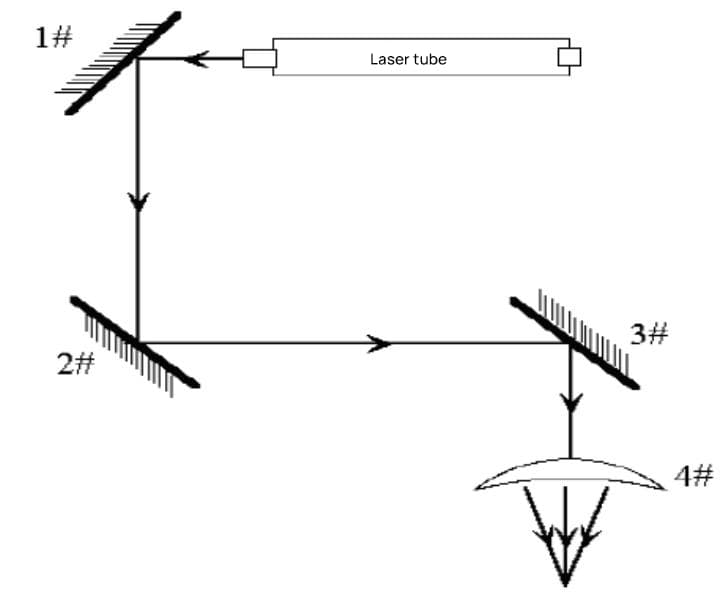
2.5.2. Principe van lichtpadaanpassing
Het lichtpad wordt voornamelijk aangepast door de afbuighoek van de spiegel te verstellen. Er zitten drie schroeven achter de 1e en 2e spiegelhouder en het uit- en inkrimpen van de schroeven bepaalt de hoek van de spiegel. Het specifieke principe wordt getoond in de figuren 2-10 en 2-11:
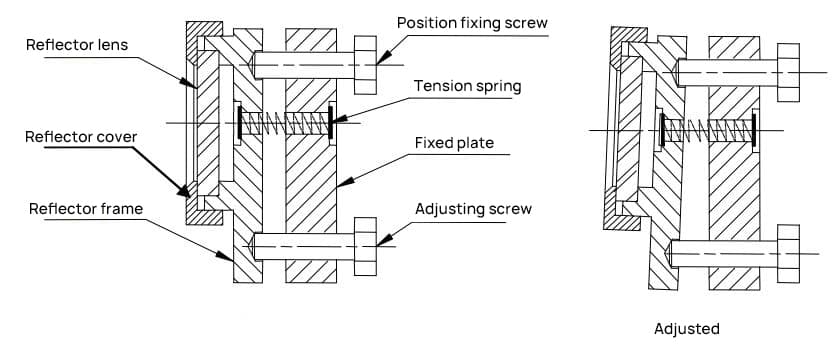
Bij het verstellen van de linker en rechter stelschroeven van de vorige spiegelbeugel zal de beugel draaien om de verticale as gevormd door de positiebevestigingsschroef en de op/neer stelschroef, waardoor het invalspunt op de volgende spiegel naar links of rechts verschuift.
Wanneer je de stelschroef voor omhoog-omlaag verstelt, draait de spiegel om de horizontale as die wordt gevormd door de stelschroef voor positiebevestiging en de stelschroef voor links-rechts, waardoor het invalspunt op de volgende spiegel omhoog of omlaag beweegt.
Bij het verstellen van de positiebevestigingsschroef zal de spiegel draaien om de schuine as die gevormd wordt door de links-rechts stelschroef en de omhoog-omlaag stelschroef, waardoor het invalspunt op de volgende spiegel tegelijkertijd in zowel links-rechtse als omhoog-omlaag richtingen zal bewegen.
Vanwege de grote afmetingen van de machine en het lange lichtpad tussen de vorige en volgende spiegels, moet u kleine aanpassingen maken aan de drie stelschroeven op de spiegel bij het aanpassen van het lichtpad.
2.5.3. Methode voor aanpassing van het lichtpad
Het lichtpad van de machine en de structuur van de laserkop worden getoond in Figuren 2-12 en 2-13:
Bij het afstellen van het lichtpad moet elke spiegel eerst zo worden afgesteld dat hij ongeveer loodrecht op het horizontale oppervlak staat en een hoek van 45° met de X-richting aanhoudt. Op dat moment moet de lengte van de drie stelschroeven tussen de spiegelbeugel en de bevestigingsplaat van de beugel ongeveer gelijk zijn.
Stap 1: Stel eerst de lichtstraal afkomstig van de laserbuis zo af dat deze het midden van spiegel #1 raakt (methode zie 2.5.1).
Stap 2: bevestig dubbelzijdige tape (of ander materiaal om markeringen aan te brengen) op de instelbeugel voor het lichtpad van spiegel #2, verplaats de dwarsbalk naar de positie die het dichtst bij de laserbuis is, schiet met de spot (regel de juiste lichtintensiteit) en maak een markering (opmerking: om te voorkomen dat laserstraling mensen schaadt, gebruikt u eerst een stuk karton om de positie van de lichtvlek bij benadering te testen en pas dan aan).

Stap 3: Verplaats de dwarsbalk geleidelijk naar de positie die het verst van de laserbuis is verwijderd, schiet met de punt en maak een markering.
Stap 4: Als de twee merktekens niet samenvallen, stel dan spiegel #1 bij om de middelpunten van de twee merktekens uit te lijnen.
Stap 5: Herhaal stappen twee tot en met vier totdat de middelpunten van de twee markeringen elkaar volledig overlappen.
Stap 6: Bevestig dubbelzijdige tape (of ander materiaal voor het maken van markeringen) voor spiegel #3, verplaats de trolley (laserkop) naar de positie het dichtst bij spiegel #2, maak een spotshot (regel de juiste lichtintensiteit) en maak een markering.
Stap 7: Verplaats de trolley (laserkop) geleidelijk naar de positie die het verst verwijderd is van spiegel #2, schiet met spot (gebruik bij voorkeur eerst een stuk karton om de positie van de lichtvlek bij benadering te testen om letsel te voorkomen) en maak een markering.
Stap 8: Als de twee merktekens niet samenvallen, stel dan spiegel #2 bij om de middelpunten van de twee merktekens uit te lijnen.
Stap 9: Herhaal stap zes tot acht totdat de middelpunten van de twee markeringen volledig overlappen.
