
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Stel je voor dat je de productie van U-vormige metalen onderdelen kunt stroomlijnen door eenvoudigweg een buigmatrijs te herontwerpen. Dit artikel gaat in op een innovatieve benadering voor het oplossen van interferentieproblemen tussen de kantpers en de metalen onderdelen tijdens het buigen. Door een asymmetrisch matrijsontwerp te implementeren, verloopt het proces soepeler en efficiënter. Ontdek hoe deze oplossing niet alleen productiebelemmeringen wegneemt, maar ook de algehele machinecapaciteiten verbetert, wat een naadlozer en kosteneffectiever productieproces belooft.
Ons bedrijf heeft een nieuwe nano-cement vuurvaste veiligheidsbox met hoge sterkte ontwikkeld als onderdeel van ons transformatieproject van wetenschappelijke en technologische prestaties, die voldoen aan de eisen van onze klanten.
De veiligheidskist bestaat uit een binnenbak en een buitenschaal, die beide zijn gebogen uit koudgewalste staalplaten. Vanwege interferentie tussen de kantbank en de onderdelen kan de conventionele buigmatrijs echter niet worden gebruikt.
De uitdaging ligt in het vinden van een oplossing waarmee de afkantpers de U-vormige onderdelen soepel en zonder interferentie kan buigen. Dit is de sleutel tot het oplossen van het procesprobleem.
Zoals afgebeeld in de figuren 1 en 2, tonen de diagrammen respectievelijk de binnenste houder en de buitenste schaal van de veiligheidskist.

Fig. 1 Binnenste schaal Fig. 2 Buitenste schaal
Het onderdeel is gemaakt van 3 mm dik koudgewalst staal en moet worden gebogen op een afkantpers machine. Tijdens de buigsimulatie van het onderdeelmodel bleek dat één kant van het onderdeel in aanraking kwam met het paneel van de machine.
Bij verdere analyse werd vastgesteld dat de hoogte-breedteverhouding van het onderdeel te groot was en respectievelijk 1,54 en 1,52 bedroeg, wat aanzienlijk groter is dan de verhouding van 1:1. Bij het buigen van U-vormige onderdelen met een buigmatrijsDe maximale lengte/breedte-verhouding mag niet groter zijn dan 1:1. Als de verhouding groter is, zal de lange kant van het onderdeel de pers hinderen. remmachinezoals aangetoond in Figuur 3.
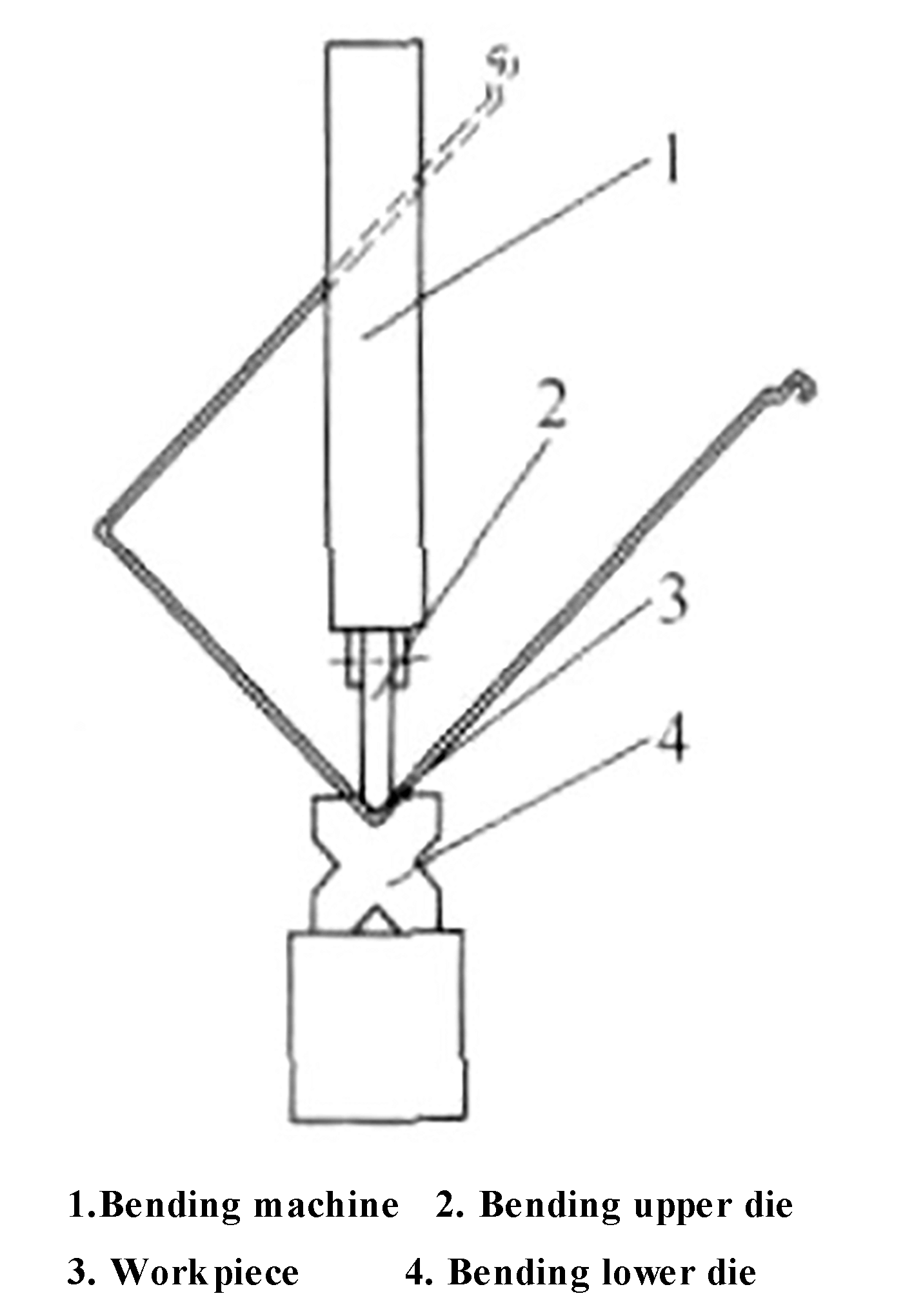
Fig. 3 Storingsverschijnsel van de lange zijde van het onderdeel
Gerelateerd: V- & U-vormige buigkracht calculator
