
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe die enorme stalen platen met zo'n precisie worden geknipt? Stap in de wereld van de hydraulische schaarmachines - de onbezongen helden van de metaalverwerkende industrie. In deze blogpost duiken we in de fascinerende mechanica achter deze krachtige machines en onderzoeken we hoe ze de wereld om ons heen vormgeven, van schepen tot wolkenkrabbers. Bereid je voor om versteld te staan van de pure kracht en finesse van hydraulische schaartechnologie!

Een hydraulische scheermachine is een type machine die gebruik maakt van een bewegend bovenmes en een vast ondermes om een scheerkracht toe te passen op metalen platen van verschillende dikte, wat resulteert in het scheiden van de platen in de gewenste grootte door gebruik te maken van een geschikte bladspeling.
Schaarmachines zijn een soort smeedmachines die voornamelijk metaalbewerking uitvoeren. Ze worden op grote schaal gebruikt in diverse industrieën zoals de luchtvaart, lichte industrie, metallurgie, chemische industrie, bouw, scheepsbouw, auto-industrie, elektrische energie, elektrische apparaten, decoratie, en nog veel meer, om gespecialiseerde machines en complete apparatuur sets.
Bekijk de volgende video om het in actie te zien.
De vasthoudcilinder van een hydraulische scheermachine wordt aangedreven door het hydraulische systeem om de stalen plaat vast te klemmen, en de linker en rechter cilinder drijven de beweging van het blad op en neer aan.

De vasthoudcilinder van de hydraulische scheermachine werkt onder de kracht van het hydraulische systeem om de metalen plaat op zijn plaats, terwijl de linker en rechter oliecilinders de beweging van het blad regelen door het op en neer te bewegen.
Het bovenste blad op de bladdrager en het onderste blad dat op de bladhouders is bevestigd, hebben een geschikte speling om schuifkracht uit te oefenen op metalen platen van verschillende diktes en ze op de gewenste grootte te snijden.
De hydraulische scheermachine wordt gebruikt voor het direct scheren van een verscheidenheid aan metalen materialen om te voldoen aan de eisen van industrieën zoals staalproductie, scheepsbouw, autoproductie, containerproductie, elektrische schakeltoestellen, machinebouw en lichte industrie.
Aan het begin van het bericht stelden we dat vel knippen van metalen wordt bereikt door de beweging van de bovenste en onderste bladen die worden aangedreven door een hydraulisch systeem.
De plaatschaarmachine kan in twee types worden ingedeeld: hydraulische scharen en mechanische scharen.
Hydraulische schaarmachines worden vaker gebruikt omdat ze minder energie verbruiken en minder lawaai maken dan mechanische scharen.
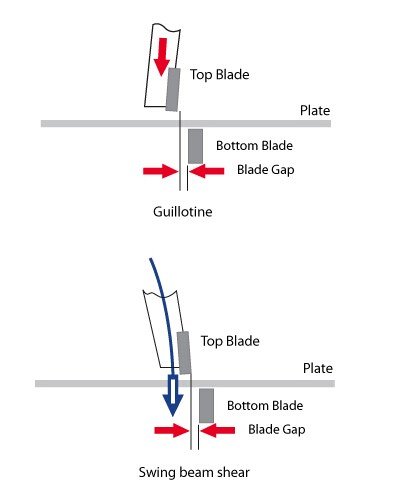
Wat betreft de beweging van de bladdrager kunnen hydraulische schaarmachines verder worden onderverdeeld in twee categorieën:
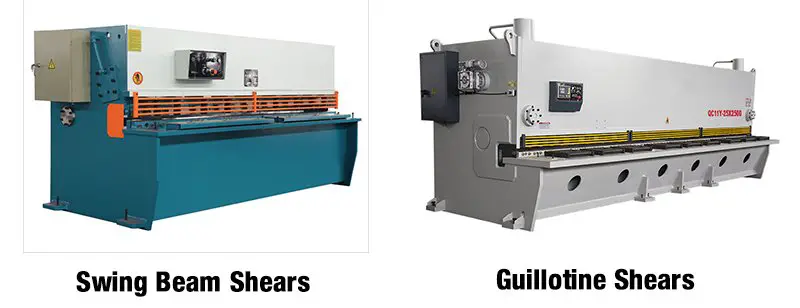
Hieronder staan verschillende soorten scheermachines:
Vergeleken met traditionele plaatscharen hebben hydraulische plaatscharen het grote voordeel dat ze tijdens het gebruik worden aangestuurd door een reeks codes. Deze codes worden gegenereerd door verschillende combinaties van tekens en zijn afhankelijk van de specifieke werkvereisten.
Een groot voordeel van het gebruik van code voor de besturing van de hydraulische snijmachine is de mogelijkheid om de oriëntatie, snelheid en kracht van de machine nauwkeurig te regelen. Dit wordt bereikt door numerieke besturing, waarbij computerprogrammering wordt gebruikt om de machine te bedienen door middel van numerieke combinaties.
Op het gebied van positionering heeft de hydraulische snijmachine duidelijke voordelen. De stelstang kan continu rond de centrale as draaien zonder dode hoeken en de machine werkt stil, waardoor een rustige werkomgeving ontstaat die geen invloed heeft op het humeur of de gezondheid van de operators.
