
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Wat onderscheidt een hydraulische guillotineschaar van een zwenkbalkschaar en waarom zijn deze verschillen van belang voor je metaalbewerkingsprojecten? Dit artikel gaat in op de belangrijkste verschillen, zoals de beweging van de messen, de knipkracht en de knipnauwkeurigheid. Door dit onderscheid te begrijpen, leer je welke schaar het meest geschikt is voor verschillende toepassingen, zodat je weloverwogen beslissingen kunt nemen om je werk nauwkeuriger en efficiënter te maken.

Veel mensen hebben twijfels over de verdeling van hydraulische schaarmachines in zwenkbalkscharen (scharen met een vaste hoek) en guillotinescharen (scharen met een variabele hoek).
Wat onderscheidt de hydraulische zwenkbalkschaar van de guillotineschaar?

Waarom geven de meeste gebruikers de voorkeur aan een guillotineschaar?
Wat zijn de voordelen van de hydraulische guillotineschaar ten opzichte van de hydraulische zwenkbalkschaar?
Vandaag leg ik de verschillen uit tussen de zwenkbalkschaarmachine en de guillotineschaarmachine.
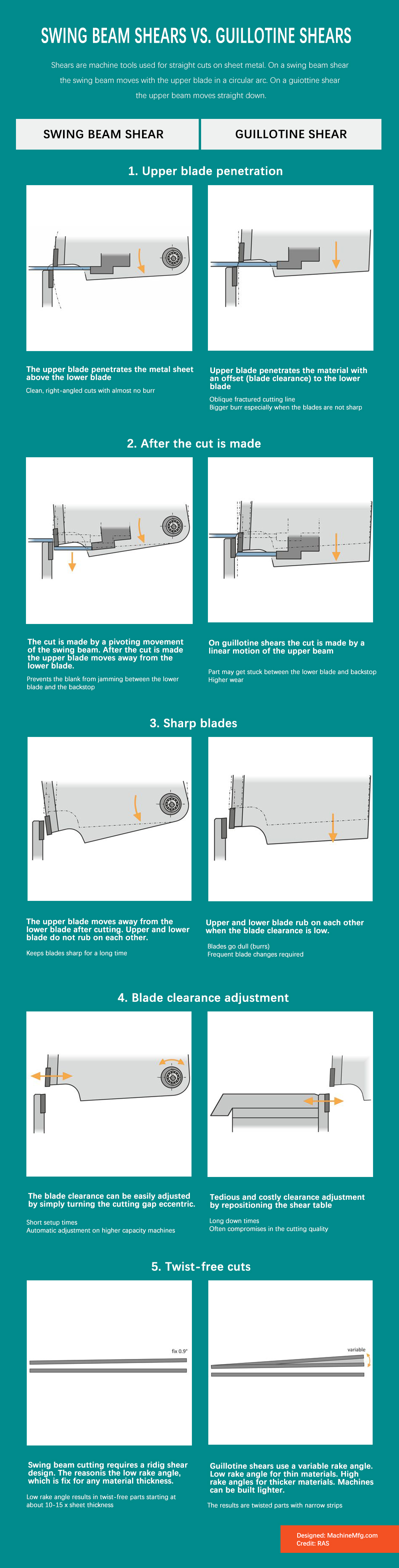
In de volgende tabel staan de belangrijkste verschillen tussen de zwenkbalkschaar uit de QC12-serie en de hydraulische guillotineschaar uit de QC11-serie:
| Verschil | QC12K/Y serie | QC11K/Y serie | |
| Hydraulische zwenkbalkschaar | Hydraulisch Guillotinescharen | ||
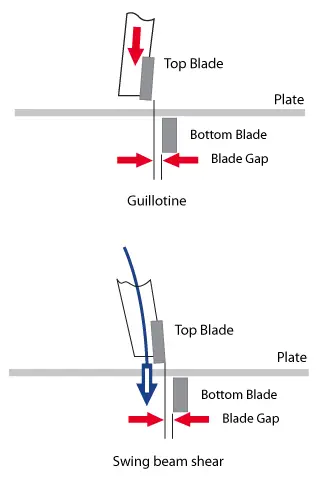
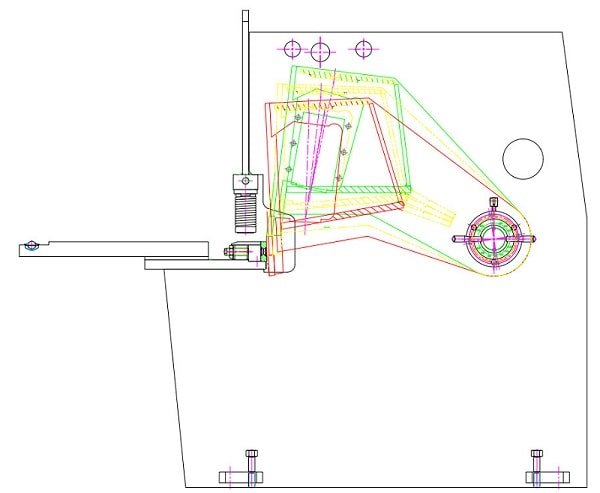
| 1 | Snijbeweging messendrager | - Unipivot-ondersteuning,hefboomprincipe; - Maak een boogvormige kromlijnige beweging rond het achterste steunpunt. | - Driepuntsondersteuning rolgeleider (onderste excentrische as, voorste ondersteuningsas, bovenste excentrische as) - Maak lineaire verticale bewegingen. |
| 2 | Schuifkracht | - Hydraulische oliecilinder vast in schuine richting; - 75% werkende kracht, 25% verlies. | - Hydraulische oliecilinder voor lineaire verticale beweging; -100% hydraulische druk die op de snijkant inwerkt. |
