
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe moderne productie zo precies en efficiënt kan zijn? De hydraulische ijzerbewerker - een veelzijdige machine die moeiteloos metaal snijdt, ponst, knipt en buigt. In dit artikel ontdek je de functies en voordelen van deze machine en waarom ze onmisbaar is in sectoren zoals bruggen en militaire toepassingen. Bereid je voor op het ontdekken van de geheimen achter dit krachtige gereedschap!

De hydraulische ijzerbewerker is een machinegereedschap dat verschillende functies combineert, zoals metaal snijdenperforeren, knippen en buigen.
Het wordt ook wel hydraulische staalarbeider genoemd.
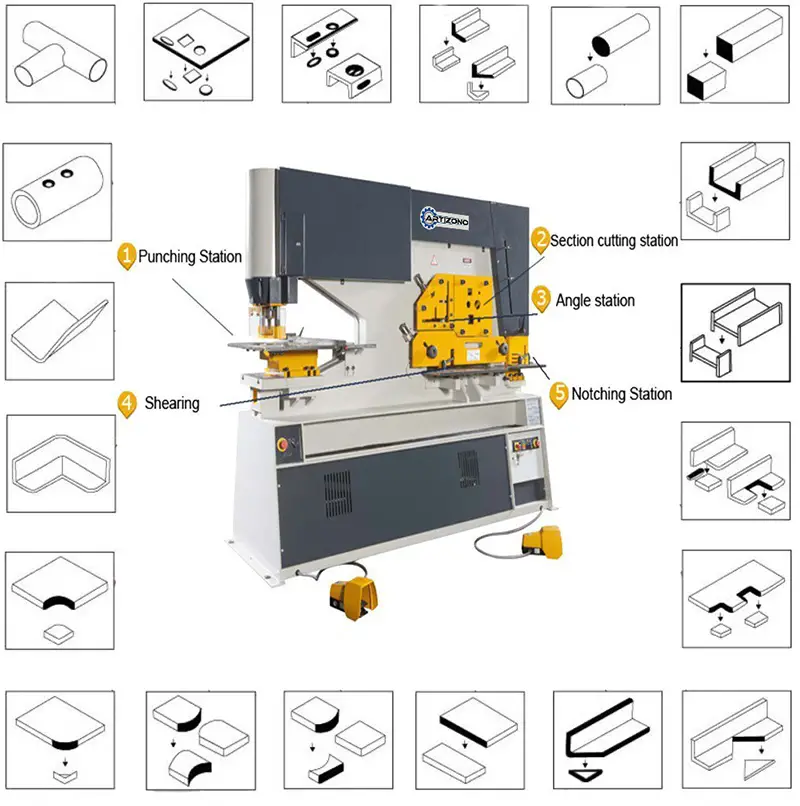
Het heeft de voordelen van eenvoudige bediening, laag energieverbruik en lage onderhoudskosten.
Het is de voorkeursuitrusting voor metaalverwerking in de moderne verwerkende industrie (zoals metallurgie, bruggen, communicatie, elektriciteit, militaire industrie enz.)
De ijzerbewerkingsmachine is onderverdeeld in twee soorten: hydraulische en mechanische ijzerwerkers.
In dit artikel richten we ons op de werking van de hydraulische ijzerwerker.
Snijden van platte staven, ponsen van gaten en inkerving werk kan worden uitgevoerd op de machine binnen de nominale specificatie.
Met extra uitrusting kan de hydraulische ijzerbewerkingsmachine kan snijden, ponsen en buigen in speciale vormen.
De staalbewerkingsmachine heeft een hydraulisch aandrijfsysteem en een overbelastingsbeveiliging.