De machine is gemaakt van duurzaam roestvrij staal met een sterke corrosiebestendigheid en stabiliteit, zelfs in omgevingen met hoge trillingsamplitude. De bediening van de machine is eenvoudig en gemakkelijk te leren en vereist computervaardigheden om hem te bedienen.
Bovendien heeft de machine niet alleen een sterke functionaliteit, maar ook een strak uiterlijk.
Op het gebied van veiligheid is grote vooruitgang geboekt: de hydraulische schaarmachine is uitgerust met een stevig zelfverdedigingshek. Bij een machinestoring scheidt het hek de operator van de machine.
De aanpassing van het licht verbetert ook de snelheid aanzienlijk, waardoor de machine snel in de juiste positie kan worden gezet voor een duidelijker zicht op de werksituatie, wat het productieproces en de bediening van de machine vergemakkelijkt.
Frame scheermachine
Het frame van de scheermachine is opgebouwd uit stalen platen en omvat het linker- en rechterbord, de werktafel, de klemhouder en de brandstoftank.
Aan weerszijden van de tandheugel zijn een hydraulische cilinder en een geleider met schuifblok geïnstalleerd. Dit dient als opdrukmechanisme om de speling van de bladen te regelen.
De hydraulische vasthoudcilinder op de klemming Het apparaat kan de plaat stevig aandrukken voor het scheren.
Mes Houder
Het bovenste blad zit vast en is verbonden met de hydraulische cilinder, waardoor het recht omhoog en omlaag kan worden bewogen om schuifkracht over te brengen en te snijden.
Bovendien is de achteraanslag mechanisme is bevestigd op de meshouder om de grootte van de afgeschuinde plaat nauwkeurig te positioneren.
Scheerblad
De bovenste en onderste schaarmessen zijn gemaakt van hoogwaardig staal en kunnen worden gebruikt om staalplaten van koolstofstaal tot roestvrij staal te scheren. De boven- en ondermessen hebben vier verwisselbare snijmessen voor een langere levensduur.
Achteruitrijmechanisme
Dit mechanisme, dat is bevestigd op de meshouder, bestaat uit een achteraanslagregelmotor, een microdynamisch verstelmechanisme, een achteraanslaghefmechanisme, een digitaal weergaveapparaat, een transmissieschroef en een geleidestang.
De beweging van de achteraanslag op de scheermachine wordt aangedreven door de motor en veroorzaakt het draaien van de achteraanslagplaat, waardoor op lengte snijden mogelijk wordt.
Brandstoftank
De brandstoftank is geïnstalleerd op de olietankvoet achter de scheermachine. Aan de linkerkant van de tank bevinden zich het hydraulische geïntegreerde kleppenblok, de hydraulische oliepomp en de hoofdmotor.
Aan de linkerkant van de tank bevindt zich een oliemeter en hydraulische olie moet worden toegevoegd tot het middelste niveau dat door de meter wordt aangegeven.
Instelapparaat voor vrije ruimte
De schuifkracht kan worden geoptimaliseerd door de opening tussen de bovenste en onderste bladen en de plaatdikte aan te passen. Dit verlengt de levensduur van de messen en garandeert de productkwaliteit.
Regel voor aanpassing: De spleet moet over het algemeen worden afgesteld op 10% van de dikte van het gesneden materiaal.
Voorste supporter
Er wordt een zijbeveiliging aan de werktafel bevestigd om ervoor te zorgen dat de afgeschuinde plaat aan beide kanten loodrecht is.
Vingerbeschermplaat
De vingerbeschermplaat van de scheermachine is geïnstalleerd op de machineklemhouder en is ontworpen om de veilige afstand tot de vingers te regelen.
Om een veilige vingerafstand te garanderen, moet de positie van de vingerbeschermplaat voldoen aan mechanische veiligheidsnormen.
Veilige afstand voor bescherming van vingers

| Scharen | max.A | min.B |
|---|---|---|
| 8/6.5/3000 | 12 | 80 |
| 8/6/4000 | 12 | 80 |
| 10/3000/4000 | 20 | 120 |
| 13/3000 | 23 | 200 |
Opmerking: Deze afmetingen voldoen aan de mechanische veiligheidsnormen.
Het is belangrijk om je vingers niet tussen de plaat en de tafel van de schaarmachine te plaatsen wanneer je de plaat in het terugloopblok plaatst. Dit kan ertoe leiden dat de plaat tijdens het persen tegen uw vingers drukt.
Als het achteraanslagblok niet in positie is, mag de plaat niet door de vingerbeschermingsplaat worden geduwd om mogelijk vingerletsel te voorkomen.
Cilinder ingedrukt houden
Om te voorkomen dat de plaat tijdens het snijden beweegt, wordt de vasthoudcilinder gebruikt om de plaat stevig aan te drukken.