Stap 10: Bevestig dubbelzijdige tape op het lichtinvalpunt van de focuslenscilinder onder spiegel #3, schiet ter plaatse en maak een markering. Als het in het midden is, is het geslaagd.
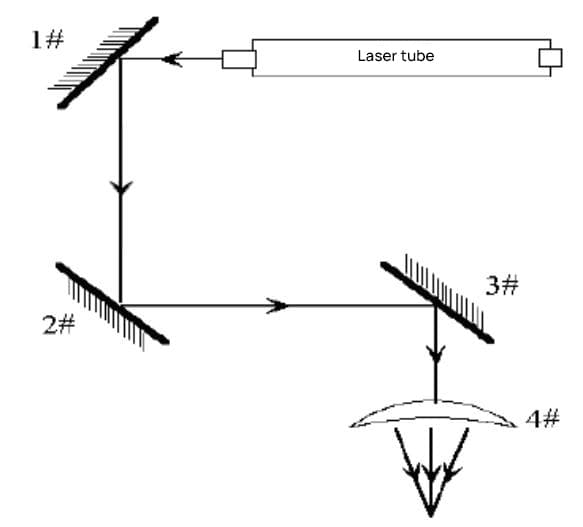
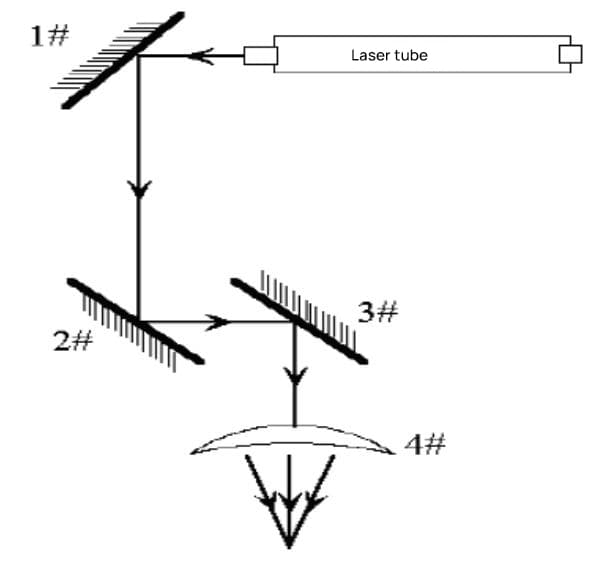
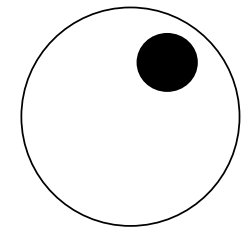
Stap 11: Als de laser niet in het midden van het lichtinvalpunt valt, zoals in de onderstaande afbeelding:
Verticale afwijking: De laserbuis kan alleen omhoog of omlaag worden gebracht.
Horizontale afwijking: De laserbuis kan alleen naar binnen of naar buiten worden versteld.
In dit geval is het landingspunt boven en buiten. Daarom moet de laserbuis worden neergelaten en dan opnieuw beginnen vanaf de eerste stap.
Opmerking: Bovenstaande werkzaamheden moeten worden uitgevoerd door een operator die een professionele training heeft gevolgd.
Effectief graveren vereist een kleine laserspot en geconcentreerd vermogen. Alleen met deze twee voorwaarden kan er nauwkeurig en diep gegraveerd worden. Wanneer de laserstraal voor het eerst uit de laser komt, is zijn diameter ongeveer 3 millimeter, de vermogensdichtheid is laag en hij kan niet graveren.
Na te zijn scherpgesteld door de focuslens, is de straal in het brandpunt dunner, met een diameter van ongeveer 0,1 millimeter en dit is de optimale positie om te graveren. Daarom is het fixeren van het te graveren vlak op het brandpunt van de focuslens een eerste vereiste voor succesvol graveren.
2.6.1. Eenvoudig scherpstellen
De focuslens wordt in de focuslensbuis geplaatst. Na het losdraaien van de borgschroef op de penvormige laserkopklem, kan de buis van de focuslens op en neer bewegen in de klem (zie Afbeelding 2-14). Het brandpuntsvlak bevindt zich 8 mm onder de onderkant van de focusseerlensbuis. De machineaccessoires bevatten een 8 mm dik acryl scherpstelblok om het brandpuntsvlak te bepalen.
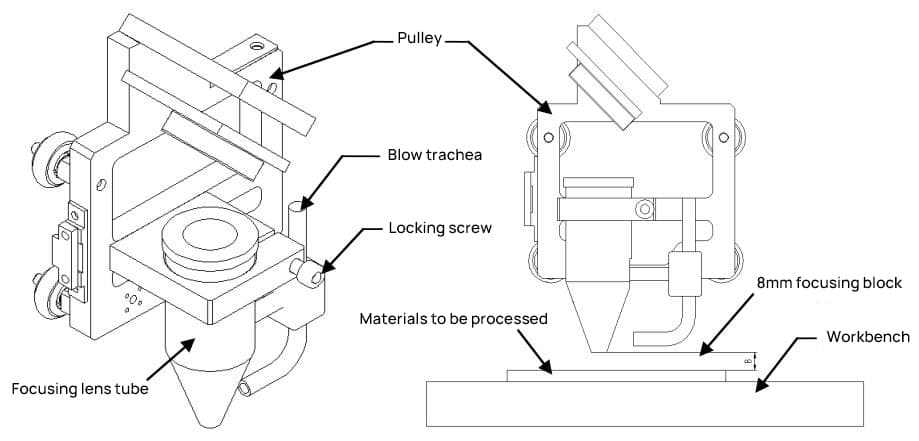
Plaats voor het instellen van de brandpuntsafstand het te bewerken materiaal op de werkbank en plaats vervolgens het scherpstelblok op het oppervlak van het materiaal. Draai de borgschroef van de penvormige laserkopklem los en beweeg de focusseerlensbuis op en neer zodat de onderkant van de lensbuis het glazen blok raakt. Op dit punt ligt het oppervlak van het te bewerken materiaal op het brandpuntsvlak. Pas de hoogte van het brandpunt aan als dat nodig is en draai vervolgens de borgschroef vast.