Het bed is te zien in Fig. 1
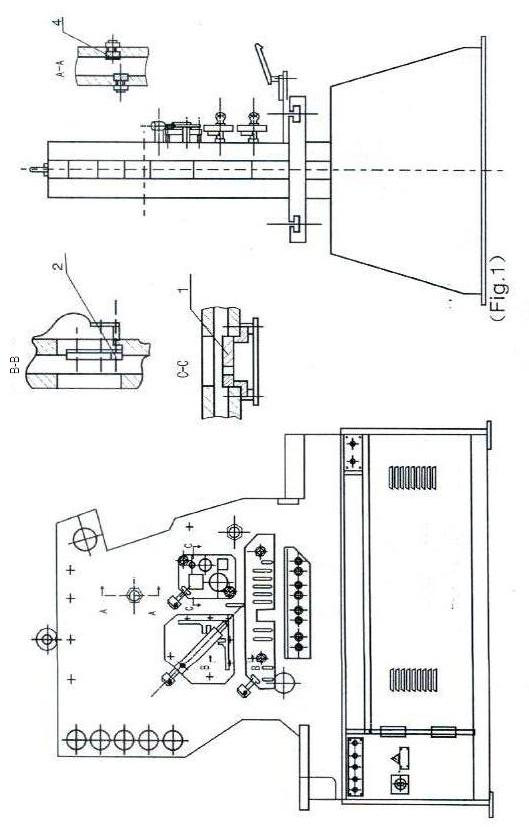
Het bed van de ijzerbewerkingsmachine bestaat uit een behuizing, zitting, beugel voor de sectie, beugel voor de hoek en snijtafel.
De behuizing en de zitting zijn van gelaste constructie, andere zijn van met bouten verbonden constructie die de machine grote sterkte en stijfheid geven en het mogelijk maken om de machine gemakkelijk te demonteren tijdens het repareren van de ijzerbewerkingsmachine.
Op de behuizing links-rechts is een verstelbaar kussen gemonteerd om de links-rechtse beweging van het blad te beperken.
Op het hoeksnijstation is een verstelbare houder gemonteerd om de te snijden hoek vast te houden.
Met de vierkante en ronde openingen van verschillende afmetingen op het snijmes kan de ijzerbewerkingsmachine verschillende vierkante en ronde staven snijden.
De schaartafel is uitgerust met een robuuste klem die verstelbaar is voor elke materiaaldikte en met een aanslagvinger om nauwkeurig hoek- en platstaal onder elke hoek te kunnen snijden.
Sectiesnijstation (Afb. 2)
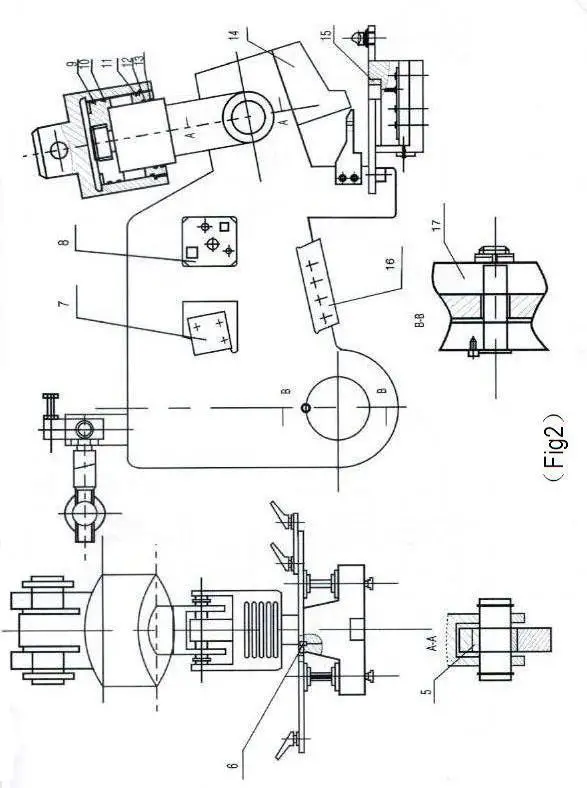
Dit station is standaard uitgerust met bladen die een solide structuur hebben en vier openingen om hoek, rond, vierkant, platte staven en inkepingen te snijden. staalplaat.
Met extra gereedschap op de vierkante en ronde staven kunnen ook kanaal- en balkstaven worden gesneden.
De balk is verbonden met de oliecilinder waarvan het bovenste uiteinde scharniert met het frame.
Aangedreven door de oliecilinder zwenkt de balk om te snijden.
Het bovenste uitklinkmes is bevestigd op de balk.
Er zijn 3 ondermessen die afzonderlijk worden bevestigd op de matrijszitting met cabines, en de inkepingsmessen aan beide zijden kunnen worden aangepast voor voldoende snijspeling.
Op de uitklinktafel zijn een zijaanslag en een achteraanslag gemonteerd om de plaat op de juiste positie uit te kunnen klinken.
Perforatiegat (Fig. 3)

De stempel wordt met een borgmoer aan de onderkant van de zuigerstang van de oliecilinder bevestigd en de matrijs wordt in de adapter vastgezet.