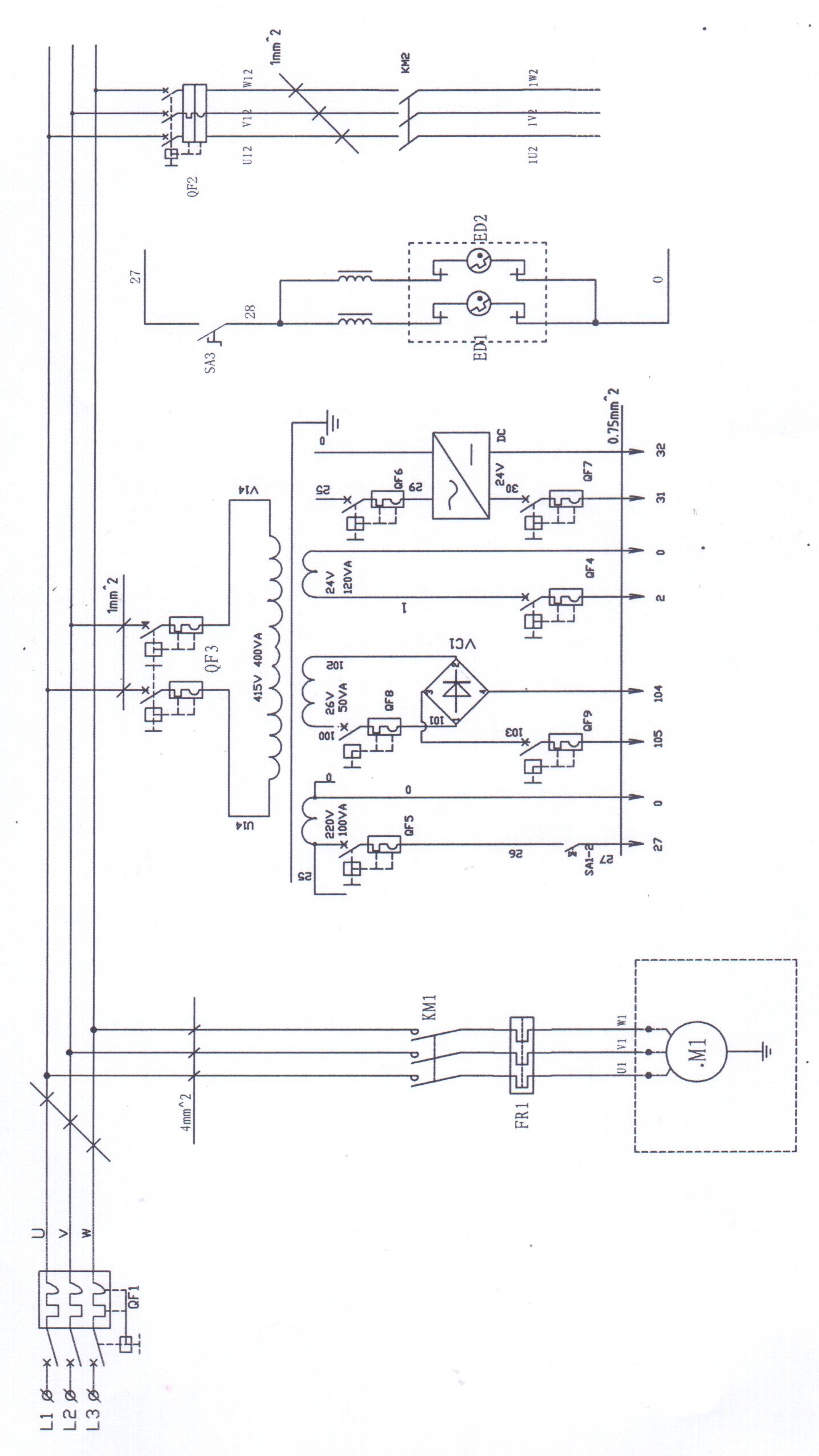
Elektrisch systeem van de scheermachine
Het elektrische systeem dient voornamelijk voor het starten van de oliepompmotor, het aandrijven van de oliepomp om stroom te leveren voor de hydraulische schaar en het regelen van de stroomtoevoer.
Het besturingscircuit verbindt voornamelijk het magneetventiel en de oliedruk, gebaseerd op de bedieningsinstructies, om de op-en-neer beweging van de messenhouder aan te sturen en uiteindelijk het maaidoel te bereiken.
Daarnaast wordt elektriciteit gebruikt om de slag van het mes, de heen-en-weerbeweging, de uitlijning van de snijlijn, de aanpassing van de spleet en de kniphoek te regelen.
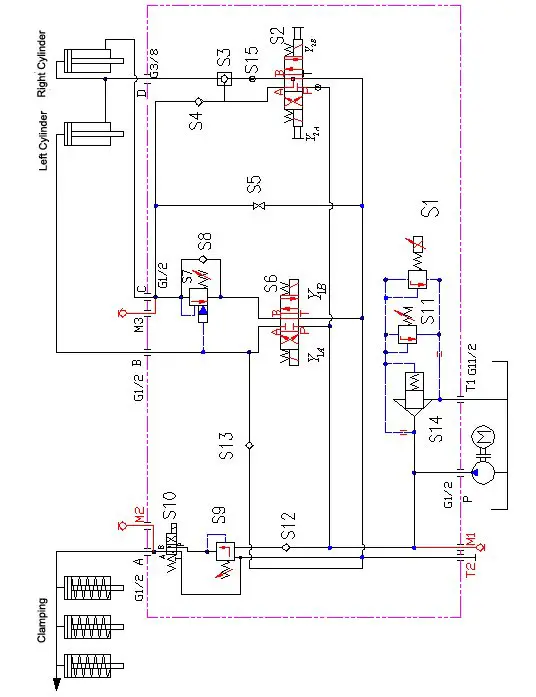
Hydraulisch systeem van de scheermachine
Het hydraulische systeem bestaat uit de hoofdoliepomp, hydraulische componenten, hydraulische cilinder, drukcilinder, hydraulische leidingen enzovoort.
