1. Inleiding
Wat is bomberen met een afkantpers?
De CNC buigen van plaatwerk De machine is een cruciaal onderdeel van de plaatbewerking, omdat de werknauwkeurigheid direct van invloed is op de nauwkeurigheid van de uiteindelijke buiging.
Tijdens de buigprocesDe maximale kracht aan beide uiteinden van de ram resulteert in een reactiekracht op de plaat die een holle vervorming aan de onderkant van de ram veroorzaakt. Deze vervorming is het grootst in het middelste deel van de ram.
Om de negatieve invloed van de ramvervorming te elimineren, is het noodzakelijk om de doorbuiging te compenseren. Dit wordt bereikt door hydraulische of mechanische bombering, die een opwaartse elastische vervorming veroorzaakt in het middelste deel van de werktafel, waardoor de vervorming van de ram wordt gecompenseerd en de nauwkeurigheid van het oppervlak van de bewerkingsnaad wordt gegarandeerd.
Momenteel zijn de meeste afkantpers Fabrikanten over de hele wereld gebruiken mechanische compensatiesystemen, zoals Bystronic. In China gebruiken sommige fabrikanten van afkantpersen mechanische compensatie, zoals Shanghai ACL en YSD, terwijl anderen hydraulische compensatie gebruiken, zoals Yangli, JFY en Yawei.
2. Werkingsprincipe
In dit artikel worden de werkingsprincipes van hydraulische compensatie en mechanische compensatie uitgelegd aan de hand van het Nederlandse DELEM DA6x serie CNC systeem als voorbeeld. CNC afkantpers controlesystemen.
2.1 Wwerkingsprincipe van hydraulische compensatie
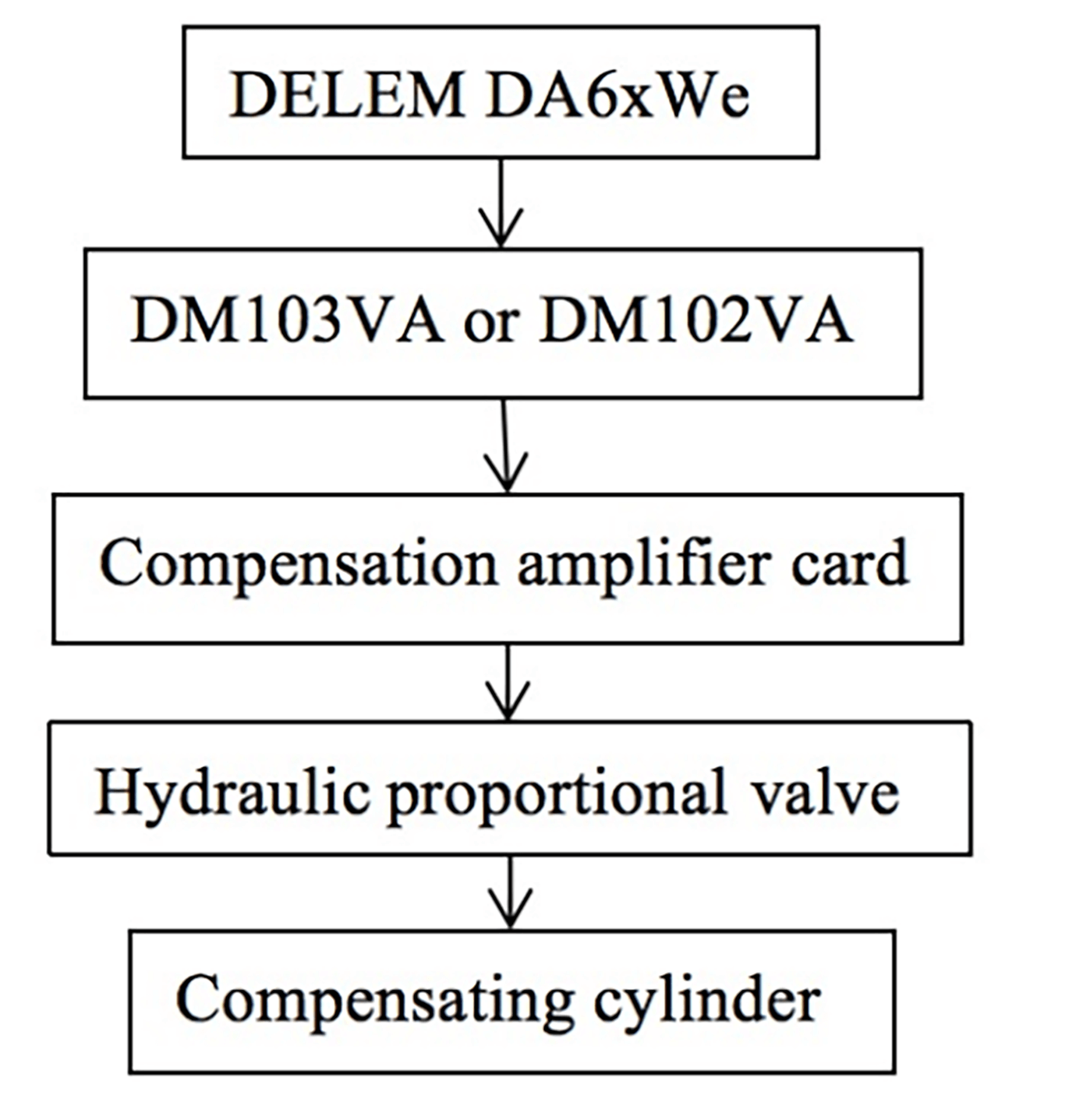
Figuur 1 toont het regelschema van het compensatiesysteem met de DELEM DA6x. CNC-systeem en HO-ERBIGER hydraulisch systeem.