We hebben zowel de afkantpers als de buigmatrijs geanalyseerd en het volgende gevonden:
Het voorpaneel van de kantpers heeft een complexe en volumineuze structuur, met een dikte van ongeveer 80 mm en is vast gemonteerd. Tijdens het buigproces bewegen de werktafel van de kantbank en de buigmatrijs samen op en neer.
Er werd vastgesteld dat het onpraktisch en onmogelijk zou zijn om de afkantpers aan te passen om deze onderdelen te kunnen verwerken.
Door de juiste ontwerpverbeteringen aan te brengen in de buigmatrijs kan het probleem echter effectief worden opgelost zonder de structuur van de kantpers te veranderen. Deze aanpak zorgt voor twee keer zoveel resultaat met de helft van de inspanning, zodat U-vormige onderdelen met succes kunnen worden gebogen.
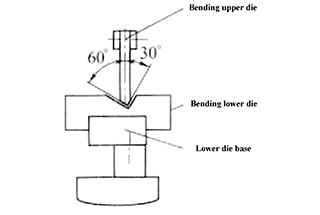
Zoals te zien is in Figuur 4, heeft de conventionele buigmatrijs een symmetrische structuur met een hoek van 45°, met een links-rechts oriëntatie.

Fig. 4 De gewone buigmatrijs
Het pad van de matrijs is gelijk aan de diagonaal van een vierkant. De maximale lengte-breedteverhouding van het U-vormige onderdeel dat door de matrijs kan worden gebogen is 1:1. Als deze verhouding wordt overschreden, komt een kant van het onderdeel in conflict met de kantpersmachine, waardoor het onderdeel niet succesvol kan worden verwerkt. Als deze verhouding wordt overschreden, komt een kant van het onderdeel in conflict met de afkantpers, waardoor het onderdeel niet succesvol kan worden verwerkt.
Uit de analyse van het onderdelenproces en de snijmatrijsstructuur van de afkantpers is gebleken dat de oorzaak van de interferentie de hoge lengte-breedteverhouding van de U-vormige onderdelen is, die de buigcapaciteit van de snijmatrijs van de afkantpers overschrijdt.
Om dit probleem aan te pakken, zijn we afgestapt van de traditionele symmetrische structuur van de gewone buigmatrijs.
We hebben gekozen voor een links-rechts asymmetrische structuur als oplossing.
In bovenaanzicht wordt het U-vormige deel beschouwd als een rechthoek (zie Figuur 5). Het punt A is 40 mm verschoven (gelijk aan de helft van de dikte van het paneel van de kantbank, die 80 mm bedraagt) naar het punt B. De diagonale lijn tussen de punten B en C verdeelt de rechte hoek in twee delen, respectievelijk 30° en 60°.