De hydraulische oliepomp levert de schuifdruk voor de hydraulische apparatuur. Het hydraulisch systeem regelt de systeemdruk en de richting van de hydraulische oliestroom.
De hydraulische cilinder drijft de beweging van de bladhouder aan om plaat snijden. De vasthoudcilinder drukt voornamelijk op het werkstuk om de nauwkeurigheid tijdens het snijden te garanderen.
1. Afschuifdikte
De maximale dikte die kan worden geschoren door een hydraulische schaarmachine wordt voornamelijk beperkt door de sterkte van het schaarmechanisme en is uiteindelijk afhankelijk van de schuifkracht.
Er zijn verschillende factoren die de afschuifkracht beïnvloeden, zoals de snijspeling, de scherpte van de snijkanten, de afschuifhoek (voor het afschuiven van vlakke messen), de afschuifsnelheid, de afschuiftemperatuur, de breedte van het afgeschuinde oppervlak en, het allerbelangrijkste, de sterkte van het materiaal dat wordt afgeschuind.
Momenteel is de typische snijdikte voor hydraulische snijmachines minder dan 32 mm, omdat grotere diktes niet rendabel of efficiënt zijn vanuit het oogpunt van gebruik.
2. Schuifblad breedte
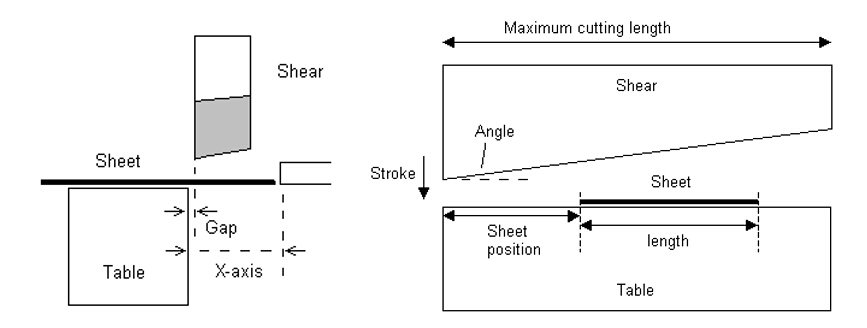
De breedte van het plaatmetaal dat geschoren wordt, verwijst naar de maximale grootte van het metaal dat in één keer in de richting van de scharen van het schaarmechanisme geknipt kan worden.
Deze meting is gebaseerd op de breedte van de staalplaat en de eisen van de fabrikant (de breedte van de afschuifbare plaat is meestal kleiner dan de lengte van de snijkant).
Deze manier van snijden wordt kruissnijden genoemd en snijden is een vorm van snijden met meerdere contacten.
Zolang de strookbreedte kleiner is dan de snijdiepte van het scheermechanisme, is de grootte niet beperkt.
Met de vooruitgang in technologie is de plaat snijden breedte neemt toe en hydraulische knipmachines met een plaatbreedte tot 6000 mm worden steeds gebruikelijker. Sommige buitenlandse knipmachines bereiken een maximale plaatbreedte van 10.000 mm.
3. Afschuithoek
Om buiging en vervorming in het afgeschuinde plaatmetaal te verminderen, wordt meestal een kleinere afschuifhoek gebruikt, waardoor de afschuifkracht kan toenemen, maar ook de kwaliteit van het afschuiven verbetert.
Deze verhoogde schuifkracht kan ook invloed hebben op de sterkte en stijfheid van de belaste delen van de schaar.
4. Keel diepte
De lengtesnijmethode vereist bepaalde specificaties voor de snijdiepte van het snijmechanisme.
Momenteel is de trend om een kleinere keeldiepte te hebben, wat de stijfheid van het frame verbetert maar de algehele kwaliteit van de machine vermindert.
Hydraulische scheermachines worden veel gebruikt in verschillende industrieën, zoals decoratie, elektrische apparaten, elektriciteit, auto's, schepen en ruimtevaart.
In de decoratie-industrie worden hydraulische knipmachines vaak gebruikt in combinatie met buigmachines om roestvrijstalen deuren en ramen te produceren en om speciale plaatsen te decoreren.
In de elektrotechnische en elektriciteitsindustrie wordt de hydraulische snijmachine gebruikt om platen in de gewenste afmetingen te knippen en ze vervolgens verder te verwerken via een buigmachine, zoals bij de productie van elektriciteitskasten, koelkasten en airconditioningschalen.
Grote hydraulische knipmachines worden vaak gebruikt in de auto- en scheepsbouwindustrie voor het knippen van platen, gevolgd door secundaire bewerkingen zoals lassen en buigen.
Hoge nauwkeurigheid is vaak vereist in de ruimtevaartindustrie, dus zijn CNC hydraulische snijmachines en elektrohydraulische synchrone CNC buigen machines worden vaak geselecteerd vanwege hun nauwkeurigheid en efficiëntie.
Hydraulische knipmachines en buigmachines spelen ook een belangrijke rol in diverse andere industrieën.