Fig. 1 Blokschema van het besturingsprincipe
Figuur 2(a) laat zien dat de tafel van de hydraulische proportionele klep bestaat uit drie ijzeren platen, met één dikke plaat en twee relatief dunne zijplaten. In Figuur 2(b), waar de compensatiecilinder zich bevindt, is de middelste hoofdplaat merkbaar prominenter.
Bij het buigen van het werkstuk berekent het CNC-systeem automatisch de compensatiewaarde en opent de proportionele klep, waardoor hydraulische olie de compensatiecilinder vult. De zuiger in de compensatiecilinder veroorzaakt dan een kleine opwaartse elastische vervorming in het middelste hoofdbord, waardoor de nauwkeurigheid van het werkstuk verbetert.
Het is vermeldenswaard dat de nauwkeurigheid van het werkstuk ook afhankelijk is van de juiste instelling van de interne parameters binnen het CNC-systeem.
Fig. 2 Installatie van compensatiecilinder
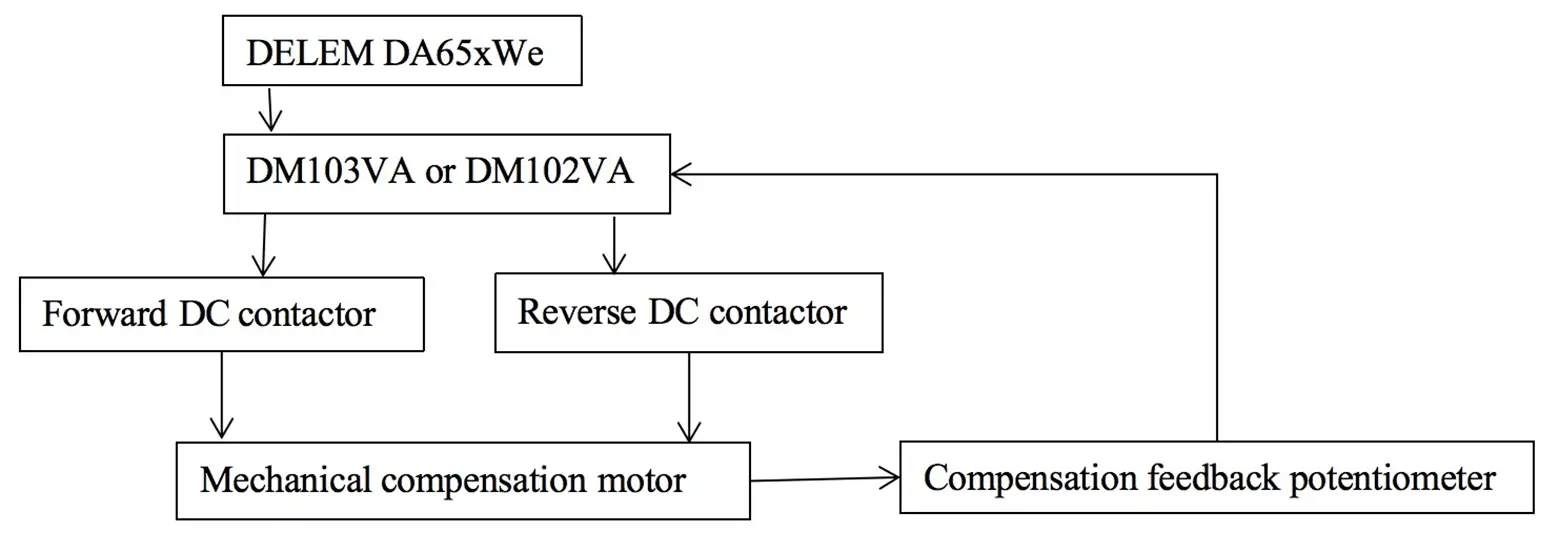
2.2 Wwerkingsprincipe van mechanische compensatie (Fig. 3)
Fig. 3 Blokschema van het mechanische compensatieprincipe
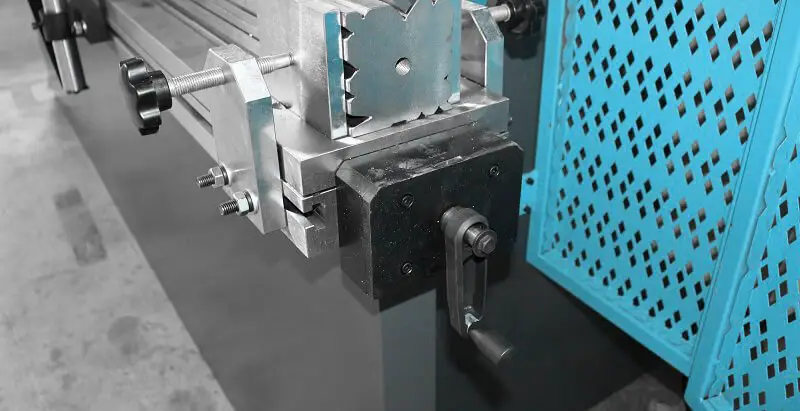
Het mechanische compensatiemechanisme bestaat uit een bovenste en onderste grondplaat en een werktafel, die met elkaar verbonden zijn door schotelveren en bouten. De bovenste en onderste bodemplaat bestaan uit meerdere wiggen met verschillende hellingen, zoals getoond in Figuur 4.
Fig. 4 Grondplaat
Zoals te zien is in Figuur 4, is er een merkbaar verschil in helling tussen de twee uiteinden en het midden van de bovenste en onderste voetplaten, omdat het middelste deel van de afkantpers de grootste mate van compensatie voor vervorming vereist.
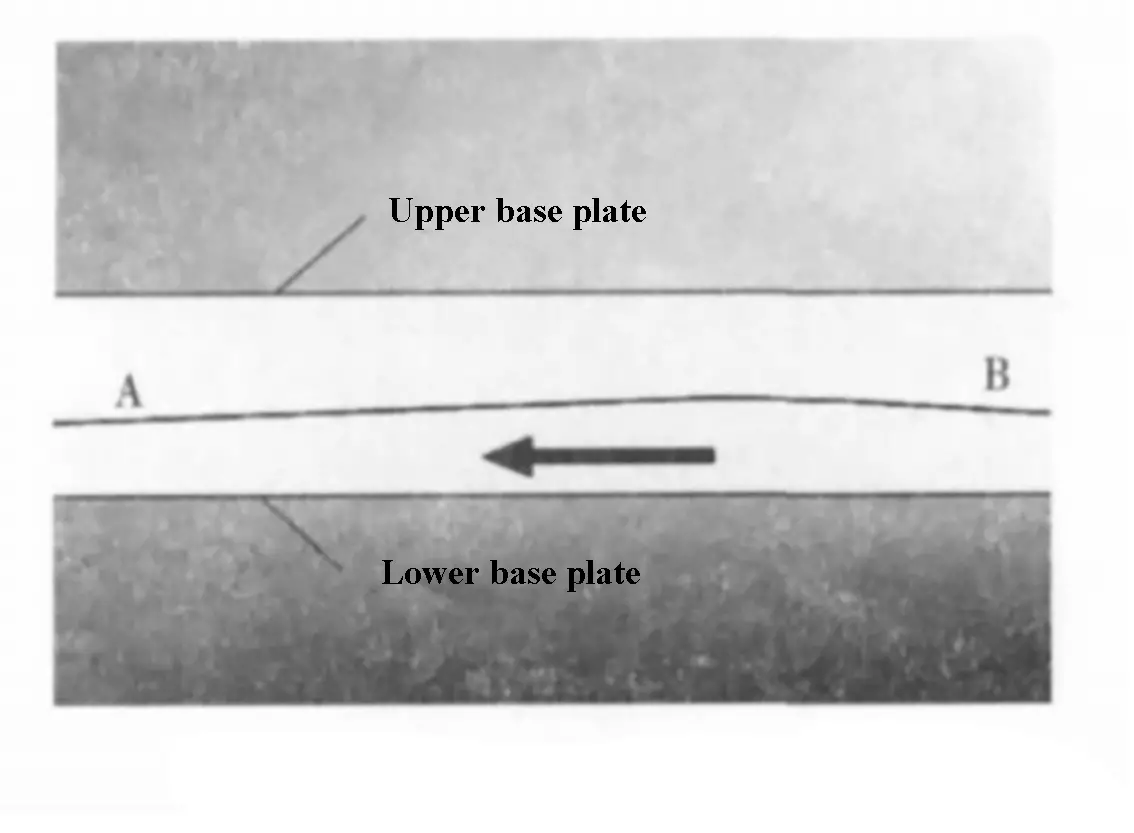
Zoals te zien is in Figuur 5, zijn de hellingen van de bovenste en onderste voetplaten in de punten A en B gelijk.