Op basis van deze bevindingen ontwierpen we de buigende boven- en onderste matrijs zoals getoond in Figuur 6. De lange zijde van het U-vormige deel vermijdt nu het paneel van de afkantpers, waardoor het verwerkingsbereik van de afkantpers wordt vergroot.
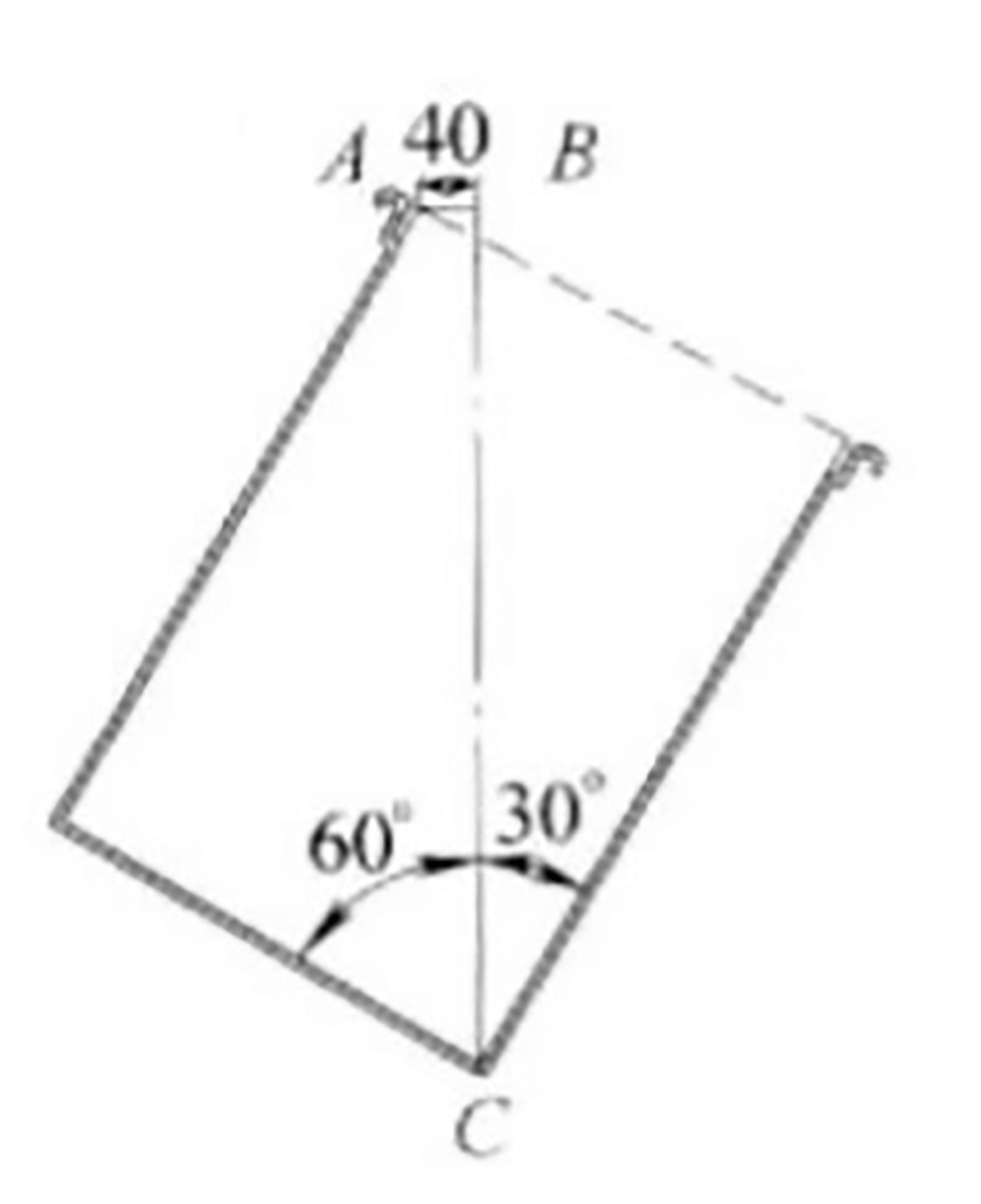
Fig. 5 De vlakke figuur
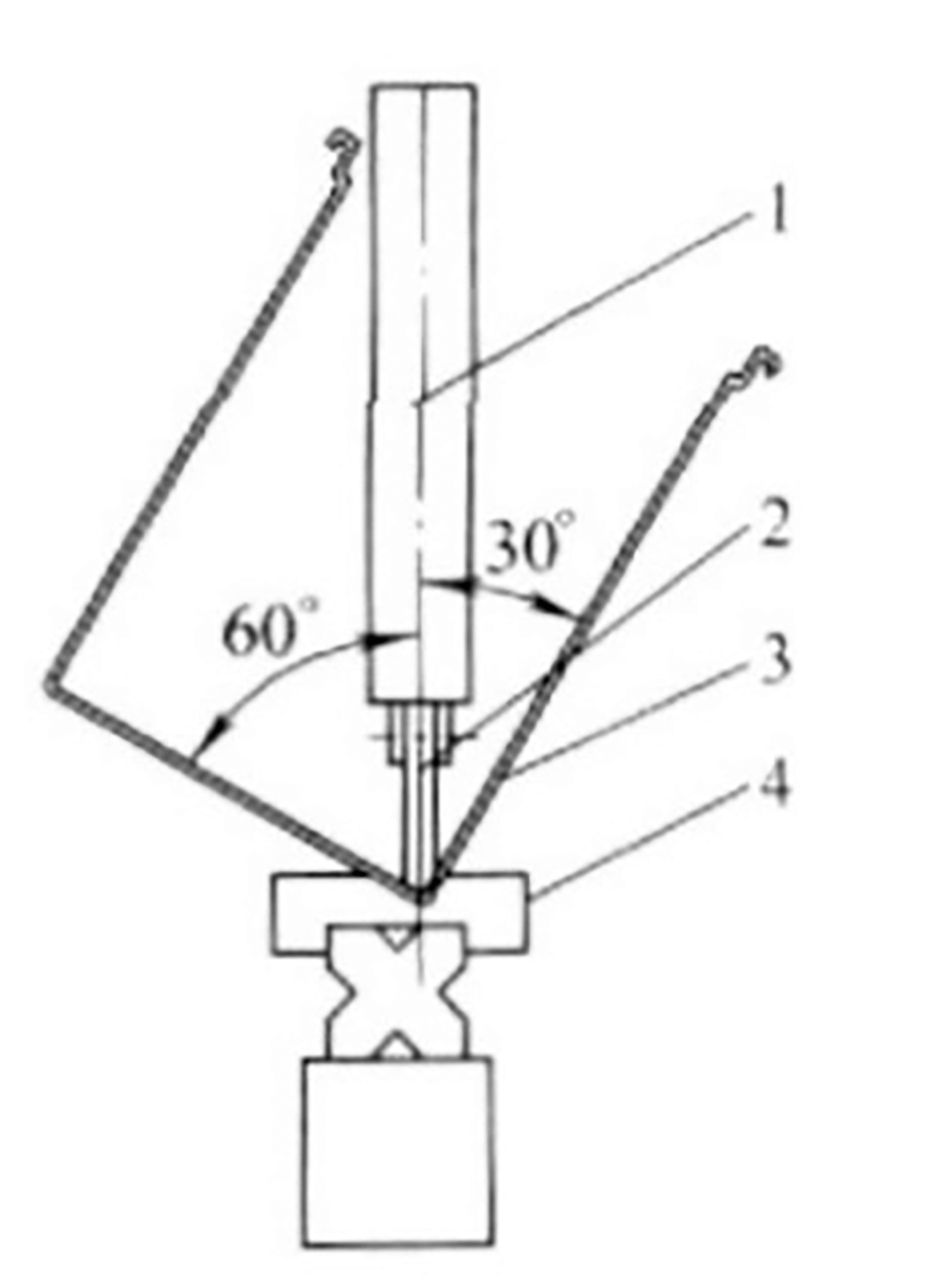
Fig. 6 De buigende boven- en ondermatrijs
Om de interferentieproblemen tussen de onderdelen en de kantpersmachine op te lossen, hebben we verbeteringen aangebracht voor twee verschillende kantpersmachines.
De eerste verbetering werd aangebracht aan de gewone afkantpers. Het proces omvatte het gebruik van de originele buigmatrijs als referentie, het bevestigen van de onderste matrijs als basis en vervolgens de nieuw ontworpen asymmetrische onderste matrijs erop bevestigen. Tot slot werd de bovenste matrijs direct vervangen, zoals getoond in Figuur 7.

Fig. 7 Verbetering aan de gewone kantpersmachine
De tweede verbetering werd aangebracht aan de CNC afkantpers machine. Het proces bestond uit het toevoegen van een verstelbare onderste matrijshouder die verbonden is met de basis van de afkantpers. De bovenste matrijs werd dan direct vervangen, zoals getoond in Figuur 8.