2.6.2. Complexe scherpstelling
De brandpuntsafstand wordt bepaald door de focuslens en verschillende focuslenzen kunnen een iets andere brandpuntsafstand hebben. Wanneer u een nieuwe scherpstellens vervangt, moet u de positie van de buis van de scherpstellens daarom als volgt opnieuw afstellen:
Stap 1: Druk op de "hoogspanningsschakelaar", druk vervolgens op de knop "handmatige lichtemissie", stel de laseruitgangsstroom in op ongeveer 5 milliampère en til vervolgens de knop "handmatige lichtemissie" op.
Stap twee: Zoek het focuspunt.
1) Kantel het acrylglas en plaats het op de werkbank, het zijoppervlak ervan maakt een hoek van ongeveer 50 tot 60 graden met het oppervlak van de werkbank.
2) Verplaats de focuslens met de bewegingstoetsen op het bedieningspaneel naar een geschikte positie boven het acrylglas.
3) Druk op de knop "handmatige lichtemissie" en beweeg de focuslens in de X-richting, laat de laser een lijn trekken die dik is aan beide uiteinden en dun in het midden op het transparante acrylglas. Til dan de knop "handmatige lichtemissie" op. Het dunste punt op de lijn is de positie van het brandpunt.
Stap drie: Meet de afstand van het dunste punt op het transparante acrylglas tot het bodemoppervlak van de buis van de focuslens. Deze afstand kan worden gebruikt als referentiewaarde om de hoogte van het brandpunt van de focuslens aan te passen tijdens het latere graveren.
Schakel de aan/uit-schakelaar in en pas nadat u voor een goede circulatie van het koelwater hebt gezorgd, kunt u op de knoppen "hoogspanningsschakelaar" en "handmatige lichtemissie" drukken en de uitgangsstroom aanpassen door aan de stroomregelknop op het bedieningspaneel te draaien. Op dit punt straalt de laser licht uit.
Waarschuwing: De laser zendt onzichtbaar licht uit, dus steek je hand niet in het optische pad om brandwonden te voorkomen. Je kunt een positionerende polyester film in het optische pad steken om te bepalen of het licht wordt uitgezonden.
Spanning
De externe spanning moet de standaard 220V/50Hz spanning gebruiken. Hoge of lage en onstabiele spanningen zullen de werking van de graveermachine beïnvloeden. laservermogenVerkorte levensduur van de laser, enz. Als er problemen zijn met de voedingsspanning, moet er een spanningsstabilisator worden geïnstalleerd.
Temperatuur
Voor een normale werking van het circulerende water moet de omgevingstemperatuur tussen 10℃~35℃ worden gehouden. Wanneer de kamertemperatuur hoog is of de graveertijd lang, let dan op de temperatuur van het circulerende water. Een hoge watertemperatuur verzwakt het koelingseffect en beïnvloedt de normale lichtemissie van de laser. Verhoog indien nodig de hoeveelheid circulerend water in de container en ververs het water regelmatig.
Vochtigheid
In de graveermachine bestaat een hoogspanningsomgeving en een hoge vochtigheid kan gemakkelijk een hoogspanningsontsteking veroorzaken, wat zeer gevaarlijk is. Graveren in een te vochtige omgeving is dus ten strengste verboden en de binnenkant van de behuizing van de machine moet droog worden gehouden.
Daarnaast kunnen te droge omgevingen en airconditioners er gemakkelijk voor zorgen dat statische elektriciteit zich ophoopt op het oppervlak van de behuizing van de machine, wat fouten in de gegevensoverdracht veroorzaakt. Een goede aarding kan statische elektriciteit afvoeren, vooral als de voeding geen aardedraad heeft, moet deze worden geaard volgens de methode die in hoofdstuk 2 wordt geïntroduceerd.
Water
Koelwater is essentieel voor de graveermachine. Als het leidingwater te hard is, moet het worden vervangen door zuiver water om te voorkomen dat kalkaanslag de laser blokkeert. Het circulerende water moet ook schoon worden gehouden.
Netheid
Het verwerken van plastic, leer en rubber zal corrosieve zuurafzettingen produceren, die niet alleen de coating van de lens vernietigen maar ook onherstelbare schade aan de printplaat veroorzaken. Daarom moeten de graveerresten elke dag worden schoongemaakt en moeten alle roestgevoelige onderdelen worden afgeveegd met machineolie.
Het is ook belangrijk dat het ventilatie- en stofverwijderingssysteem vrij is. De afzuigpoort, uitlaatpijp en afzuigventilator moeten regelmatig worden gedemonteerd en gereinigd om een soepele afvoer van afvalgassen en stof te garanderen.
Het bedieningspaneel bevindt zich rechts vooraan op de machine en is verantwoordelijk voor de stroomregeling, handmatige lichtuitstoot en handmatige bediening van de X- en Y-beweging van de graveermachine. Zoals getoond in Afbeelding 3-1:

De functies van de verschillende onderdelen op het bedieningspaneel zijn als volgt:
RST-knop: Zachte resetknop. Wanneer deze wordt ingedrukt, wordt het huidige verwerkingsbestand geannuleerd en gaat het apparaat terug naar de startpositie rechtsboven.
↑Knop: Menuselectieknop. Wordt gebruikt om menu's op het LCD-scherm te selecteren.
Licht/↓knop: Multifunctionele knop. Selectieknop menu omlaag. Wanneer het scherm "Lichtpad aanpassen (aan)" toont, regelt deze knop de lichtpadschakelaar. Als deze knop wordt ingedrukt, straalt de laser licht uit. Door op de "OK"-toets en "Esc"-toets te drukken, wordt de elevatie van de werktafel geregeld.
OK-knop: Wijzig de lichtpadstatus; ga naar het menu op het volgende niveau; bevestig wijzigingen en sla ze op; nadat de gegevens in het geheugen zijn opgeslagen, kan de uitvoer van de in het geheugen opgeslagen gegevens worden herhaald door op deze knop te drukken.
Esc-knop: Het huidige menu verlaten, terugkeren naar het vorige menu; het opslaan van wijzigingen annuleren.
Knop voor positionering laserkop: Bestaat uit richtingsknoppen omhoog, omlaag, links en rechts. In offline werkmodus (wanneer de computer geen gegevens naar de graveur heeft gestuurd), zal het indrukken van een van deze knoppen de laserkop in de richting bewegen die door de pijl wordt aangegeven.
F-knop: Positieknop. Als deze knop wordt ingedrukt, gaat het indicatorlampje in de rechterbovenhoek branden en worden de huidige positiecoördinaten van de wagen ingesteld als de oorsprong van de verwerking.