Fig. 5 Plaatsingsdiagram van bovenste en onderste voetplaten vóór compensatie
Voor compensatie moeten de bovenste en onderste bodemplaten stevig in elkaar passen.
Tijdens de compensatie beweegt de onderste bodemplaat in de richting van Figuur 5, aangedreven door de motor. De bovenste en onderste bodemplaat blijven aan elkaar vastzitten in punt A en worden gescheiden in punt B, zoals te zien is in Figuur 6.
Fig. 6 Plaatsingsdiagram van bovenste en onderste voetplaten na compensatie
Door de verschillende hellingen van de bovenste en onderste bodemplaten zal de bovenste bodemplaat onder invloed van de onderste bodemplaat een opwaartse convexe elastische vervorming ondergaan.
Dit type mechanisch compensatiemechanisme maakt gebruik van een integrale boven- en onderplaat, maar het is ook mogelijk om gespleten wiggen met hellingen te gebruiken. Een schroefstang met schroefdraad wordt gebruikt om de wig naar links en rechts te laten bewegen, waardoor de vervorming van de ram van de afkantpers wordt gecompenseerd en de nauwkeurigheid van de buiging van het werkstuk wordt verbeterd.
Het elektrische regelprincipe voor dit mechanisch compensatiemechanisme met gedeelde wig is vergelijkbaar met dat voor de integrale bovenste en onderste voetplaten. Momenteel wordt dit type mechanisch compensatiemechanisme met gedeelde wig op grote schaal gebruikt in afkantpersen met een groot tonnage.
3. Prestatievergelijking
Hydraulisch compensatiemechanisme
Het CNC-systeem berekent de vereiste compensatiehoeveelheid op basis van de dikte en lengte van het buigmateriaal en de geselecteerde matrijs, en stuurt een overeenkomstige analoge spanning naar de compensatieversterkerkaart. De versterkerkaart versterkt vervolgens het signaal en regelt de openingsgrootte van de hydraulische proportionele compensatieklep.
Tijdens het hele proces, vanaf het moment dat het schuifblok in de vertraagde stand komt totdat de ram terugkeert naar het bovenste dode punt, blijft de proportionele compensatieklep ingeschakeld. Als de standtijd van de ram in het onderste dode punt van de pers remmachine veranderingen, kan de nauwkeurigheid van het gebogen werkstuk worden beïnvloed, vooral als de werkelijke vervorming van de werktafel onder de afkantpers anders is bij kortere of langere wachttijden.
Als er bovendien onzuiverheden in de hydraulische olie zitten, kan de klepkern van de hydraulische proportionele klep vastlopen, wat leidt tot grotere fouten in de machinenauwkeurigheid. De compensatiedruk staat los van de druk van het hele systeem, dus als het compensatieventiel in gebruik is, wordt de druk van het hele systeem gedeeltelijk verlaagd.
Tot slot, omdat hydraulische olie wordt gebruikt voor de besturing, kan er olielekkage optreden als de olieleiding breekt, de afdichtring van de compensatiecilinder veroudert of de verbinding losraakt, wat vervuiling veroorzaakt.
Mechanisch compensatiemechanisme
Wanneer de ram het bovenste dode punt bereikt, berekent het CNC-systeem automatisch de benodigde compensatiehoeveelheid op basis van de dikte en lengte van het buigmateriaal en de geselecteerde matrijs. De systeemmodule regelt vervolgens de positieve of negatieve richting van de compensatiemotor om de compensatievervorming aan te passen en ontvangt feedback over de positie van de bovenste en onderste basisplaten via een potentiometer.
Zodra de compensatiemotor is afgesteld, blijft de compensatievervorming onveranderd, ongeacht de wachttijd wanneer de ram zich in de onderste dode puntpositie bevindt. Hierdoor hoeft het compensatiemechanisme niet telkens te worden ingeschakeld als de ram in de vertragingsstand komt, wat het energieverlies in het hele systeem vermindert.
Bovendien is er geen hydraulische leiding, dus er is geen risico op olielekkage of vervuiling. Het gebruik van een geïntegreerde werktafel bespaart ook op de productiekosten.
4. Conclusie
Na het analyseren en vergelijken van de werkingsprincipes van hydraulische en mechanische compensatie, kan worden geconcludeerd dat de laatste superieur is. Aangezien de eisen die gebruikers stellen aan de prestaties van afkantpersen zich blijven ontwikkelen, worden er nieuwe eisen gesteld aan fabrikanten van afkantpersen.
Verwacht wordt dat meer fabrikanten van werktuigmachines zullen dit nieuwe type mechanisch compensatiemechanisme gaan gebruiken als reactie op deze veranderende behoeften.