
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Hoe kunnen we dunne platen metaal veranderen in sterke, gladde onderdelen? Het antwoord ligt in het fascinerende buigproces. In dit artikel worden vier effectieve technieken besproken, van vlakke onderstempels tot hydraulische buigtafels, elk geschikt voor verschillende materialen en toepassingen. Lezers leren hoe deze methoden niet alleen de sterkte en veiligheid van metalen producten verbeteren, maar ook hun esthetische aantrekkingskracht. Duik erin om te ontdekken welke oplossing voor het buigen van zomen het beste past bij uw productiebehoeften.
Afkanten (platbuigen) is een veel voorkomende buigmethode waarbij de rand van een werkstuk wordt gebogen tot ofwel parallelle randen ofwel afgeronde randen, zoals geïllustreerd in Figuur 1.
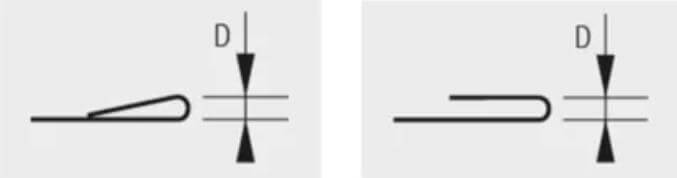
Fig. 1 Schematisch diagram van zomen en buigen
Het doel van zomen en buigen is het verwijderen van scherpe randenDe sterkte van het werkstuk verbeteren en het uiterlijk verbeteren.
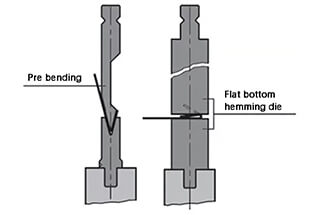
Het proces van platbuigen bestaat meestal uit twee stappen:
(1) Buig het werkstuk voor op 30° en buig het vervolgens plat en buig het zoals aangegeven in figuur 2.

Fig. 2 Stappen van zomen en buigen
Om de juiste oplossing voor platbuigen te kiezen, moet je eerst rekening houden met het materiaal en de dikte van het werkstuk en de frequentie van het platbuigen.
(2) Het is belangrijk om op te merken dat de zomen matrijs ook gebruikt kan worden voor gewoon buigen als zomen niet nodig is.
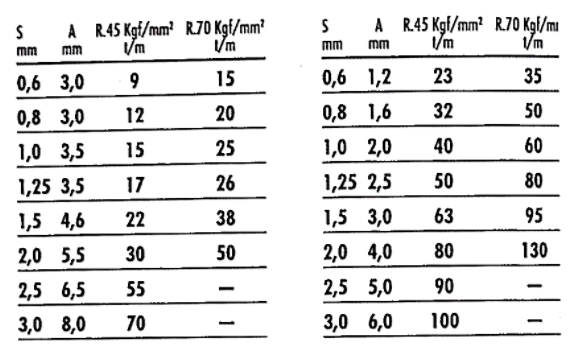
Er zijn twee soorten zomen:

De grafieken rechts tonen de kracht die nodig is om de twee hierboven beschreven soorten zomen te produceren.
Er zijn vier verschillende zomen buigoplossingen voor verschillende buigomstandigheden:
(1) Matrijs met vlakke bodem;
(2) U-vormige zoommatrijs;
(3) Veerzoommatrijs;
(4) Hydraulische zoomtafel.
Gerelateerd: V- & U-vormige buigkracht calculator
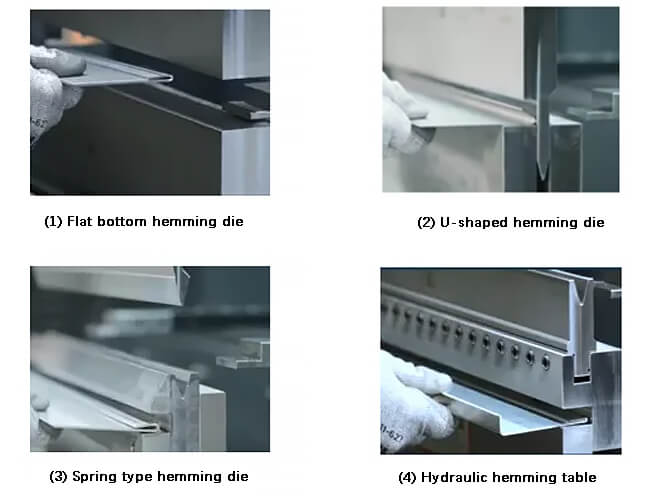
Fig. 3 Vier zoom- en buigoplossingen
De vlakke bodemafrondingsmatrijs zorgt voor het afzomen en buigen door het gebruik van twee matrijzensets, dat wil zeggen een set bovenste en onderste standaardmatrijzen en een set bovenste en onderste vlakke bodemmatrijzen worden samen gebruikt, zoals afgebeeld in Figuur 4.