Knop omhoog: Druk op deze knop om het werktafeloppervlak omhoog te zetten.
Knop Omlaag: Druk op deze knop om het werktafelblad te laten zakken.
Stroomregelknop: Met deze knop stel je de uitgangsstroom in; rechtsom draaien verhoogt de stroom, linksom draaien verlaagt de stroom. Als je tegelijkertijd op de "hoogspanningsschakelaar" en de "handmatige lichtuitvoer" drukt, kun je de grootte van de uitgangsstroom op de ampèremeter zien. (Opmerking: Beweeg tijdens het afstellen eerst de focuslens uit het materiaal om verbranding van het verwerkingsmateriaal te voorkomen).
Hoogspanningsschakelaar: Na het indrukken van deze schakelaar levert de laservoeding hoogspanning aan de laser volgens het commando. Voor het graveren moet de hoogspanningsschakelaar worden ingedrukt, anders geeft de laser geen licht.
Handmatige lichtuitvoer: Druk na het indrukken van de "hoogspanningsschakelaar" nogmaals op deze schakelaar en de laser zal continu licht uitstralen volgens de huidige grootte die wordt aangegeven door de "uitgangsstroom".
"!" Knop: Knop voor harde reset. Na het indrukken van deze knop start het apparaat opnieuw op, wordt de data-interface opnieuw verbonden en keert het terug naar de oorspronkelijke staat na het opstarten.
Ampèremeter: De aflezing op de ampèremeter is de actuele uitgangsstroom van de graveur, die gerelateerd is aan het uitgangsvermogen van de laser. De stroom van de graveur kan worden aangepast.
Vloeibaar-kristalscherm: Bij het opstarten en de zelfinspectie verschijnen de volgende opties op het displayscherm:
Druk op OK om de status van het lichtpad te wijzigen.
Gebruik de pijltjestoets omhoog om door het menu te navigeren. Druk op de OK-toets om over te schakelen naar de modus Aanpassing lichtpad en op het display verschijnt:
Druk op dit punt op de licht/omlaag pijltoets om handmatig een laserstraal te produceren, die gebruikt kan worden om het lichtpad en de focus aan te passen.
Wanneer de graveermachine in werking is, verschijnt op het display:
Dit komt overeen met de tijd die nodig is om het bestand te verwerken.
Gedurende deze tijd brandt het rode lampje van de BUSY-indicator. Als u op de pauzeknop drukt, klinkt er een zoemer en gaat het rode lampje knipperen.
Stap 1: Installeer de laser, sluit het koelwater en het stofafzuigsysteem aan (zie details in paragraaf 2.1, 2.3, 2.4). Zet de waterpomp, luchtpomp, afzuigventilator of luchtreiniger aan en controleer of de koelwatercirculatie goed werkt. Opmerking: Het is ten strengste verboden de machine te gebruiken als de koelwatercirculatie niet goed werkt om laserschade te voorkomen.
Stap 2: Sluit het netsnoer, de printkabel en de aarddraad aan (zie details in paragraaf 2.2). Zorg ervoor dat het netsnoer van de graveermachine, de printkabel en de aarddraad correct zijn aangesloten voor u de stroom inschakelt voor zowel de graveermachine als de computer.
Stap 3: Pas het lichtpad aan. Omdat de lasergraveermachine een optisch precisie-instrument is, moet het lichtpad zeer nauwkeurig worden afgesteld. Als de laser niet het midden van elke spiegel raakt, zal dit de graveerkwaliteit beïnvloeden. Gebruikers wordt aangeraden om voor elke bewerking altijd te controleren of het lichtpad goed functioneert (zie bedieningsmethode in sectie 2.5). Opmerking: Alleen professioneel opgeleide operators mogen het lichtpad aanpassen.
Stap 4: Printstuurprogramma's, USB-dongle stuurprogramma's en ACE-software installeren (zie de ACE softwarehandleiding en de gebruikershandleiding van het printerstuurprogramma).
Stap 5: Grafische bewerking. Gebruik de ACE graveersoftware om de inhoud en de gravure te regelen. Je kunt ook *.Bmp of *.Plt bestanden die vooraf voorbereid zijn, importeren in de ACE software (zie specifieke bedieningsmethoden in de handleiding van de ACE software).
Stap 6: Positionering verwerken. Als de lay-out klaar is, moet je de verwerkingspositie bepalen voordat je het materiaal plaatst. De methode voor het positioneren van de bewerking is als volgt: Verwijder het te bewerken materiaal, leg een stuk papier op de werktafel, klik op het "Positioning Frame" icoon in de ACE software op basis van de voltooide lay-out. De graveermachine zal dan een positioneringskader tekenen op het papier (opmerking: gebruik een kleine stroomsterkte op dit moment, zie de handleiding van de ACE software voor specifieke bedieningsmethodes).
Stap 7: Verwerkingsparameters bepalen. De parameters zijn interval, snelheid en stroomsterkte. Het verwerkingsinterval verwijst naar of de puntmatrix rij per rij of met een interval wordt uitgevoerd tijdens het graveren en scannen; de verwerkingssnelheid verwijst naar de bewegingssnelheid van de dwarsbalk en de slede; de verwerkingsstroom verwijst naar de stroom van de laser.
Verschillende verwerkingsmethodes, materialen, graveerdieptes en snijdieptes vereisen verschillende parameters. Deze moeten ingesteld worden volgens de materiaaleigenschappen en verwerkingsvereisten voor verwerking en vereisen vaak experimenten. Als de laser lange tijd is gebruikt, zal het uitgangsvermogen afnemen, dus verhoog de uitgangsstroom indien nodig.
Het interval en de snelheid worden ingesteld in de software en er zijn twee methoden om de stroomsterkte aan te passen:
Direct aanpassen op het bedieningspaneel. Druk na het indrukken van de "High Voltage Switch" op "Manual Light Emission" en draai vervolgens aan de stroomregelknop om de stroom in te stellen. De stroom die op dat moment op de ampèremeter wordt weergegeven, is de maximale uitgangsstroom.
Deze methode moet worden gebruikt om de maximale stroom in te stellen voor elke verwerking (let op: verwijder het verwerkingsmateriaal voordat u de stroom instelt om schade te voorkomen).
Aanpassen in de software. Verschillende verwerkingsobjecten kunnen worden ingesteld op verschillende verwerkingsmethodes in de software, en verschillende verwerkingsmethodes kunnen verschillende vermogensniveaus instellen.
