
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe je precieze bogen maakt in plaatmetaal? Dit artikel beschrijft het proces, of je nu met kleine of grote radii werkt. Je leert over de benodigde gereedschappen, technieken en stappen om hoogwaardige resultaten te bereiken. Aan het eind heb je een duidelijk beeld van hoe je perfecte bogen kunt maken, waardoor je metaalbewerkingsvaardigheden en -efficiëntie verbeteren. Ontdek de belangrijkste methoden en best practices voor het maken van plaatbogen.
Als de buigradius van de boogvormige werkstukken minder is dan R30, kunnen ze over het algemeen direct gebogen worden met behulp van een ronde plaatbuigmal (zoals getoond in Figuur 1).
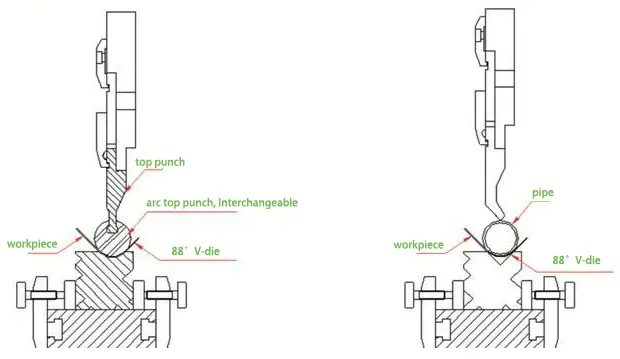
Figuur 1
Als de bovenste mal is bevestigd, is het aan te raden om de bevestigingsmethode voor de bovenste mal te gebruiken die in de afbeelding wordt getoond, omdat dit de demontage vergemakkelijkt. Deze methode kan ook helpen om de kosten te verlagen bij het toevoegen van nieuwe mallen.
De producten die met dit proces worden gemaakt, hebben een hoge precisie en nauwkeurige maatvoering, waardoor ze geschikt zijn voor grootschalige precisiewerkzaamheden. plaatmetaal onderdelen.
Voor boogvormige werkstukken met een radius kleiner dan R30 en zonder strikte eisen voor de maattolerantie kan een ronde buis met een diameter gelijk aan de boog van het plaatwerkdeel direct op het oppervlak van de metalen plaat geplaatst worden. De onderste matrijs kan dan een V-groef gebruiken met een breedte die groter is dan de diameter van de boog, zoals getoond in Figuur 2.
Door gebruik te maken van een gewone buigkop om de ronde buis op het plaatmetaal te drukken, kan de gewenste vervorming worden bereikt.
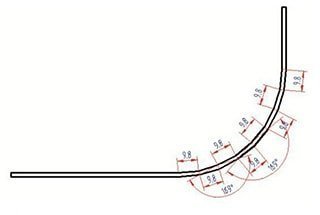
Voor gebogen plaatwerk met een straal groter dan R30 kan de boog van het segment worden uitgevouwen en kan het aantal benodigde buigmomenten worden berekend op basis van de grootte om de gewenste vorm te bereiken. Zo kan de positioneringsmaat voor elke bocht worden berekend.
Vervolgens kan de hoek van elke bocht worden berekend op basis van de relatie tussen de totale booghoek en het totale aantal bochten.
Bij het maken van plaatwerkonderdelen met dit proces leidt een groter aantal bochten voor dezelfde booggrootte tot betere resultaten en een gladder oppervlak.
Bij het buigen van dergelijke producten kan het startpunt van de slag van de buigarm worden aangepast om de buigsnelheid te verhogen.
Het voltooide werkstuk is te zien in de afbeelding hieronder:
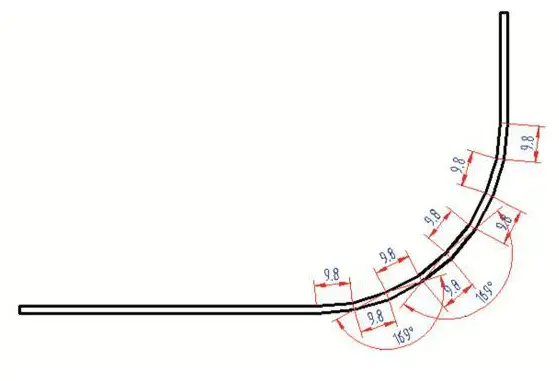
Figuur 2
Om meer te leren over het bereiken van een grote radius in plaatwerkonderdelen, kun je een artikel lezen over buigen.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