Voorbereiding vóór de operatie
Stappen om de hydraulische scheermachine te gebruiken:

Richtlijnen voor veilig gebruik van de hydraulische scheermachine:
Overwegingen tijdens het gebruik van de hydraulische scheermachine
(1) Controleer regelmatig de speling van het blad en stel deze af op de dikte van de verschillende materialen die worden gezaagd;
(2) Zorg ervoor dat het mes scherp is en dat het snijvlak vrij is van littekens, gassnedes en uitstekende bramen;
(3) Bij het afstellen van de machine moet deze worden uitgeschakeld om persoonlijk letsel en schade aan de machine te voorkomen;
(4) Als tijdens het gebruik een abnormaal geluid of oververhitting van het oliereservoir wordt waargenomen, stop de scheermachine dan onmiddellijk om het probleem te onderzoeken. De hoogste temperatuur van de olietank mag niet hoger zijn dan 60℃;
(5) Probeer geen stroken te snijden, want dit kan de machine beschadigen. De minimale breedte van het te snijden materiaal mag niet minder zijn dan 40 mm;
(6) Houd er rekening mee dat de snijcapaciteit van de hydraulische snijmachine afhangt van de sterkte van het te snijden materiaal. Bijvoorbeeld, met een maximale snijdikte van 16 mm voor Q235 staal (met een treksterkte van 450 MPa) zou de snijdikte voor Q345 staal 13 mm zijn. Voor Q235 staal met een snijdikte van 8 mm zou de snijdikte voor Q345 staal 6 mm zijn.
Standaard bladhardheid
| 6,5/10 mm | HRC | 58/59 |
|---|---|---|
| 13/16 mm | HRC | 56/57 |
Deze bladen kunnen standaard koudgewalste platen en de meeste roestvrijstalen platen.
Bij het snijden van grote hoeveelheden roestvrij staal of harde materialen kunnen tijdens het snijproces ruwe randen ontstaan.
In dergelijke gevallen is een optioneel blad met een hardheid van HRC 56/57 voor scharen van 6,5/10 mm beschikbaar als oplossing.
Je kunt ook de gedetailleerde 8 Veelgebruikte materialen van het blad van de hydraulische schaar
De berekening van de bladhoek en speling hangt af van het standaardmateriaal.
De gaskast heeft een diagram dat op elk moment kan worden aangepast voor betere scheerresultaten.
Zo kan het vergroten van de "kantelhoek" de snijrand verkleinen, maar ook vervorming veroorzaken bij het snijden van strips. Aan de andere kant kan het verkleinen van de "kantelhoek" de vervorming verminderen, maar het kan ook leiden tot bramen.
De breedte van de geschoren strip mag niet minder zijn dan drie keer de dikte van de plaat als er niet nauwkeurig geschoren hoeft te worden.
Voor nauwkeurig scheren moet de breedte van het geschoren materiaal minstens 6 keer de plaatdikte zijn om vervorming of buigen te voorkomen. Hoe breder het geschoren materiaal, hoe lager de vervorming.
Bij het evalueren van de kwaliteit van het knippen moet rekening worden gehouden met de volgende gegevens voor een gewone koude van 2 mm walsplaat:
Opmerking:
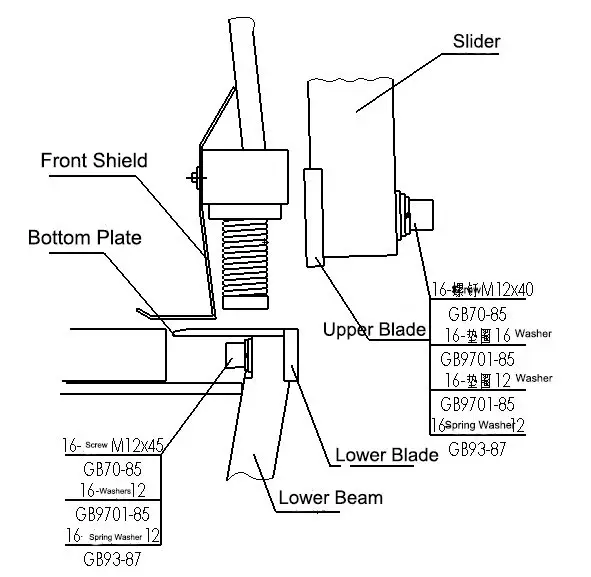
Instructies voor het installeren van de boven- en ondermessen van een hydraulische scheermachine:
Installatie bovenste blad:
Installatie onderste blad:
Opmerking: De bladschroeven moeten worden vastgedraaid tot het aangegeven koppel om een goede werking van de machine te garanderen.
De bladspeling heeft een directe invloed op de kwaliteit van het geschaafde oppervlak en de levensduur van het blad.
1. Te kleine bladspeling
Gewoonlijk is de standaardspeling tussen het bovenste en onderste blad 0,02 mm, wat overeenkomt met de dikte van een standaard A4-papier.
Een veelgebruikte methode voor het afstellen van de bladspeling tijdens de installatie is om de snijmachine te gebruiken om papier te snijden.
Als de bladspeling te klein is ingesteld:
De snijkant van het mes staat onder overmatige druk, wat de snijkant direct kan beschadigen en dof kan maken.
Er kan een dislocatie optreden tussen het bovenste en onderste blad, waardoor het bovenste blad in het onderste snijdt. Hierdoor kan de snijkant van het blad barsten, wat een risico vormt voor de gebruiker.
2. Te grote bladspeling
Dit is een veelgemaakte fout door niet-professionals tijdens het installeren van de bladen. Om te voorkomen dat de bladen elkaar raken, vergroten ze vaak onnodig de tussenruimte. Dit is onjuist.
Als de bladspeling te groot is, wordt de nauwkeurigheid van de snijplaat aangetast en zullen er veel fouten optreden. metalen bramen op de snijkant, vooral bij het snijden van dunne plaatmaterialen.