Het vermogenspercentage kan worden gedefinieerd in het vermogensniveau om de stroom te regelen (zie de handleiding van de ACE-software voor specifieke bewerkingen). De werkelijke stroomoutput tijdens de verwerking is de handmatig ingestelde stroom maal het vermogenspercentage van elke verwerkingsmethode.
Een andere manier om het uitgangsvermogen te regelen is om lijnen op verschillende kleuren in te stellen tijdens het bewerken van afbeeldingen, en de vermogenspercentages worden bepaald door de kleur (zie de handleiding van de ACE software voor specifieke bewerkingen).
Stap 8: Werkmateriaal plaatsen en focussen
Zorg ervoor dat "Handmatige emissie" niet is ingedrukt en plaats vervolgens het werkmateriaal in het positioneringsframe op het witte papier. Stel de hoogte van de heftafel van de slede zo in dat de afstand van het verwerkingsoppervlak tot het oppervlak onder de afzuigkap 8 mm bedraagt. Op dit punt bevindt het te verwerken oppervlak zich in het brandvlak van de condensorlens (zie hoofdstuk 2.6 voor meer informatie).
Stap 9 Verwerking van gegevensuitvoer
Na het plaatsen van het werkmateriaal, genereert en voert u de gegevens in de computer in, waarna de graveermachine begint met verwerken (raadpleeg de gebruikershandleiding van de ACE-software voor specifieke bedieningsmethoden).
Opmerking: Controleer voordat u gegevens uitvoert of de "Hoogspanningsschakelaar" is ingedrukt, maar druk niet op "Handmatige emissie".
Stap 10: Voltooiing van de verwerking
Na voltooiing van de verwerking klinkt er een geluidssignaal. Als de koelwatercirculatie tijdens het proces abnormaal is, zal het proces automatisch stoppen totdat de koelwatercirculatie weer normaal is. Maak na de verwerking de werkbank schoon en houd de graveermachine schoon.
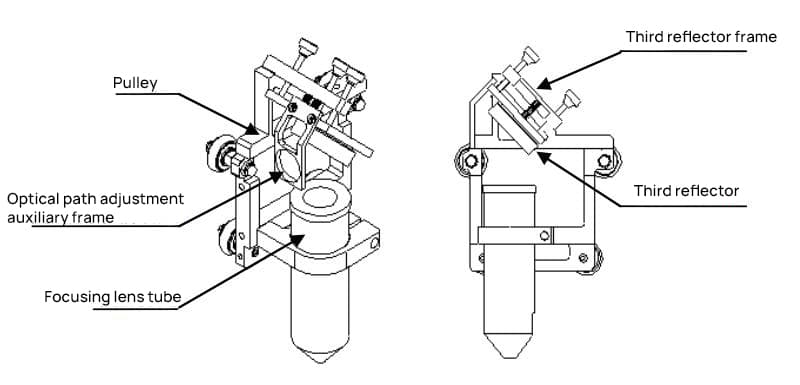
4.1. Machinestructuur
4.2.1. Laser
Uitgerust met een huishoudelijke CO2 laser, geïmporteerde radiofrequentielasers kunnen ook worden geconfigureerd.
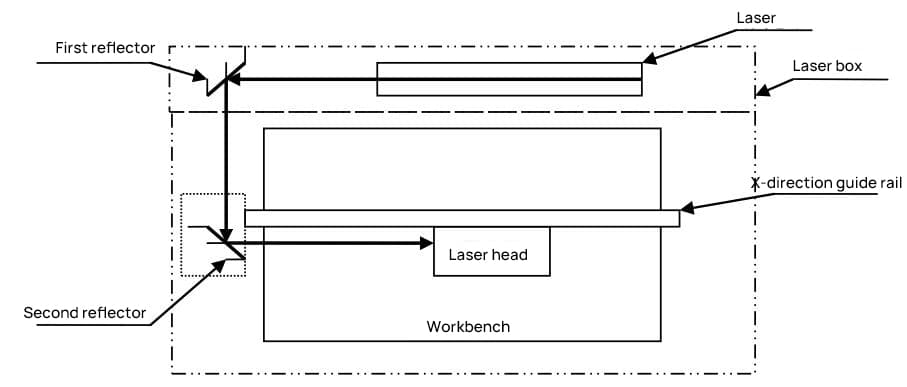
4.2.2. Lichtpadensysteem
Bevat drie reflecterende spiegels en een focuslens. Het licht dat door de laser wordt geproduceerd, wordt door de spiegels gereflecteerd en valt op de focusseerlens, waarna het door de focusseerlens wordt geconcentreerd tot een bruikbare straal. De eerste reflectiespiegel bevindt zich in de laserkast, de tweede spiegel kan met de dwarsbalk in de Y-richting bewegen en de derde spiegel en focuslens bevinden zich beide in de laserkop (Afbeelding 4-1).
4.2.3. Laservoeding
De laservoeding is geïnstalleerd aan de onderkant van de achterkant van de behuizing van de graveermachine (Afbeelding 4-1), die de 220V wisselstroom omzet in de hoogspanning die de laser nodig heeft. De voeding moet worden geconfigureerd volgens het vermogen van de laser.
4.3.1. Hoofdbord
De hoofdprintplaat is geïnstalleerd aan de rechterkant van de behuizing van de graveermachine. Als belangrijkste besturingscomponent van de lasergraveermachine analyseert en converteert de printplaat de van de computer ontvangen gegevens en stuurt ze vervolgens door naar de lasergraveermachine. (Zie Bijlage 3 voor het elektrische aansluitschema)
4.3.2. Bodem
De onderkaart wordt naast de hoofdkaart geïnstalleerd. De belangrijkste functie is het aandrijven van de motor, het leveren van werkstroom voor de hoofdprintplaat en het doorgeven van de werkstatus van elke component aan de hoofdprintplaat, zodat de hoofdprintplaat de werking van de machine kan regelen. (Zie bijlage 3 voor het elektrische aansluitschema)
4.3.3. Bedieningspaneel
Het bedieningspaneel bevindt zich aan de rechtervoorkant van de machine. Zie paragraaf 3.2 voor meer informatie over specifiek gebruik en functies.
De werktafel biedt een flexibele configuratie en automatische hoogteverstelling. Afhankelijk van de bewerkingsmethoden en materialen kunnen verschillende tafelopstellingen worden geselecteerd.