Fig. 4 Schematisch diagram van de vlakke bodemafrondmatrijs
Het proces begint met het voorbuigen van het werkstuk tot 30° met behulp van een standaardmatrijs.
Vervolgens wordt het werkstuk afgevlakt en gebogen op de matrijs met vlakke bodem.
Aangezien de vlakke bodemmatrijs een tweestaps buigprocesHet is vooral geschikt voor werkomstandigheden waarin zomen en buigen niet vaak voorkomen en is kosteneffectief.
Er is echter enige zijdelingse kracht tijdens het zomen en de maximale dikte van de afgevlakte koolstof staalplaat is beperkt tot 2 mm.
Om de beperkte dikte bij platbuigen aan te pakken, is een beweegbare vlakke bodem van het kogeltype onderste matrijs werd innovatief geïntroduceerd. De maximale dikte van de afgevlakte koolstofstalen plaat of roestvrijstalen plaat kan nu 4 mm bedragen, zoals getoond in afbeelding 5.

Fig. 5 Schematisch diagram van de beweegbare ondermatrijs van het baltype
Een set U-vormige zomen kan worden gebruikt voor voorbuigen en afplatten, zoals afgebeeld in Figuur 6.

Fig. 6 Schematisch diagram van U-vormige zomen matrijs
Het voordeel van de U-vormige omzoominzetmatrijs is zijn veelzijdigheid; als hij niet nodig is voor omzoomen en buigen, kan hij worden gebruikt voor standaard omzoominzetten. luchtbuigenen biedt een hoog gebruik en kosteneffectiviteit.
De maximale dikte voor een platgeslagen koolstofstalen plaat is 1,5 mm, terwijl de maximale dikte voor een platgeslagen roestvaststalen plaat 1 mm is. De minimale flensgrootte die kan worden afgevlakt is ongeveer 14 mm.
De veerzoommatrijs bestaat uit een standaard bovenmatrijs van 28° en een ondermatrijs van 30°. Het ombuigstuk van de onderste matrijs wordt ondersteund door een bron.
Tijdens het ombuigen wordt het voorgebogen werkstuk tussen het ombuigingsinzetstuk en het geleidingsinzetstuk van de onderste matrijs geplaatst. Het omzoominzetstuk volgt de afdaling van de bovenste matrijs en drukt naar beneden tot het voorgebogen werkstuk vlak is.