| 3 | Bladstijl | - Bovenmes in prismatische vorm, kan alleen snijkant met twee schuine hoeken gebruiken; - Ondermes in rechthoekige vorm, er kunnen vier snijkanten worden gebruikt. | - Zowel het bovenste als het onderste blad hebben een rechthoekige vorm; - Alle vier de snijkanten kunnen worden gebruikt. |
| 4 | Snijhoekinstelling | - Vaste snijhoek en bladdragerhoek; - Kan alleen in een specifieke hoek snijden, ongeacht de dikte van de plaat. | - Instelbare snijhoek, verschillende snijhoeken worden toegepast voor snijplaat met verschillende dikte. - Door een kleinere snijhoek te kiezen kan de vervorming van plaatmetaalen verhoog de snijsnelheid; - Je kunt ook de afschuifhoek vergroten om de afschuifkracht te verhogen. |
| 5 | Smeerpunt | Kegelwieloverbrengingen zijn sterk versleten en moeten vaak gesmeerd worden om de levensduur te verlengen. | De meeste gebruiken zelfsmerende gewrichtslagers, waardoor handmatig smeren in principe niet nodig is. |
| 6 | Terugloopinrichting voor bladdrager | Stikstofretourcilinder, lekt gemakkelijk en moet vaak worden gerepareerd. | De blaastype accumulatorrendementen zijn stabiel en betrouwbaar. |
| 7 | Bereik gebruiken | Gewone kleine en middelgrote werkstukken, algemene vereisten voor het snijoppervlak. | Grote en middelgrote ultralange plaatscharen vereisen een hoge precisie voor het snijoppervlak. |
| 8 | Terugloopblokkering (optioneel) | - 500W wisselstroommotor + universele aansluiting gedraaide as; - Gemakkelijk om gaten te veroorzaken, geen veerbuffer, geen intrekfunctie. | - Omvormer + snelheidsmotor + encoder + elektronisch digitaal display; - Traploze snelheidsregeling, geluidsarm, veerretractie en bufferfunctie. |
| 9 | Brandstoftank (optioneel) | Als gewone platen niet worden behandeld, hoe lang, hoe gemakkelijker om te roesten, waardoor de hydraulische onderdelen blokkeren en slijten. | De algehele beplatingsbehandeling, geen roest, reageert niet gemakkelijk met de olie. |
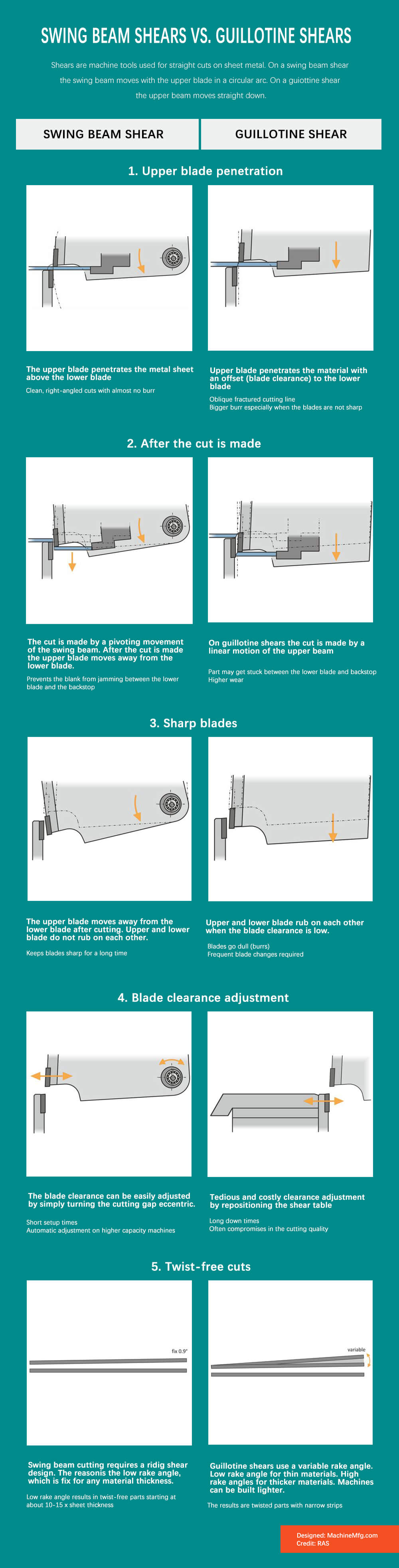
U kunt klik hier om de hoge resolutie versie van bovenstaande infographic te downloaden.