Vlakke tafel - Geschikt voor de productie van rubberen platen en andere gangbare materiaalbewerkingen.
Messtriptafel - Geschikt voor bijvoorbeeld het snijden van acryl (optioneel).
Honingraattafel - Geschikt voor het snijden van textiel, leer en andere materialen (optioneel).
Plaats het materiaal tijdens het bewerken direct op de werktafel. Voor lichtere materialen of materialen die gevoelig zijn voor thermische vervorming, gebruik je gewichten om de randen vast te houden of gebruik je dubbelzijdige tape om het vast te kleven aan de werktafel. Aangepaste opspanningen kunnen ook gebruikt worden volgens specifieke behoeften.
4.5.1. Watercirculatiesysteem (van toepassing op huishoudelijke buislasers)
Het watercirculatiesysteem bestaat uit inlaat- en uitlaatpijpen en een dompelpomp. De buislaser wordt verwarmd tijdens het gebruik.
Als de laser niet tijdig wordt gekoeld, kan hij scheuren en beschadigd raken. Daarom moeten graveermachines met buislasers zorgen voor een goede watercirculatie tijdens het gebruik. Dit is erg belangrijk bij het gebruik van een buislasergraveermachine en moet speciale aandacht krijgen.
Deze serie lasergraveermachines is uitgerust met een watertekortalarm. Als de koelwatercirculatie in de laser abnormaal is, geeft de graveermachine een alarm en stopt met werken totdat de koelwatercirculatie is hersteld.
4.5.2. Stofafzuiging en ventilatiesysteem
Het stofafzuig- en ventilatiesysteem bestaat uit een luchtpomp, luchtblaaspijp, luchtreiniger (of afzuigventilator) en afzuigpijp. Door lucht te blazen wordt niet alleen het verwerkingsoppervlak snel gekoeld, maar worden ook stof en ander vuil dat tijdens het proces ontstaat weggeblazen, zodat de verwerkingskwaliteit gewaarborgd blijft.
Veel niet-metalen materialen produceren een prikkelend gas tijdens het laseren, waardoor het gebruik van een luchtreiniger (of afzuigventilator) nodig is om het gas af te voeren. Deze serie lasergraveermachines maakt gebruik van een afzuigmethode aan de achterkant (Opmerking: de luchtreiniger is een optioneel accessoire dat apart moet worden aangeschaft; deze graveermachine wordt alleen geleverd met een afzuigventilator).
Het roterende hulpstuk is een optioneel accessoire dat voornamelijk gebruikt wordt voor het bewerken van cilindrische voorwerpen. Het gebruik ervan overstijgt de grenzen van tweedimensionale verwerking en maakt het mogelijk om voorwerpen zoals penhouders en trofeeën te verwerken, waardoor het verwerkingsbereik van de gebruiker aanzienlijk wordt vergroot.
Er zijn drie soorten roterende hulpstukken: grote, kleine en drieklauwige roterende hulpstukken:
Kan cilinders vasthouden met een diameter van 5~20 millimeter
Kan cilinders bevatten met een diameter van 8~100 millimeter
Kan cilinders bevatten met een diameter van 160~260 millimeter
1. Dit product is een geavanceerde technologie die optica, mechanica en elektronica integreert. Om uw veiligheid en de goede werking van het apparaat te garanderen, mag u de achterkant van de graveermachine niet willekeurig openen of de interne structuur van de machine wijzigen.
2. De graveermachine moet op een vlakke ondergrond worden geplaatst en stabiel worden gehouden om kantelen te voorkomen. Wees voorzichtig om botsingen te voorkomen wanneer u de machine verplaatst.
3. Sluit de ventilatiepijp van de afzuigventilator of luchtreiniger aan op de buitenlucht voor een goede ventilatie.
4. Houd de binnenkant van de graveermachine schoon en droog. Ophoping van stof en vocht kan de levensduur van de machine aanzienlijk verkorten. Vermijd het gebruik in een te vochtige omgeving (de relatieve vochtigheid moet lager zijn dan 80%); voorkom dat er water in de machine komt of dat de machine aan vocht wordt blootgesteld.
5. Inspecteer voor gebruik het koelwater, de datakabels en de stroomkabels. Het is ten strengste verboden om zonder koelwater te werken om te voorkomen dat de laser doorbrandt. Het koelwater moet schoon en zuiver worden gehouden. Harde kalkaanslag en vuil in vuil water kunnen de leidingen en de laser blokkeren, het graveereffect beïnvloeden en zelfs explosies veroorzaken.
Als er kalkaanslag in de laser wordt gevonden, moet dit onmiddellijk worden behandeld. U kunt wat zoutzuur (ongeveer 10%) toevoegen aan het circulerende water, de pomp ongeveer 20 minuten laten draaien en zodra u ziet dat de aanslag in de glazen pijp oplost, deze vervangen door schoon water om de aanslag te verwijderen.
6. Het stofafvoersysteem van de uitlaat heeft de neiging om rook en stof op te hopen. Als het niet tijdig wordt schoongemaakt, kan het verstopt raken. Het moet minstens één keer per week worden schoongemaakt. Verwijder tijdens het schoonmaken eerst de uitlaatpijp, giet het stof binnenin uit en veeg vervolgens de bladen van de uitlaatventilator en de luchtinlaat schoon met een vochtige doek.
7. Zowel de reflectiespiegel als de focusspiegel zijn verbruiksartikelen. Als ze niet tijdig worden onderhouden, kunnen de rook en het stof van het graveerproces de coating van het spiegeloppervlak aantasten.
Een beschadigde coating kan de laser niet volledig reflecteren of doorgeven, maar absorbeert de hitte die door de laser wordt gegenereerd, waardoor niet alleen het graveereffect wordt aangetast, maar de spiegel ook kan versplinteren. De specifieke methode voor spiegelonderhoud is als volgt:
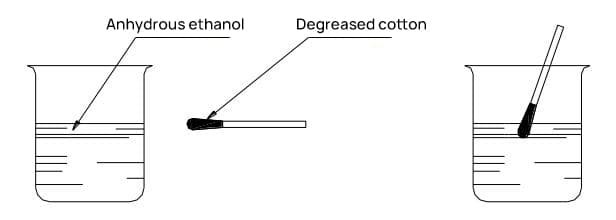

Inspecteer de reflecterende spiegels, die aan het oppervlak bedekt zijn met een goudlaag. Als ze goed gereinigd zijn, moeten ze een uniforme goudkleur vertonen. Als er vlekken of sporen zijn, veeg deze er dan voorzichtig af met een ontvettend wattenstaafje gedoopt in watervrije ethanol, zoals getoond in Figuur 5-1.
