Buigen van plaatmetaal: 5 belangrijke punten die je moet weten
Wat zorgt voor de perfecte buiging in plaatwerk? Dit artikel behandelt vijf cruciale factoren die je plaatbuigprojecten kunnen maken of breken, en behandelt essentiële aspecten zoals de minimale buigradius, buighoogte, gatmarges, positie van de buiglijn en het belang van het positioneren van gaten. Lezers krijgen een beter inzicht in deze fundamentele principes, waardoor ze precisie en kwaliteit kunnen garanderen bij hun metaalbewerkingstaken.
De minimale buigradius verwijst naar de radius van de binnenste buighoek, op voorwaarde dat de buitenste vezels van de plaat niet breken tijdens het buigproces.
De minimale buigradius hoeft alleen op speciaal verzoek te worden opgegeven en moet onder normale omstandigheden zo veel mogelijk worden vergroot.
Tabel 1 geeft de minimale buigradii voor verschillende dikteseries van veelgebruikte plaatmaterialen.
2.1 Om de kwaliteit van het gebogen werkstuk te garanderen, mag de rechte rand van de gebogen onderdelen niet kleiner zijn dan de minimale buighoogte.
Bij het buigen om een rechte hoek te vormen, zoals getoond in figuur 1, wordt de minimale buighoogte bepaald door formule (1).
hmin= r+2t---------------------(1)
Fig. 1
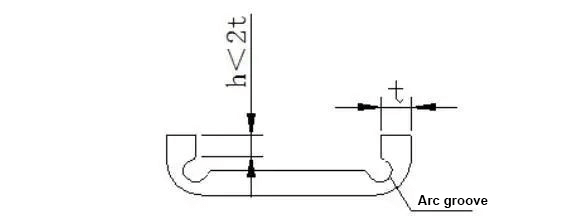
2.2 Speciale eisen voor de buighoogte:
Als het ontwerp de buighoogte h ≤ r + 2t moet buigen, moet eerst de buighoogte worden vergroot en vervolgens worden gebogen en verwerkt tot de vereiste grootte.
Na het verwerken van ondiepe booggroeven in de buigvervormingszone, buig je opnieuw, zoals getoond in Figuur 2.
Fig. 2
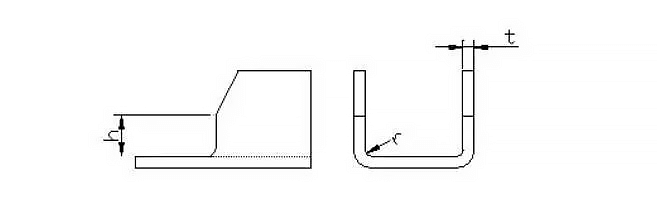
2.3 Hoogte van de rechte rand van de gebogen zijde met afgeschuinde hoeken.
Bij het buigen van een gebogen stuk met afgeschuinde zijkanten, zoals getoond in Figuur 3.
De minimale hoogte van de zijranden is zoals in vergelijking (2).
hmin = (2~4) t > 3mm---------------(2)
Fig. 3
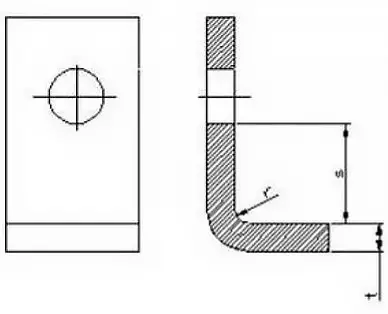
3. Minimale gatenmarges
Als er een buiging nodig is na het ponsen, moet het gat buiten het buigvervormingsgebied worden geplaatst om te voorkomen dat het tijdens het buigen vervormt. buigproces.
De afstand van de gatrand tot het binnenoppervlak van de gebogen rand wordt weergegeven in tabel 2.
Tabel 2: Minimale gatenmarges
t (mm)
s (mm)
t (mm)
s (mm)
≤25
s≥2t+2
≤2
s≥t+r
>25-50
s≥2,5t+2
>2
s≥1,5t+r
>50
s≥3t+r
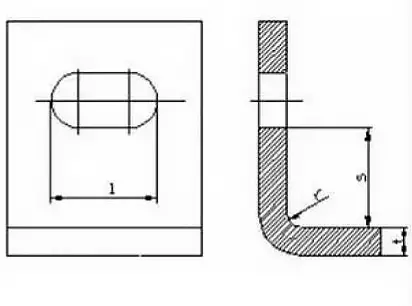
4. Positie van de buiglijn
4.1 Bij het gedeeltelijk buigen van een doorsnede moet de buiglijn mag niet op een plaats zijn waar de afmetingen abrupt zijn om buigscheuren te voorkomen die veroorzaakt worden door spanningsconcentraties in de scherpe hoeken van de maatverandering.
