Gelaste verbindingen: Superieure uitstraling en kwaliteit
Hoe krijg je telkens weer onberispelijke lasverbindingen? Dit artikel gaat in op de belangrijkste technieken om een superieur uiterlijk en structurele integriteit van lasverbindingen te garanderen. Het behandelt het belang van vaste handen, nauwkeurige timing en consistente begin- en eindpunten bij het lassen. Als je deze richtlijnen volgt, kun je prachtige, sterke lassen maken die bestand zijn tegen zware eisen. Duik in het boek om bruikbare tips te ontdekken en verbeter vandaag nog je laskwaliteit.
In het algemeen zijn er verschillende sleutelfactoren die bijdragen aan het creëren van een mooi en sterk laspatroon.
Eerst:
De hand moet stabiel zijn en mag niet trillen, omdat dit direct verband houdt met het uiterlijk van het laspatroon.
Tweede:
Een goede tijdsbeheersing is cruciaal.
Als de staalplaat dikker is, moet de lastijd langer zijn; anders zal er waarschijnlijk onvolledig worden gelast. Omgekeerd, als de plaat dunner is, kan minder lastijd worden toegepast om overmatige inbranding te voorkomen.
Ten derde:
De begintijd en eindtijd voor het lassen moeten consistent zijn om ervoor te zorgen dat de gelaste onderdelen sterk zijn en meer gewicht kunnen dragen.
Tijdens de lasprocesAls de boog onmiddellijk wordt weggetrokken aan het einde van een lasnaad, kan dit leiden tot de vorming van een boogput die lager is dan het oppervlak van het lasstuk.
Als de resulterende krater te diep is, kan dit leiden tot spanningsconcentratie en de vorming van scheuren. Daarom is het cruciaal om de verblijftijd te controleren en ervoor te zorgen dat de krater aan het einde goed gevuld is.
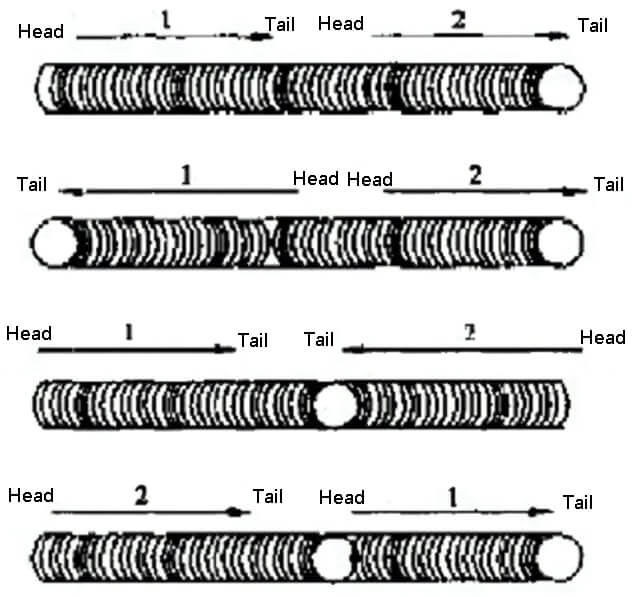
Lasparelverbinding (zoals in onderstaande afbeelding)
Laseindverbinding is een lastechniek waarbij de staartverbinding van het lasrups wordt eerst gelast en dit is de meest gebruikte methode.
Head-to-head-verbinding daarentegen is een techniek waarbij de lasverbinding wordt voortgezet vanaf het begin van de eerste lasrups. Om dit te bereiken is het nodig om de boog iets voor het begin van de lasrups te slaan, de boog iets te verlengen, de boog naar het begin van de lasrups te trekken en het uiteinde af te dekken. Zodra het begin vlak is gelast, ga je in de tegenovergestelde richting. Raadpleeg de onderstaande afbeelding voor een visuele voorstelling.
Herziene versie:
Tail-to-tail-verbinding" verwijst naar een lastechniek waarbij de achterkant lasrups begint de boog aan de andere kant van het raakvlak, in de richting van het einde van de voorste lasrups.