Nadat de stempel en matrijs op elkaar zijn uitgelijnd, moeten de bouten worden vastgedraaid.
Om vierkante en lange ronde gaten te ponsen, is er een geleider op het zijoppervlak van de zuigerstang, bovendien wordt er langs een ronde positioneersleuf gefreesd op het stootkussen en de bovenkant van de pons om te voorkomen dat de pons wordt gedraaid.
Met de extra gereedschappen op dit station kunnen buigingen, ponsen van buizen, ponsen van jaloezieën, ponsen van grote gaten, ponsen van kanalen, balken en ponsen van banen worden uitgevoerd.
1) Nadat de motor is gestart, gaat de oliestroom, die uit de pomp (1) wordt geperst, via de magneetklep (4) terug naar de olietank zodat de pomp kan worden ontladen.
2) Door de modusknop naar de stand "SINGLE" te draaien en het voetpedaal voor ponsgat in te trappen, wordt de elektromagneet YV5b ingeschakeld, stroomt er hydraulische olie in de bovenste kamer van de ponseenheid via het ventiel(3), keert de olie in de onderste kamer terug naar de olietank via het ventiel(3), zodat de pons omlaag beweegt om te ponsen.
Wanneer het voetpedaal wordt losgelaten en YV5a wordt ingeschakeld, stroomt de hydraulische olie naar de onderste kamer van de hydraulische cilinder, beweegt de stempel omhoog om de eindschakelaar op het bovenste dode punt te raken, zodat YV5a wordt uitgeschakeld en de stempel wordt gestopt op het bovenste dode punt.
Op dezelfde manier, door het voetpedaal voor de snijsectie in te trappen, wordt YV7b ingeschakeld, olie komt in de bovenste kamer van de oliecilinder voor de snijsectie, olie in de onderste kamer keert terug naar de olietank via de magneetklep(3), zodat het blad naar beneden beweegt om snijwerk uit te voeren.
Wanneer het blad de eindschakelaar op het onderste dode punt raakt, wordt YV7b uitgeschakeld en wordt het blad gestopt op het dode punt.
Wanneer het voetpedaal wordt losgelaten, wordt YV7a ingeschakeld, olie komt in de onderste kamer in de oliecilinder voor de snijcilinder, olie in de bovenste kamer keert terug naar de olietank, dus het blad beweegt omhoog, als het blad de eindschakelaar op het bovenste dode punt raakt, is het daar.
3) Door de modusknop naar de positie "INCHING" te draaien en het voetpedaal voor ponsgat in te trappen, wordt de elektromagneet YV5b ingeschakeld en komt er een deel van de hydraulische olie in de bovenste kamer van de oliecilinder voor ponsgat,
4) De maximale werkdruk in het hydraulische systeem is 250kgf/cm 2 (24. 5MPa). Het instelbereik van de druk in het overstortventiel is 25MPa. Het gehele hydraulische systeem wordt tegen overbelasting beschermd door het overstortventiel.
5) De staalbewerkingsmachine is uitgerust met een manometer die wordt gebruikt om de druk in het hydraulische systeem te controleren en de druk aan te passen na het vervangen van hydraulische elementen.
Om hem te gebruiken wordt de eindschroef op het ventielblok verwijderd, de manometer gemonteerd en vastgedraaid, en vervolgens de kraan van de manometer aangezet.
Het drukventiel wordt tijdens bedrijf weergegeven op de manometer.
De druk in het hydraulische systeem voordat de machine wordt geleverd, is goed afgesteld op de maximale werkwaarde, dus stel deze naar keuze niet opnieuw in.