De afstand S van de mutatie moet groter zijn dan de buigradius r, zie Figuur 4a.
Of ponsprocesgaten of groeven om de vervormingszone te scheiden van de niet-vervormingszone, zie Figuur 4b, 4c.
Let op de groottevereisten van de figuur: S ≥ R; sleufbreedte k ≥ t; sleufdiepte L ≥ t + R + k / 2.
Figuur 4
4.2 Wanneer het gat zich in de buigvervormingszone bevindt, worden de procesmaatregelen die genomen moeten worden voor het buigen getoond in Figuur 5.
Fig. 5
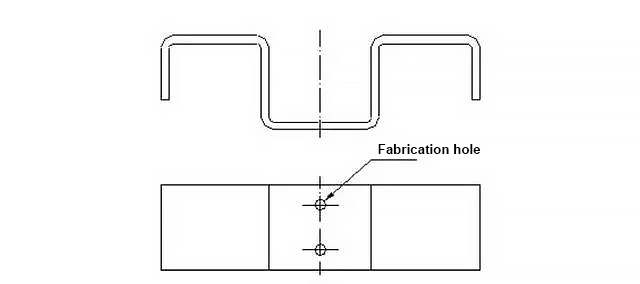
5. Gebogen onderdelen moeten worden ontworpen om de procespositioneringsgaten in te stellen
Om de precieze positionering van de plaat in de matrijs te garanderen en beweging tijdens het buigen, die tot productverspilling leidt, te voorkomen, moeten de gebogen onderdelen worden ontworpen met procespositioneringsgaten, zoals geïllustreerd in Afbeelding 6.
Vooral bij onderdelen die gevormd zijn door meerdere bochten, moeten procesgaten gebruikt worden als referentiepunten voor positionering om cumulatieve fouten te verminderen en productkwaliteit te garanderen.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd hoe plaatwerkonderdelen worden ontworpen en met precisie worden vervaardigd? In deze blogpost duiken we in de fascinerende wereld van de buigtoeslag - een cruciaal...
Heb je je ooit afgevraagd hoe verschillende materialen het buigen van plaatwerk beïnvloeden? In dit inzichtelijke artikel deelt een ervaren werktuigbouwkundig ingenieur zijn expertise over de invloed van materiaalsoorten, dikte en...
Plaatbewerkers en ontwerpers opgelet! Worstel je met het bepalen van de optimale buigradius voor je projecten? Zoek dan niet verder! In deze blogpost duiken we in de...
Heb je je ooit afgevraagd wat de kunst en wetenschap is achter het vormen van metalen platen tot complexe vormen? In deze boeiende blogpost duiken we diep in de fascinerende wereld van...
Heb je je ooit afgevraagd waarom je plaatwerkprojecten soms onhandig buigen of barsten? In dit artikel wordt de cruciale rol van fabricagegaten bij het buigen van plaatmetaal uitgelegd. Je leert hoe deze gaten...
Stelt u zich eens voor dat u plaatmetaal zou kunnen buigen zonder ook maar één markering of kras achter te laten. In dit artikel verkennen we innovatieve technieken voor het buigen van plaatwerk zonder markeringen, waarbij we uitdagingen zoals wrijving, materiaalhardheid en...
Ooit gedacht dat het buigen van plaat zo ingewikkeld kon zijn? Gesloten buigen, een kritische techniek in de plaatbewerking, maakt gebruik van gespecialiseerde methoden om nauwkeurige, duurzame buigingen te...
Stel je voor dat je een perfecte buiging van plaatwerk krijgt zonder vlekken of oneffenheden. Dit artikel gaat in op geavanceerde technieken die zorgen voor een ongerepte oppervlaktekwaliteit bij het buigen van metaal. Je leert over innovatieve...
Heb je je ooit afgevraagd hoe enorme stalen constructies op locomotieven hun precieze bochten krijgen? In dit artikel onthullen we de geheimen achter het maken van grote buigradii in plaatwerkonderdelen....