Het plaatwerk komt ook vast te zitten tussen de bovenste en onderste messen, waardoor het moeilijk te verwijderen is. Dit verslijt niet alleen de messen, maar kan er ook toe leiden dat de schaarmachine uitvalt. Dit probleem is echter niet zo merkbaar bij het knippen van dikke platen.
Na langdurig gebruik van de schaar moet de snijspeling regelmatig worden bijgesteld. We raden aan om de snijspeling in te stellen op ongeveer 10% van de metaalplaatdikte.
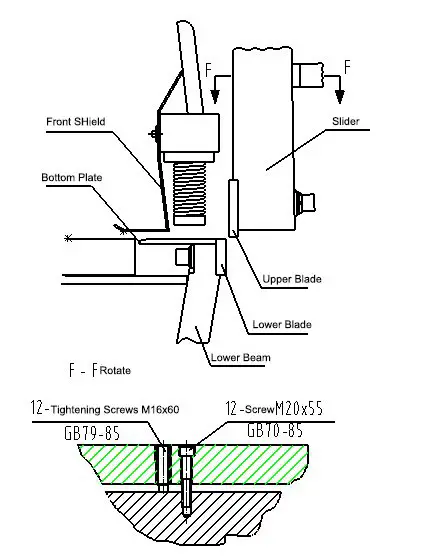
Het ondermes zit vast op de hydraulische schaarmachine en de bladspeling kan alleen worden aangepast door de positie van het bovenmes te veranderen. De minimale speling moet tussen 0,05-0,1 mm liggen.
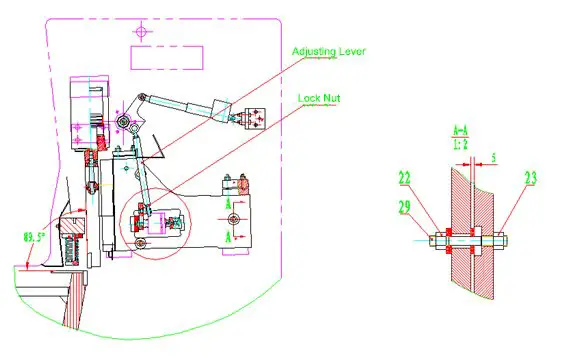
De bladspeling aan de uiteinden kan worden aangepast door de stang te verstellen (zoals aangegeven in de afbeelding).
Als de speling tussen het onderste blad niet aan de eisen voldoet, kan deze worden aangepast door de afbeelding te raadplegen en de M16 te verstellen.60 en M1265 zeskantschroeven om ervoor te zorgen dat de parallelliteitsafstand van het bovenste en onderste blad binnen 0,05 mm ligt.
Herhaalde aanpassingen van de inbusschroeven M1265 en M1660 kunnen nodig zijn om de ideale bladspeling te verkrijgen.
Het dagelijks onderhoud van de schaar bestaat uit dagelijkse smering, reiniging van de tank en reiniging van de schaarmachine.
Bij elk onderhoud aan de schaarmachine is het belangrijk om eerst de stroomtoevoer uit te schakelen.
Wacht 20 seconden tot de condensator en servoversterker volledig ontladen zijn.
Tijdens de werking van de hydraulische onderdelen kan de schuif bewegen, dus het is belangrijk dat u deze richtlijnen volgt:
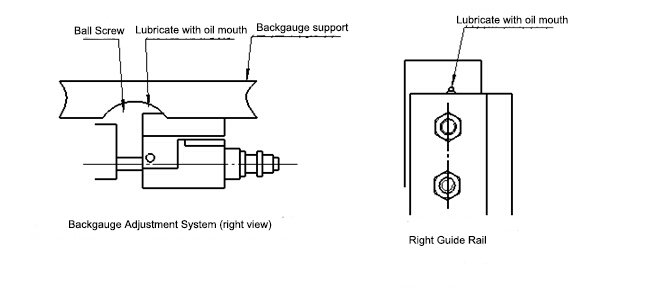
De schaarmachine moet eenmaal per week (of om de 40 uur) worden gesmeerd. Gebruik een vet op calciumbasis en spuit het in elk smeerpunt met behulp van een vetspuit.
De smeerpunten worden hieronder weergegeven:
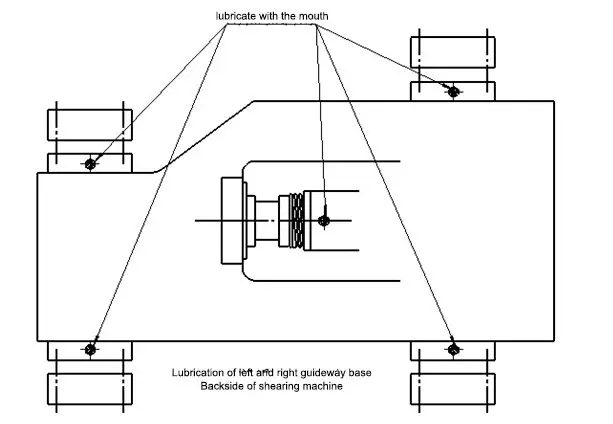
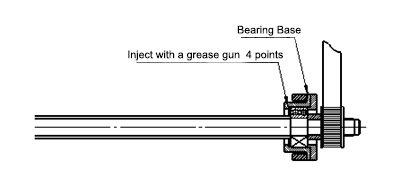
| Nee. | Smeerpunt | Vet |
|---|---|---|
| 1 | Kogelomloopspil, moer en schroeflager | Vet op calciumbasis |
| 2 | Geleiderail en glijgeleiderbasis | Vet op calciumbasis |
| 3 | Glijblok geleiderail | Vet op calciumbasis |
| 4 | Schroef en moer voor aanpassing van geleiderail en speling | Vet op calciumbasis |
De volgende hydraulische olie wordt aanbevolen voor de schaar:
| Fabrikant | Hydraulische olie |
|---|---|
| ESSO | NUTO H46 |
| SHELL | TELLUS 46 |
| GULF | HARMONIE 46 AW |
| BP | HLP46 |
| TBXACO | RANDO-OLIE 46 |
| MOBIL OLIE | MOBIL DTE 25 |
Hydraulische olie moet worden vervangen na de eerste 2000 bedrijfsuren en vervolgens om de twee jaar of na 4000 bedrijfsuren.