De maximale dikte die de veerzoommatrijs kan afvlakken in een koolstofstalen plaat is 2 mm.
Net als de andere oplossingen voor het zomen, kan de veerzoommatrijs ook worden gebruikt voor standaard luchtbuigen wanneer deze niet wordt gebruikt om te zomen.
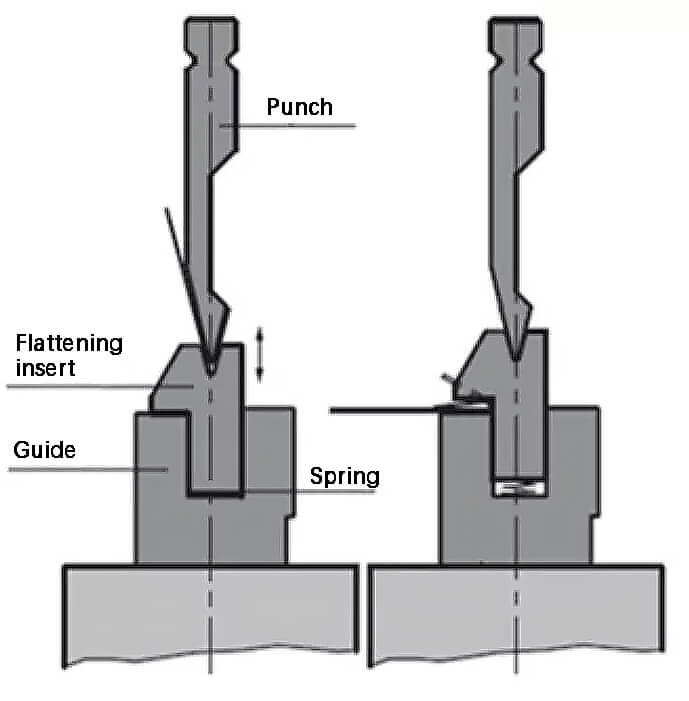
Fig. 7 Schematisch diagram van de veerzoommatrijs
De hydraulische zoomtafel (zoals afgebeeld in Figuur 8) werkt op dezelfde manier als de veerzoommatrijs, maar in plaats van een veer wordt een hydraulische cilinder gebruikt om de hefhoogte van het zoomelement te regelen.
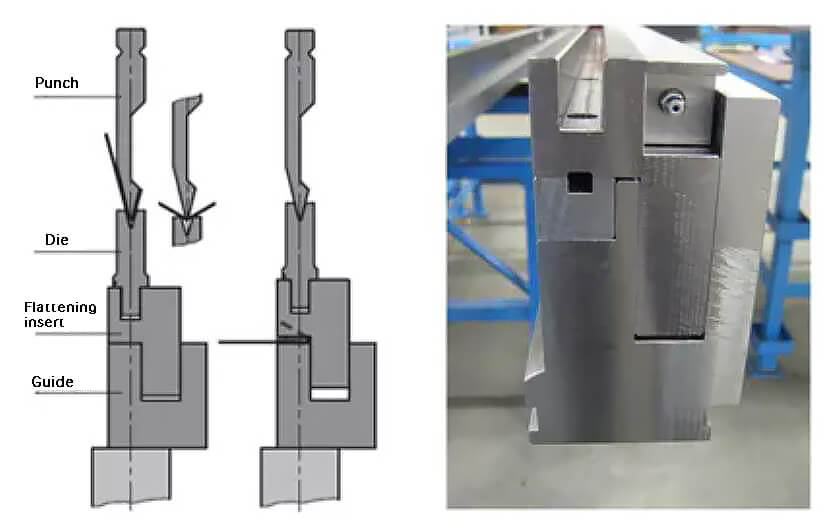
Fig. 8 Schematisch diagram van de hydraulische zoomwerkbank
De oliedruk is 100 bar, waardoor het mogelijk is om dikkere en zwaardere werkstukken te buigen. Om de levensduur van de hydraulische buigtafel nog verder te verlengen, kan een verhardend buigstuk worden toegevoegd.
De standaard ondermatrijs kan op de hydraulische zoomwerkbank worden geplaatst en de V-opening kan naar wens worden geselecteerd, tot maximaal 40 mm. De ondermatrijs kan handmatig of automatisch worden vastgeklemd voor efficiëntere matrijswissels.
De hydraulische zoomtafel kan koolstofstalen platen met een dikte tot 3 mm vlak maken. De veerzoommatrijs of hydraulische zoomtafel kan worden vastgeklemd op de opspanning of mechanische compensatietafel.
De hydraulische zoomtafel kan ook direct op de onderste balk van de buigmachine worden geïnstalleerd, wat een grotere openingshoogte en flexibiliteit oplevert.
Samenvattend hebben de vier verschillende oplossingen voor opbuigen en afkanten elk hun eigen unieke voordelen. Afhankelijk van het toepassingsscenario van het zomen en buigen kun je de juiste oplossing kiezen.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