Als u de focuslens wilt reinigen, schroeft u de lenskap los, verwijdert u de lens, reinigt u de lens met een ontvettend wattenstaafje gedrenkt in watervrije ethanol en plaatst u de lens terug in de buis van de focuslens van de laserkop zoals hij was.
Als er schade aan de coating wordt vastgesteld, moeten de reflecterende spiegels en de focuslens onmiddellijk worden vervangen. Om de lens te vervangen, schroeft u eerst de lensdop los, verwijdert u de oude lens, plaatst u de nieuwe lens in de lensdop en schroeft u deze weer vast.
De lichtere kant van de reflectiespiegel is het werkvlak en moet worden uitgelijnd met het lichtpad. Let er bij het plaatsen van de focuslens op dat de bolle kant naar beneden is gericht. Na het vervangen van de lens kunnen het lichtpad en de brandpuntsafstand enigszins veranderen. Raadpleeg paragraaf 2.5 voor de methode voor het aanpassen van het lichtpad.
Opmerking: De lens is gemaakt van breekbaar glas; ga er voorzichtig mee om tijdens het schoonmaken en vervangen.
8. De laser is een verbruiksartikel. Na verloop van tijd worden de interne gassen verbruikt en zal het vermogen afnemen; dit is normaal. Wanneer u een significante afname in graveerdiepte opmerkt bij dezelfde parameters, kunt u overwegen de uitgangsstroom te verhogen. Als na verloop van tijd zelfs de maximale stroom niet aan de graveervereisten kan voldoen, overweeg dan om de laser te vervangen.
9. De graveermachine is een precisie-instrument dat hoge eisen stelt aan de afstelling van het lichtpad. Als het lichtpad van de laser afwijkt, zal het graveerresultaat beïnvloed worden. Als u tijdens het graveren een afwijking in het lichtpad opmerkt, pas dit dan onmiddellijk aan. Raadpleeg hoofdstuk 2.5 voor de specifieke afstelmethode.
10. Voorafgaand aan de verwerking nieuwe materialenBepaal of het materiaal geschikt is voor lasergraveren en stel de graveerparameters proefondervindelijk vast.
11. Het is ten strengste verboden om lichaamsdelen in het lichtpad te steken om brandwonden te voorkomen.
12. De laser, focuslens en reflectiespiegels zijn verbruiksartikelen en vallen niet onder de garantie. Onderhoud ze zorgvuldig. Als vervanging nodig is, koop deze dan voor de aangegeven prijs.
| Serienummer | Foutsymptomen | Oplossingsmethoden |
| 1 | Na de gegevensuitvoer stopt de graveermachine met werken. | Schakel de stroom uit en controleer of de stroom- en datakabels van de graveermachine goed zijn aangesloten. |
| 2 | De laser straalt geen licht uit. | Controleer of de hogedrukschakelaar geactiveerd is. |
| Controleer of de knop voor "stroomaanpassing" op nul staat (volledig linksom gedraaid, op dat moment zou de laser niet moeten uitstralen). Als dat zo is, stel de knop dan in op de juiste stand. | ||
| Controleer of het koelwatersysteem goed werkt. Als het koelwater niet circuleert of als het circulatievolume te klein is, moet u de machine onmiddellijk uitschakelen en het circulatiesysteem inspecteren. Er zijn over het algemeen twee veelvoorkomende scenario's: ☆ De dompelpomp stopt met werken. Controleer in dit geval de voeding van de pomp. Als de stroomvoorziening normaal is, geeft dit aan dat de pomp defect is en vervangen moet worden. De dompelpomp die in de graveermachines van de C-serie wordt gebruikt, heeft een opvoerhoogte van meer dan 3 m en een debiet van meer dan 3000 l/u nodig. ☆ De dompelpomp is in goede staat. Op dit punt is het noodzakelijk om te controleren of de waterleidingen en de inlaat en uitlaat van de laser onbelemmerd zijn. Als er een verstopping of lekkage wordt gevonden, moet dit onmiddellijk worden aangepakt. Extra voorzichtigheid is geboden bij het reinigen van de inlaat en uitlaat van de laser om beschadiging van het glazen omhulsel te voorkomen. Opmerking: De pomp kan alleen opnieuw worden gestart voor circulerende koeling als de temperatuur van de laser is gedaald tot kamertemperatuur. | ||
| Als het vermogen van de laser hiervoor geleidelijk afneemt, kan dit het einde van de levensduur betekenen en moet de laser onmiddellijk worden vervangen. | ||
| 3 | Bij inspectie zijn de bewerkingsresultaten ondermaats, ondanks dat de laser normaal werkt en de bewerkingsparameters nauwkeurig zijn. | Controleer of het bewerkingsvlak op het brandpuntsvlak van de focuslens ligt. |
| Bepaal of het vermogen van de laser begint af te nemen. Als dit het geval is, overweeg dan de juiste verhoging van de uitgangsstroom of overweeg vervanging van de laser. | ||
| Controleer of het optische pad is afgebogen, raadpleeg paragraaf 3.2.4 voor de methoden voor het afstellen van het optische pad. | ||
| 4 | Overtollige lijnen verschijnen tijdens het bewerkingsproces. | Controleer de datakabel en vervang deze indien nodig door een nieuwe. |
| Controleer de aarding van zowel het chassis van de graveermachine als dat van de computer en zorg ervoor dat de aardedraadverbindingen correct werken. | ||
| 5 | Tijdens het snijden vertonen de lijnen een gekarteld patroon. | Verlaag de snijsnelheid tijdens het instellen van de snijparameters om de kwaliteit van de snede te verbeteren. |
| 6 | Tijdens de verwerking werd slechts een deel van het ontwerp uitgevoerd. | Het probleem kan zijn opgetreden doordat de lay-out tijdens het opmaken de grenzen heeft overschreden. Het probleem kan worden opgelost door de afbeeldingen te verplaatsen binnen de opmaakinterface in de bewerkingssoftware. |
Let op: Dit product is een hoogtechnologische integratie van optische, mechanische en elektrische systemen. Om uw veiligheid en de normale werking van de apparatuur te garanderen, mag u de elektrische regelkast van de graveermachine niet willekeurig openen of de interne structuur ervan wijzigen.