Hier zijn de tekeningen:
Diagram hydraulisch systeem ijzerbewerker 1
Diagram hydraulisch systeem ijzerbewerker 2
Diagram hydraulisch systeem ijzerbewerker 3
Diagram hydraulisch systeem ijzerbewerker 4
Diagram hydraulisch systeem ijzerbewerker 5
Diagram hydraulisch systeem ijzerbewerker 6
(1) Inleiding:
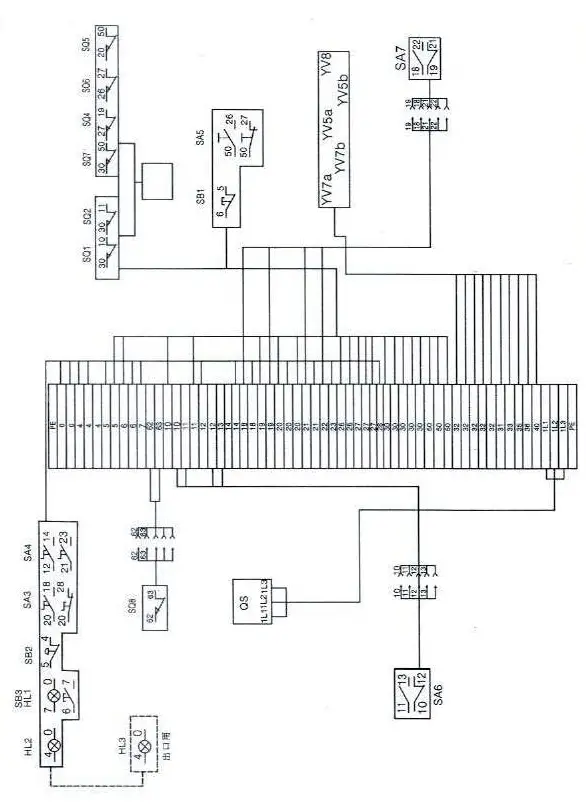
De hydraulische staalbewerkingsmachine keurt het elektrische systeem goed van A. C 3-fase en 208/220/440V 50HZ in het hoofdcircuit en eenfase 24V en 6V komt van een transformator in het regelcircuit en signaalcircuit.
Het doorslijpstation is standaard uitgerust met een drukknop voor de noodstop.
Volgens het verzoek van de machinetechnologie omvat het elektrische systeem:
(2) Motor starten en stoppen:
Door op knop SB3 te drukken, wordt de motor voor de oliepomp gestart. Door op knop SB1 of SB2 te drukken, wordt de motor gestopt. De beveiliging tegen kortsluiting en overbelasting wordt uitgevoerd door een automatiseringsschakelaar.
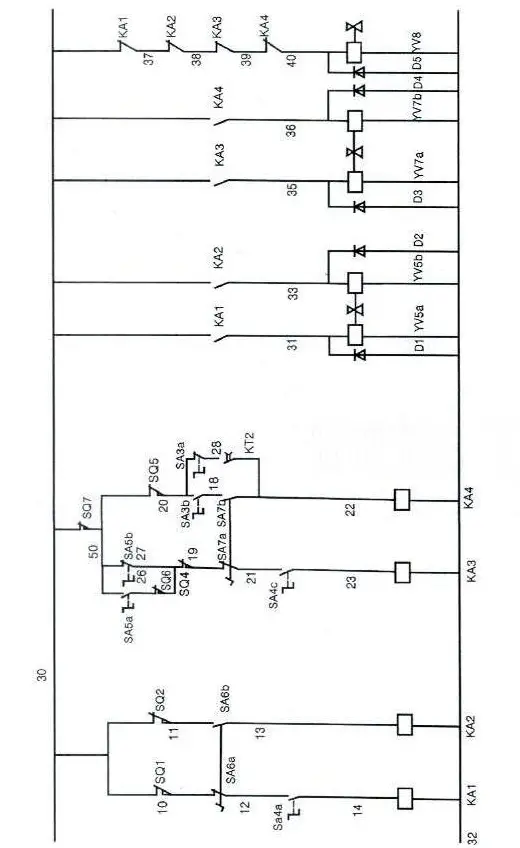
(3) Bedrijfsproces:
1) Enkele slag
Door de schakelaar SA4 in de stand "NORMAAL" te zetten en het voetpedaal SA6 of SA7 in te trappen, krijgen KA2 of KA4 kracht, tegelijkertijd krijgen YU5b of YU7b ook kracht, zodat de zuiger voor het ponsen of de zuiger voor het snijden van secties naar beneden beweegt. Zodra ze de eindschakelaar SQ2 of SQ5 aanraken, krijgen KA1 of KA3 kracht, KA2 of KA4 verliezen kracht YU5b of YU7b worden uitgeschakeld, de sleepzuigers stoppen met omlaag bewegen, tegelijkertijd zetten KA1 of KA3 aan YV5a of YV7a aan, de twee zuigers beginnen terug te keren.
Als ze eindschakelaar SQ1, SQ4 of SQ6 aanraken, is de terugloop voorbij.
Wanneer de cilinder naar de middelste positie gaat. Laat SA6 of SA7 los tot de halve positie, KA2 of KA4 verliezen kracht. YV5b of YV7b verliezen kracht, de cilinder stopt.