Tijdens dit proces, lassnelheid is iets langzamer om een goede vulling van de boogkuil te garanderen, waarna een kort stuk wordt gelast met een hogere snelheid voordat de boog wordt gedoofd. Zie de onderstaande figuur voor een visuele voorstelling.
Kop-staartverbinding verwijst naar het verbinden van het einde van de lasrups met het begin van de lasrups.
Deze verbinding gebruikt de hoge temperatuur aan het uiteinde om het begin van de voorlasrups herhaaldelijk te smelten. Hierdoor wordt de lasnaad gevlakt en snel afgewerkt.
De essentie van het beëindigen van een lasrups is het genereren van een boog aan het einde van de lasrups.
De algemene afsluitmethoden zijn als volgt:
(1) Eindcirkelmethode:
Om een dikke plaat af te lassen, volg je deze techniek: als de lasstaaf Nader het einde van de lasnaad, beweeg in een cirkelvormige beweging tot de boogput gevuld is en trek dan langzaam de boog weg.
(2) Methode met herhaalde boogonderbreking:
Als de lasdraad het einde van de las bereikt, doof dan herhaaldelijk en sla de boog meerdere keren op de krater totdat deze gevuld is.
Deze techniek is meestal geschikt voor dunne platen en lassen met hoge stroom, maar is niet geschikt voor alkaline elektroden omdat die de neiging hebben om poriën te creëren.
(3) Eindmethode met teruglassen:
Om een kort stuk terug te lassen met een alkaline elektrode, beweeg je de lasdraad naar het einde van de las, kom je tot stilstand en pas je vervolgens de hoek van de lasdraad aan. Deze methode is effectief voor dit type elektrode.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd waarom lasnaden van aluminiumlegeringen barsten ondanks voorzichtig lassen? Dit artikel gaat in op de belangrijkste problemen zoals poreusheid, warmscheuren en ongelijke sterkte van de verbinding in aluminiumlegeringen...
Heb je je ooit afgevraagd hoe lassen afzonderlijke metalen stukken transformeert tot één geheel? Dit artikel verkent de fascinerende wereld van lasverbindingen en onderzoekt hun soorten, mechanische eigenschappen en...
Stelt u zich eens voor dat u een brug of wolkenkrabber bouwt en dat deze het begeeft door onopgemerkte gebreken in het laswerk. Vermoeiingssterkte in gelaste constructies is een kritieke factor...
Heb je je ooit afgevraagd hoe je elke keer weer perfecte hoeklassen maakt? Deze gids gaat in op de essentie van het maken van lasnaden van hoge kwaliteit. Je leert de juiste materialen kiezen, nauwkeurig...
Heb je je ooit afgevraagd wat het lassen van roestvast staal en hittebestendig staal zo uitdagend maakt? Dit artikel beschrijft de complexiteit van het lassen van deze materialen, van de unieke eigenschappen van...
Hoe zorg je telkens weer voor sterke, duurzame lassen? Inzicht in de belangrijkste principes en technieken bij het lassen is cruciaal. Deze gids behandelt essentiële laskennis, van het beoordelen van lasbaarheid en het voorkomen...
Waarom wordt het lassen van aluminium beschouwd als een van de meest uitdagende taken in de metaalbewerking? De unieke eigenschappen van aluminium - zoals de hoge thermische geleidbaarheid, de gevoeligheid voor oxidatie en de neiging tot warmscheuren - vereisen specifieke technieken en...
Wat als je ervoor zou kunnen zorgen dat je lassen elke keer perfect zijn? In dit artikel verkennen we de evaluatie van het lasproces, een cruciale methode voor het testen en verfijnen van lastechnieken. Je zult...
Lassymbolen lijken misschien een vreemde taal, maar het beheersen ervan is cruciaal voor effectieve communicatie in de wereld van werktuigbouwkunde. In deze blogpost zal een doorgewinterde werktuigbouwkundig ingenieur...