1. Bij normaal gebruik heeft deze graveermachine één jaar garantie.
2. Alle verbruiksartikelen vallen niet onder de garantie. Dit omvat lasers, spiegels en focuslenzen.
3. Vergoedingen voor verbruiksartikelen: Vergoedingen zijn gebaseerd op de uniforme onderhoudskostennormen van het bedrijf.
4. Dagelijks onderhoud van software en apparatuur die onder de training valt, valt niet onder de garantie.
Dit product is een high-tech integratie van optica, mechanica en elektronica. Neem het volgende in acht voor een veilig gebruik en een normale werking van het apparaat:
1. Open niet willekeurig de achterkant van de graveermachine en wijzig de interne structuur niet.
2. Stel het apparaat niet bloot aan sterke trillingen en kantel het niet.
3. Gebruik de apparatuur niet in een te vochtige omgeving; voorkom binnendringend water of vocht.
4. Maak de interne lenzen tijdig schoon (volg strikt de reinigingsprocedures die in deze handleiding worden beschreven).
5. Zorg tijdens bedrijf voor een goede circulatie van het koelwater en onderhoud de kwaliteit ervan. Onmiddellijk reinigen als kalkaanslag wordt aangetroffen om oververhitting of zelfs barsten van de laser te voorkomen.
6. Voorkom schade aan de buitenkant van de laser door bijvoorbeeld bevriezing van koelwater, aanslag of vuil, mechanische impact, enz.
7. De werktafel en andere onderdelen moeten regelmatig worden schoongemaakt.
8. Voorkom dat het chassis corrodeert en elektronische onderdelen beschadigen door overmatige ophoping van rook en vocht.
9. Raadpleeg voor andere voorzorgsmaatregelen en onderhoudspunten de voorzorgsmaatregelen en onderhoudspunten in de producthandleiding.
Stap één: Zorg ervoor dat de apparatuur zich in een droge, vervuilings- en trillingsvrije omgeving bevindt.
De graveermachine werkt onder hoogspanning. Overmatige vochtigheid kan hoogspanningsontlading veroorzaken, waardoor het moederbord en de voeding beschadigd kunnen worden. Graveren in een te vochtige omgeving is dus ten strengste verboden!
Stap twee: Controleer de werkspanning.
De werkspanning van de apparatuur is AC220V±10V, 50HZ. Als de netspanning onstabiel is, moet een spanningsstabilisator worden geïnstalleerd.
Stap drie: Installeer de laser, sluit het circulerende koelwater en het stofafzuigventilatiesysteem aan.
De laser met glazen buis wordt warm tijdens gebruik. Als deze niet op tijd wordt afgekoeld, zal de laser breken en beschadigd raken. Bovendien beïnvloedt een hoge watertemperatuur de normale lichtopbrengst van de laser. Niet inschakelen voordat het koelwater correct is aangesloten!
Als het leidingwater hard is, vervang het dan door zuiver water om kalkafzetting en verstopping in de laser te voorkomen.
Stap vier: Sluit het netsnoer, het printersnoer en de aardedraad aan.
Een te droge omgeving of airconditioning kan ervoor zorgen dat statische elektriciteit zich ophoopt op het oppervlak van het chassis. Een slechte aarding kan leiden tot fouten in de gegevensoverdracht, wat de graveerresultaten kan beïnvloeden en mogelijk andere veiligheidsincidenten kan veroorzaken.
Stap vijf: Pas het optische pad aan.
Lasergraveermachines zijn optische precisie-instrumenten. Ze stellen hoge eisen aan de afstelling van het optische pad. Als de laser niet vanuit het midden van elke spiegel binnenkomt, zal dit het graveerresultaat beïnvloeden. Het wordt aanbevolen dat gebruikers altijd het optische pad controleren voordat ze aan het werk gaan. (Raadpleeg 2.5 voor de bedieningsmethode)
Opmerking: Alleen professioneel opgeleide operators mogen het optische pad aanpassen.
Stap zes: Installeer printerstuurprogramma's, USB-dongle stuurprogramma's en ACE-software.
Zorg ervoor dat u de voorkeuren van het printerstuurprogramma instelt op dit machinemodel. (Raadpleeg de gebruikershandleiding van het printerstuurprogramma voor de bedieningsmethode)
Stap zeven: Grafische bewerking.
Ga naar de ACE graveersoftware. Gebruik de verschillende functies van de ACE software om de graveer- en snij-inhoud te regelen. U kunt de software ook gebruiken om vooraf gemaakte *.Bmp of *.Plt bestanden in de ACE software te laden. (Raadpleeg de handleiding van de ACE software voor de bedieningsmethode)
Stap acht: Positioneren voor verwerking.
Nadat de lay-out is voltooid, moet je eerst de verwerkingspositie bepalen voordat je de verwerkingsmaterialen plaatst. (Raadpleeg de handleiding van de ACE-software voor de bedieningsmethode)
Stap negen: Bepaal de verwerkingsparameters.
Verwerkingsparameters zijn interval, snelheid en stroom. Voor het verwerken moet je de verwerkingsparameters instellen volgens de eigenschappen van het materiaal en de verwerkingsvereisten. Dit vereist meestal experimenten. (Raadpleeg 3.2 voor de verwerkingsmethode)
Stap tien: Plaats het verwerkingsmateriaal en pas de brandpuntsafstand aan.
Zorg ervoor dat de "Handmatige lichtuitvoer" niet is ingedrukt en stel vervolgens scherp. (Raadpleeg 2.6 voor de bedieningsmethode)
Stap 11: Gegevens uitvoeren voor verwerking.
Na het plaatsen van de verwerkingsmaterialen, het genereren en uitvoeren van gegevens in de computer, en de graveermachine begint met verwerken. (Raadpleeg de handleiding van de ACE-software voor de bedieningsmethode)
Opmerking: Controleer voordat u gegevens uitvoert of de "Hoogspanningsschakelaar" is ingedrukt, maar druk niet op "Handmatige lichtuitvoer".
Stap twaalf: Voltooiing van de verwerking.
Als de verwerking is voltooid, klinkt er een geluidssignaal. Controleer tijdens de verwerking of het koelwater normaal circuleert.
Maak na de bewerking de werkbank schoon en houd de graveermachine schoon.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.