Als je voetschakelaar SA6 of SA7 loslaat, keert hij terug.
2) Lunch aanpassing
Door de schakelaar SA4 in de stand "JOG" te zetten en het voetpedaal SA6 of SA7 in te drukken, wordt KA6 ingeschakeld, zodat de piston voor ponsen of de pistons voor snijden en uitsnijden langzaam naar beneden bewegen wanneer ze de eindschakelaar SQ2 of SQ5 aanraken, worden KA3 of KA6, YU5b of YU7b uitgeschakeld, zodat twee pistons stoppen met naar beneden bewegen wanneer voetpedaal SA6 of SA7 wordt losgelaten.
Twee zuigers kunnen niet omhoog bewegen. Om vervolgens terug te keren naar het bovenste dode punt, moet schakelaar SA4 in de stand "NORMAL" worden gezet.
3) Achteruitrij-inrichting
Zet schakelaar SA3 in de autopositie, zet schakelaar SA4 in de positie "NORMAL" en zet het te snijden materiaal op achteraanslag door op schakelaar SQ8 te drukken.
Het snijden van de sectie begint nadat de tijdvertrager KT2 een paar seconden vertraagt wanneer de KA5 stroom krijgt.
Als de eindschakelaar SQ5 wordt aangeraakt, keert de snijcilinder terug naar het bovenste dode punt. Het snijden is voltooid.
Lijst van elektrische elementen
| Symbool | Naam | Technische gegevens | Hoeveelheid | Type |
|---|---|---|---|---|
| SB1-2 | Drukknop | Rode paddestoel | 2 | XB2-BS542C |
| SB3 | Startknop | Groen φ22 | 1 | XB2BW337B1C |
| SA3-5 | Eindschakelaar | Zwart φ22 | 3 | XB2BD217 |
| SQ1-2 | Eindschakelaar | 2 | Z-15GW22-B | |
| SQ4-6 | Eindschakelaar | 3 | Z-15GW22-B | |
| QS | Ladingsschakelaar | V2 | 1 | VAR10 |
| KM1 | A. C. schakelaar | 24V | 1 | LC1-D3210 |
| KA1-4 | Tussentijds terugbetalen | 24V 5A | 4 | MY4 |
| FU1-4 | Zekering | 6A | 4 | C45N |
| FU5-6 | Zekering | 6A | 2 | C45N |
| HL2 | Stoplicht | 24V groen | 1 | XB2-EV136 |
| VC | Siliciumgelijkrichter | 2A | 1 | KBPC20-10 |
| V | Overstroomonderdrukker | 1 | 3TX3-221A | |
| TC | Transformator | 440V 220V208V 250VA/29V 24V | 1 | JBK3-250 |
| SA6-7 | Pedaalschakelaar | SFM-1 | 2 | |
| SQ7 | Eindschakelaar | 1 | 4MC-5000 | |
| QF | Motoronderbreker | 25-40A | 1 | GV2-M |
| SQ8 | Eindschakelaar | 1 | Z-15G-B |
Hijsen
De hydraulische ijzerbewerkingsmachine is uitgerust met een hefring die bovenop de machine is gemonteerd.
Alle hef- en manoeuvreerwerkzaamheden moeten worden uitgevoerd met behulp van deze ring in combinatie met een ketting of strop met de juiste nominale waarde.
De ring kan desgewenst worden verwijderd nadat de machine definitief is geplaatst. Gebruik geen ketting en strop onder de ijzerbewerkingsmachine.
Hier zijn de tekeningen:
Installatieschema hydraulische ijzerbewerker
De fundering met gaten voor ankerbouten moet worden voorbereid voordat de machine wordt geplaatst.
Pas als de betonnen fundering hard is, kan de machine erop worden geplaatst.
Stel de machine vervolgens waterpas met een waterpas, monteer de ankerbouten en breng het vloeibare beton aan in de bodem van het machinehuis en in de gaten voor de ankerbouten.
Nadat het beton hard is, moet de werktafel van het ponsstation van de machine waterpas worden gezet (toegestane coherentie is 100:0,2) en moeten de ankerbouten worden vastgedraaid.
Voorbereiding voor proefdraaien
Reinig en verwijder roestwerend vet op de matrijs en het blad van de machine, controleer of alle onderdelen, de voedingskabel en de aardleiding in goede staat zijn en smeer alle smeerpunten.

De hydraulische ijzerbewerkingsmachine heeft een gecentraliseerd smeersysteem met handmatig oliepistool.