Om een betrouwbare werking van de schaarmachine te garanderen, is het belangrijk de volgende procedures te volgen, die grafisch worden geïllustreerd.
Merk op dat de opgegeven tijd die hieronder wordt vermeld, gebaseerd is op een 5-daagse werkweek, met 8 uur werk per dag.
| Item | De aandachtspunten | Periode |
|---|---|---|
| Hele lichaam | Borstel het stof en vuil van de machine, smeer het mes voorzichtig in met olie | wekelijks |
| Schuifregelaar | Pistool smering | wekelijks |
| Achteraanslag lager | Pistool smering | wekelijks |
| Kogelomloopspindel | Pistool smering | wekelijks |
| Geleiderail schuifregelaar | Controleer de afstelling van de laadboom | 3 maanden |
| Controleer de positie van de achteraanslag | Als de positiefout van de terugloopblokkering groter is dan + 0,1 mm, moet u de terugloopblokkering resetten. | 3 maanden |
| Hydraulische onderdelen en systemen | Controleer het oliepeil in de tank. Als je de nieuwe olie moet vervangen, vervang dan het filter tot 20um. | wekelijks |
| Tap de oude olie af en voeg de nieuwe olie toe. | 12 maanden voor de 1e keer | |
| Controleer alle kleppen, het hydraulisch systeem, de leidingen en aansluitingen op lekkage en verstopping en vervang ze indien nodig. | 3 maanden | |
| Controleer of de import- en exportfilters schoon zijn | 3 maanden | |
| Voetschakelaar | Controleer het pedaal van de voetschakelaar op vervorming, breuk, enz. | maandelijks |
| Elektrische regelapparatuur | Controleer de eindschakelaars in de elektrische kast en vervang deze tijdig als ze versleten of verbrand zijn. | 3 maanden |
| Scharen | Controleer slijtage en afwijkingen van luchtmetaalscharen | 3 maanden |
| Vingerbescherming | Controleer de bescherming van de zeilschaar om te voorkomen dat de vinger in het gevaarlijke gebied komt. | maandelijks |

Je kunt op de onderstaande link klikken om zowel de gebruiksaanwijzing van de swing beam-schaar als die van de guillotineschaar te bekijken.
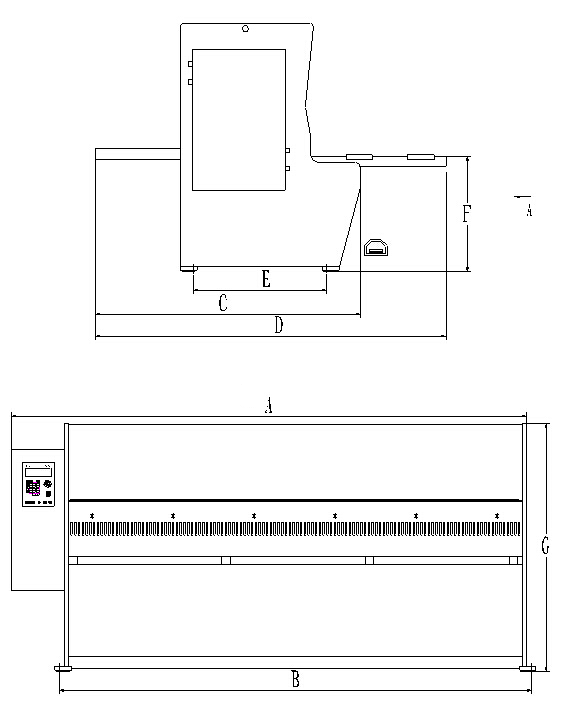
Hier zijn de tekeningen:
Hier zijn de tekeningen:
1. Schuif omhoog en omlaag bewegen
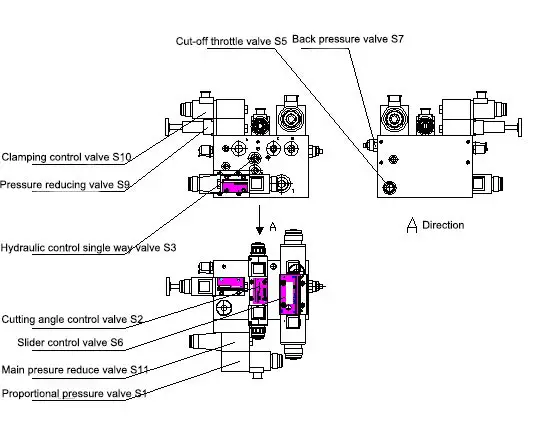
Wanneer de olie uit de hoofdolieleiding in de drieweg vierweg regelklep S6 wordt geleid, wordt S6Y1A bekrachtigd. De olie komt dan via S6P in S6B, opent de eenrichtingsklep S8 en stroomt in de onderste kamer van de rechtercilinder (de linker- en rechtercilinder zijn in serie geschakeld), waardoor de olie van de rechtertank in de onderste kamer van de linkercilinder stroomt.