Zowel de bladspeling van de zwenkbalkschaar als de guillotineschaar is 0,04 mm.
De lagerverbinding tussen de zwenkarm en het slingerlichaam van de zwenkbalkschaar kan de speling echter niet volledig wegwerken.
Als gevolg hiervan zijn de nauwkeurigheidsfouten tussen spleten en bladrandspeling meestal meer dan 0,1 mm, waardoor de nauwkeurigheid van de zwenkbalkschaarmachine theoretisch slechter is dan die van de guillotineschaarmachine.
De achterste geleiderail van de guillotineschaarmachine wordt aangedrukt door een lager met een drukveerkussen aan de achterkant, waardoor er geen speling is tussen de voorste en achterste geleiderail.
Hierdoor blijft de nauwkeurigheid van de speling tussen de speling en de rand van het blad onder de 0,04 mm, wat resulteert in soepeler materiaal afschuiven zonder bramen.
Omdat de gereedschapshouder van de zwenkbalkschaarmachine een gebogen vorm heeft, maakt hij een boogpuntcontact om de rechtheid van het te scheren materiaal te garanderen.
De guillotineschaarmachine zorgt met zijn rechte gereedschapshouder voor de rechtheid van het te scheren materiaal, wat resulteert in een grotere precisie.
Bij de zwenkbalkschaarmachine is er in het midden echter sprake van een aanzienlijke terugslag van het blad, wat resulteert in enkele snijmaterialen met bramen. Dit probleem kan niet worden voorkomen.

Bij het knippen van platen met een dikte van minder dan 20 mm kan de kniphoek van de zwenkbalkschaarmachine niet worden aangepast, waardoor het te knippen materiaal verdraaid raakt. Hoe smaller het gesneden materiaal, hoe groter de vervorming.
Bij de guillotineschaarmachine daarentegen kan de schaarhoek traploos worden ingesteld, waardoor het minder waarschijnlijk is dat de gesneden plaat vervormd en vervormd raakt en de nauwkeurigheid van het werkstuk behouden blijft.
Nog belangrijker is dat de schuifkracht sterker is nadat de afschuifhoek is vergroot.
De hydraulische zwenkbalkschaar kan niet alle vier de randen van het blad gebruiken om metalen platen te snijden vanwege de gebogen bladbeweging.
Hierdoor kan alleen de diamantvormige snijrand worden gebruikt voor dubbelzijdig snijden.
Daarentegen beweegt de gereedschapshouder van de guillotineschaarmachine lineair op en neer, waardoor zowel de boven- als ondermessen met alle vier de snijkanten kunnen worden gesneden.
Hierdoor heeft het mes van de guillotineschaar een levensduur die twee keer zo lang is als die van de zwenkbalkschaar.
De hydraulische guillotineschaar vertrouwt niet op stikstof om het blad terug te sturen, waardoor het ongemak veroorzaakt door luchtlekkage geëlimineerd wordt. Hij gebruikt een dubbelwerkende hydraulische cilinder.
Ter vergelijking: het ontwerp van de zwenkbalkschaar heeft nog veel onopgeloste problemen, zoals:
Tegenwoordig produceren wereldwijd bekende fabrikanten van snijmachines voornamelijk hydraulische guillotineschaarmachines, die iets duurder zijn.
Vergeleken met de hydraulische schommelbalkschaarmachine heeft de hydraulische guillotineschaarmachine een hoge schaarprecisie, een instelbare schaarhoek en een duurzame snijkant.
Eenvoudig gezegd zijn guillotinescharen de tweede generatie hydraulische scharen en een verbeterde versie van de zwenkbalkschaar.
Als je echter een beperkt budget hebt, kan de zwenkbalkschaar nog steeds een goede optie zijn.
Als je een scheermachine van één machinefabrikant met betrouwbare kwaliteit wilt kopen, kun je terecht bij de top 10 van fabrikant van schaarmachines.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.












{kind=link}