Om de viscositeit van het smeermiddel te verhogen, moet in de oliepomp een 4:1 mengsel van #35 mechanische olie en calciumbasisvet worden gegoten.
Laat de pomp 2/3 keer per dag draaien om voldoende olie in alle smeerpunten te krijgen.
1) Aanpassing van de ponsslag (fig. 3)
Aan de rechterkant van het ponsstation bevinden zich aanslagblokken van de bovenste en onderste eindschakelaar, die verticaal kunnen worden ingesteld.
Afhankelijk van de gewenste positie worden de blokken vastgezet op de geleidestang, die op de zuigerstang is gemonteerd en mee kan worden bewogen met behulp van een stelschroef.
2) Aanpassing van stempel en matrijs
Draai de stelschroef van de matrijsbout los en draai de knop naar de "INCHING" positie om de zuigerstang in de ponscilinder inchgewijs naar beneden te laten bewegen en de pons uit te lijnen met de matrijs, zorg voor een goed verdeelde speling tussen beide.
Zet vervolgens de bolster vast op de werktafel met de stelschroef en laat de stempel terugkeren naar het bovenste dode punt, zodat de afstelling voor ponsbewerking klaar is.
Er zijn twee gaten voor het monteren van matrijzen of de bolster groot gat wordt gebruikt voor het monteren van de matrijs te ponsen een groot gat op de dunne plaat andere wordt gebruikt voor het monteren van de matrijs te ponsen gat met een diameter van minder dan 30 mm en voor ponsen gat op de flens van kanaal en hoek bar.
3) Aanpassing van de vasthoudunit
De vastzeteenheid moet correct worden afgesteld om de materialen gemakkelijk te kunnen hanteren.
Over het algemeen moet de afstand tussen de onderkant van de houder en de bovenkant van de matrijs worden ingesteld op 1. 2 keer de dikte van de te ponsen plaat.
Om de vastzetter af te stellen, hoeft alleen maar aan een moer met linkse of rechtse schroefdraad te worden gedraaid die is verbonden met de vastzetter.
4) Vervanging van stempel en matrijs
Draai de vaste moer los met een sleutel, de stempel kan worden verwijderd.
Na het monteren van een nieuwe pons wordt de moer vastgedraaid (de montagemaat van de uiteinden van verschillende ponsen zijn hetzelfde om eenvoudig vervangen mogelijk te maken).
Het vervangen van de matrijs is erg gemakkelijk en eenvoudig.

Of het nu gaat om het zagen van platte staven, profielen of inkepingen, de speling van het blad moet eerst goed worden afgesteld.
Zoals in fig. 1 te zien is, zijn er zes pads (4) op de life-right behuizing van het machinelichaam.
Door de schroef en de moer op de pads te verstellen, kan de juiste speling van het blad tussen de linker behuizing en pads worden verkregen.
1) Afstellen van de bladspeling
Stelschroeven worden rond de stabiele bevestigingsschroeven geplaatst om de schaarmessentoegankelijk wanneer de schaartafel wordt verwijderd.
Door aan deze schroeven te draaien, wordt de juiste speling tussen de stabiele en beweegbare bladen verkregen.
Over de hele lengte van het blad moet er een gelijkmatige tussenruimte zijn.
Over het algemeen moet deze speling 10% de dikte van de te zagen plaat zijn.
Monteer de schaartafel opnieuw na het afstellen.
2) Blad vervangen
Zowel het boven- als ondermes hebben vier snijkanten.
Nadat de messen 4 keer zijn gedraaid, moet het nieuwe mes opnieuw worden geslepen of vervangen.
Na het vervangen van de nieuwe afstelling moet rekening worden gehouden met de speling van de messen.

1) Afstellen van de bladspeling
De hoekzaagunit is uitgerust met een stabiel mes dat bestaat uit twee messen die haaks op elkaar staan.
De stelschroeven zitten rond de bevestigingsschroeven van de messen om de snijmessen te ondersteunen.
Door de stelschroeven te verdraaien kan de juiste speling tussen het stabiele blad en het beweegbare blad op de slede worden verkregen.
Gelijkmatige speling tussen stabiele en beweegbare bladen is belangrijk over de hele lengte van het blad en er moet voor worden gezorgd dat het stabiele blad evenwijdig is aan het beweegbare blad.
Deze speling is over het algemeen 10% van gelijke dikte van de te zagen hoekflens.