De olie in de bovenste kamer van de linker cilinder komt in S6A en vervolgens in S6T, waardoor de schuif omhoog beweegt.
Als S6Y1 wordt bekrachtigd, komt de olie via S6 in S6A en vervolgens in de bovenste kamer van de linkercilinder en vervolgens in de bovenste kamer van de rechtercilinder.
De olie zal de druk van de tegendrukklep S7 overwinnen en S6T binnengaan via S6B en vervolgens terugkeren naar de olietank, waardoor de schuif naar beneden beweegt.
2. De schaarhoek aanpassen
Als er geen waarde is ingesteld voor de schaarhoek van de schaarmachine, kan het schuifblok niet op en neer bewegen. Daarom moet de schaarhoek via de besturing worden ingesteld.
De afschuifhoek kan als volgt worden ingesteld:
Wanneer de olie in de drieweg-richtingsregelklep S2 met vier standen wordt geleid en Y2A wordt bekrachtigd, zal de olie S2B binnenkomen via S2P, de hydraulische enkelwerkende regelklep S3 openen en in de onderste kamer van de linkercilinder en de bovenste kamer van de rechtercilinder stromen, waardoor de bovenste kamer van de linker oliecilinder geen circuit vormt en niet beweegt.
Wanneer de olie in de onderste kamer van de rechtercilinder via S6T, de tegendrukklep S7 en de klep S6B terugkeert naar de olietank, wordt de snijhoek kleiner.
Omgekeerd, als Y2B bekrachtigd wordt, gaat de olie S2A binnen via S2P, opent de eenrichtingsklep S4 en stroomt naar de onderste kamer van de rechter oliecilinder.
De olie in de bovenste kamer van de rechter cilinder kan alleen de hydraulische regelklep S3 binnenkomen (op dit punt is de klep S3 open) en de olie zal S2T binnenkomen via S2B, waardoor de afschuifhoek groter wordt.
De relatie tussen afschuifhoek en afschuifkracht:
| Zacht staal (mm) | 6 | 8 | 10 | 13 | 13 | 13 | 13 | 16 | 16 | 20 |
|---|---|---|---|---|---|---|---|---|---|---|
| Roestvrij staal (mm) | 3 | 4 | 6 | 8 | 8 | 8 | 8 | 10 | 10 | 12 |
| Schuifkracht (KN) | 132 | 220 | 430 | 730 | 620 | 620 | 650 | 730 | 850 | 1270 |
| Schaarhoekinstelling (°) | 0.5-2.5 | 0.5-2.5 | 0.5-2 | 0.5-2 | 0.5-2.5 | 0.5-2.5 | 0.5-2 | 0.5-3 | 0.5-2.5 | 0.5-3 |
3. Het werk van de vasthoudcilinder
Wanneer de olie de richtingsregelklep S9 binnengaat via de proportionele regelklep S10 (waarvan de proportionele druk wordt geregeld door een elektrische arc-drukinstelschakelaar), zal de olie na activering van S9 via S9P S9A binnengaan en vervolgens de bovenste kamer van het kleminrichtingstelsel binnengaan, waardoor de klemmende zuiger naar beneden beweegt en compressie ontstaat.
Als S9 geen stroom meer krijgt, wordt de klemzuiger door de interne veer van de klem omhoog geduwd, waardoor de olie in de bovenste kamer van de klemcilinder via het S9-ventiel in S9T terechtkomt en het klemapparaat wordt gereset.
| Nee. | Item | Bedrag | Prijs (RMB) |
|---|---|---|---|
| 1 | Tandriem | 1 | 150 |
| 2 | O-ring | 1 | 10 |
| 3 | O-ring | 1 | 12 |
| 4 | Afdichtring | 4 | 174 |
| 5 | Stofdichte ring | 2 | 302 |
Onder leiding van de plaatwerkplaats Als directeur moeten we leren om ons te houden aan de regels van het bedrijf, de richtlijnen van de leiding op te volgen, de eenheid onder het personeel te bewaren, ons positief in te zetten, zuinig te handelen, kwaliteitswerk te leveren en gekwalificeerde producten te maken.
De vaak gebruikte hydraulische knipmachines zijn voornamelijk ontworpen om staalplaten met een dikte van 4-8 mm en een breedte van 2,5-3,2 m te knippen.
Normaal gesproken kost een 4 * 2500 hydraulische zwenkbalkschaar ongeveer 6000 USD, terwijl een 6 * 3200 hydraulische zwenkbalkschaar ongeveer 10000 USD kost.
De prijs van een hydraulische guillotineschaar ligt ongeveer 2000 USD hoger dan die van een zwenkbalkschaar.
Het verschil tussen zwenkbalkschaar en guillotineschaar kan worden gecontroleerd hier.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.












{kind=link}
{kind=link}