Na het afstellen wordt de hoeksteun gemonteerd.
2) Blad vervangen
Zowel het horizontale als het verticale blad van het stabiele blad hebben vier snijkanten.
Rol ze opnieuw op of vervang ze door nieuwe messen nadat je ze vier keer hebt gedraaid.
Het beweegbare blad is met schroeven op een slede bevestigd.
Na het naslijpen of vervangen van de botte bladen moet de bladspeling opnieuw worden afgesteld.

1 ) Vrije ruimte aanpassen
Aan weerszijden van het stabiele blad bevinden zich twee hoekvormige aanslagblokken die het stabiele blad ondersteunen en met schroeven op de behuizing zijn bevestigd.
Rond de bevestigingsschroeven zijn stelschroeven geplaatst om de speling tussen het hoekvorm-aanslagblok en de behuizing en de speling tussen het steunvlak dat in het hoekvorm-aanslagblok is genesteld en het stabiele blad en de behuizing aan te passen.
Zo wordt de speling tussen het stabiele blad en het beweegbare blad op de slede afgesteld.
Hierna wordt de profielondersteuner gemonteerd.
2) Blad vervangen
Verwijder de slede en draai het aanslagblok van de hoekvorm los om het oude blad te vervangen door een nieuw. Na het vervangen moet de speling opnieuw worden afgesteld.

1) Afstellen van de bladspeling
Door de bolster met het bovenmes erop te verplaatsen, wordt deze evenwijdig gezet aan die op de pons om de juiste speling mogelijk te maken, waarna de bolster op de tafel wordt vastgezet met de schroef.
De stelschroeven worden rond de bevestigingsschroef geplaatst om de messen aan beide zijden van de pons af te stellen, zodat de juiste speling wordt verkregen, die 10% van de dikte van de te snijden plaat is.
Hierna wordt de uitklinktafel gemonteerd.
2) Blad vervangen
Alle messen op de matrijs hebben vier randen. Na vier keer vervangen is het nodig om opnieuw te slijpen of door nieuwe te vervangen.
Het bovenmes zit met de schroef vast op de stempel, draai de schroef los en vervang het oude mes door een nieuw.
Na het vervangen moet de speling opnieuw worden afgesteld.
Hoekzaagsnede van 45º kan worden uitgevoerd op de sectiepositie van afbeelding (1) B-B.

1) Giet voldoende gefilterde hydraulische olie (door de gebruiker zelf geleverd) in de olietank.
2) Controleer of de speling van de bladen goed is en pas deze zo nodig aan.
3) Schakel de voeding in en controleer of de verschillende elektrische elementen goed werken en of de installatie correct is.
Druk op alle drukknoppen, eindschakelaars, voetpedalen, enz. om de acties van de elektromagneet te observeren en te herhalen.
4) Star de motor om te controleren of de draairichting correct is, de druk in het hydraulische systeem overeenkomt met de eisen, de overloopdruk in de overloopklep overeenkomt met de eisen en de werking van de omschakelklep handig is.
Na het voltooien van alle voorbereidende werkzaamheden voor het proefdraaien, kan het proefdraaien en het bedrijfsproces worden uitgevoerd.
De werkwijze is als volgt:
1) Als u op de bedieningsknop drukt en de voeding inschakelt, gaat er een groen signaallampje branden om aan te geven dat het elektrische systeem is ingeschakeld en dat de bediening kan worden gestart.
2) Start de motor en smeer de bovenste en onderste kamers van de ponscilinder en snijcilinder om te controleren of de pons en het snijmes het bovenste en onderste dode punt kunnen bereiken.
3) Proefdraaien in een stationaire cyclus, test inching en enkele slag voor ponsen en snijden van secties in volgorde.
Tijdens het testen moeten de werkingsomstandigheden van de verschillende onderdelen zorgvuldig worden gecontroleerd. Als een van hen niet in orde is, kunnen na het oplossen van deze problemen verdere tests worden uitgevoerd.
4) De druk zou stap voor stap in de ladingstest moeten worden toegevoegd. Het aantal uit te voeren snij- of perforatietests in de maximale capaciteit mag niet minder zijn dan 3 keer.
Op elk station zijn beschermkappen aangebracht, er mogen geen handen of gereedschappen in de kap worden gestoken:
1) De bediener moet bekend zijn met de bedieningshandleiding van de machine en over bepaalde bedieningstechnieken beschikken.
2) De elektrische isolatie en aarde moeten in goede staat zijn.
3) Pons- en uitklinkwerkzaamheden mogen niet tegelijkertijd worden uitgevoerd.
4) Voer geen overbelasting uit. (Treksterkte van materiaal=450N/mm, de hardheid van materiaal=HB180).
5) Houd alle randen van de messen scherp.
6) Er mogen geen littekens en bramen achterblijven op de oppervlakken van de te ponsen of snijden plaat.
7) Om veilig ponsen en snijden te garanderen, moet de vasthoudinrichting worden aangepast aan elke materiaaldikte binnen de snijcapaciteit van de machine.
8) Controleer na het vervangen van de messen opnieuw de speling en pas deze zo nodig aan.
9) Controleer regelmatig of de aansluitingen van alle onderdelen in goede staat zijn. Als er zich abnormale omstandigheden voordoen, moet de machine worden stopgezet om tijdig te worden gerepareerd.
10) Smeer alle smeerpunten volgens de gebruiksperiode om beschadiging van de werkoppervlakken te voorkomen.
| Nee. | Naam | Spec. | Qty |
|---|---|---|---|
| 1 | Mouw | 1 | |
| 2 | Wrijvingsblok | 3 | |
| 3 | Stop Lopend Blok | 1 | |
| 4 | YX vormdichtingsring | D165 | 2 |
| 5 | O-vormige afdichtingsring | 130×3. 1 | 1 |
| 6 | - | 165×5. 7 | 1 |
| 7 | YX vormdichtingsring | d125 | 1 |
| 8 | Stofdichte ring | 125 | 1 |
| 9 | YX vormdichtingsring | D200 | 2 |
| 10 | O-vormige afdichtingsring | 135×5. 7 | 2 |
| 11 | - | 200×5. 7 | 1 |
| 12 | YX vormdichtingsring | d125 | 1 |
| 13 | Stofdichte ring | 125 | 1 |
| 14 | SF-1 Samengesteld lager van samengesteld materiaal | 5560 | 1 |
| Nee. | Naam | Specificatie of type | Qty |
|---|---|---|---|
| 1 | Voetpedaal | Y13-11 | 2st |
| 2 | Sleutel tot de vergrendeling | 2st | |
| 3 | Inbussleutel | S=3-19 | 1 set |
| 4 | Haakvormige sleutel | D=90-95 | 1 stuk. |
| 5 | Losse haan | 1 stuk. | |
| 6 | Manometereenheid | 1 set | |
| 7 | O-vormige afdichtingsring | 130×3. 1 (GB1235-76) | 1 stuk. |
| 8 | - | 165×5. 7 (GB1235-76) | 1 stuk. |
| 9 | - | 200×5. 7 (GB1235-76) | 1 stuk. |
| 10 | - | 135×5. 7(GB1235-76) | 2 stuks. |
| 11 | Stofdichte ring | 125 | 2st |
| 12 | SF-1 Lager van samengesteld materiaal | 5560 (SF-1) | 1 stuk. |
| 13 | Oliepistool | Capaciteit:200cm³ | 1 |
INPAKLIJST
| Nee. | Naam | Specificatie of type | Qty |
|---|---|---|---|
| 1 | Bedieningshandleiding | 1 kopie | |
| 2 | Testcertificaat | 1 kopie | |
| 3 | Paklijst | 1 kopie | |
| 4 | Voetpedaal | SFM-1 | 2st |
| 5 | Aardschroef | M16×300 | 4st |
| 6 | Sleutel tot de in elkaar grijpende eenheid | 2st | |
| 7 | Manometereenheid | 1 set | |
| 8 | Haakvormige sleutel | D=90-95 | 1 stuk |
| 9 | Kok | 1 stuk | |
| 10 | Inbussleutel Sleutel | S=3-19 | 1 set |
| 11 | O-vormige afdichtingsring | 130×3. 1 (GB1235-76) | 1 stuk |
| 12 | - | 165×5. 7 (GB1235-76) | 1 stuk |
| 13 | - | 200×5. 7 (GB1235-76) | 1 stuk |
| 14 | - | 135×5. 7 (GB1235*5. 7) | 2 stuks |
| 15 | Stofdichte ring | 125 | 2st |
| 16 | SF-1 Lager van samengesteld materiaal | 5560 (SF-1) | 1 stuk |
| 17 | Oliepistool | Capaciteit:200cm | 1 |

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}