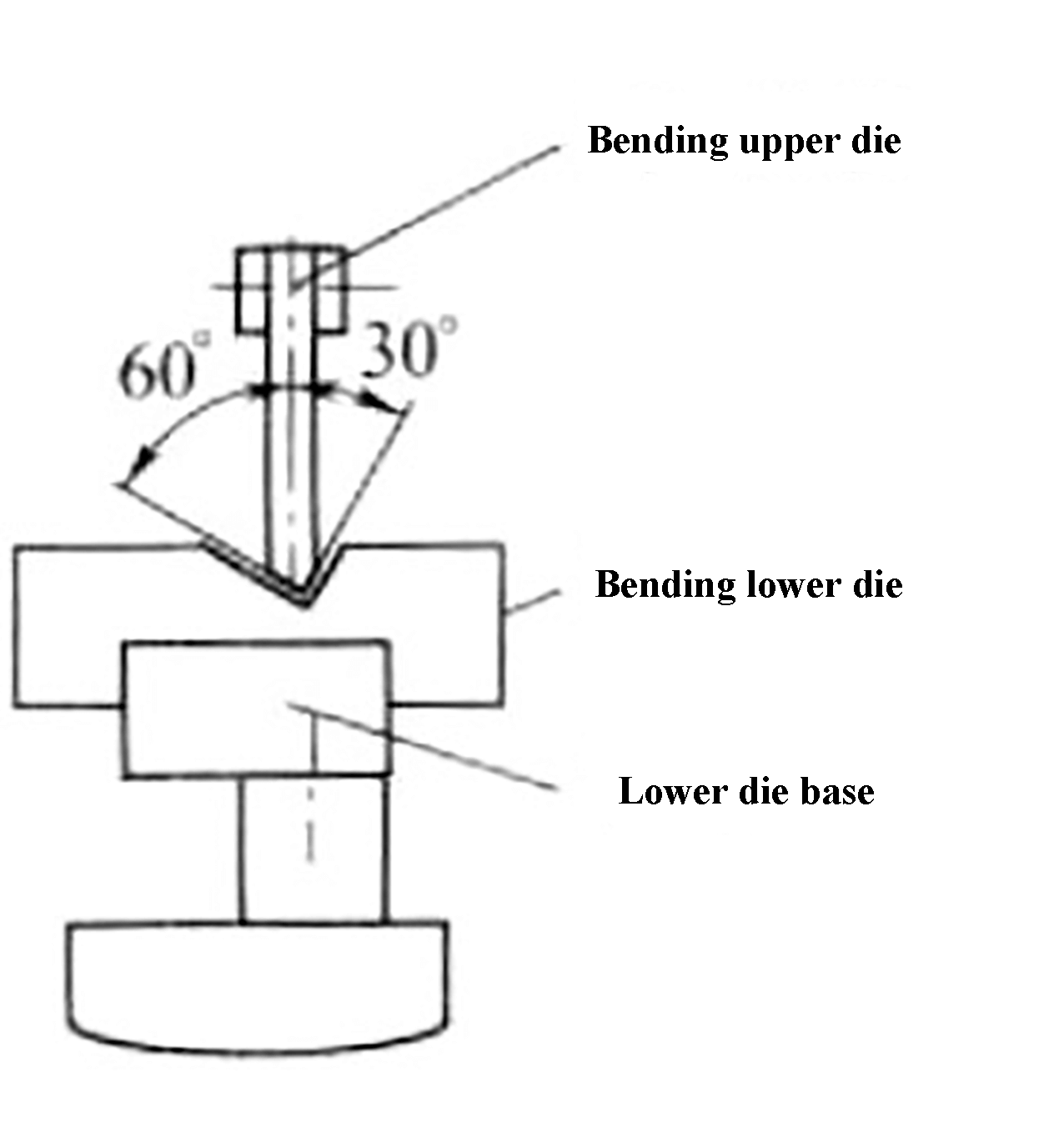
Fig. 8 Verbetering van de CNC pers remmachine
Het aanpassingsproces voor deze asymmetrische matrijs verschilt van het symmetrische aanpassingsproces voor de gewone matrijs.
Bij de gewone matrijs hoeft alleen de dikte van de gebogen delen te worden aangepast met de punten van de bovenste en onderste matrijs als referentie.
Voor de asymmetrische matrijs moet echter de afstand tussen de bovenste en onderste matrijs worden gebruikt als aanpassingsnorm in plaats van de punten van de bovenste en onderste matrijs op één lijn te brengen.
Het aanpassingsproces vereist eerst het gelijkmaken van de afstand tussen de bovenste en onderste matrijs aan beide zijden en vervolgens het aanpassen aan de dikte van de gebogen onderdelen.
Deze aanpassing aan de oorspronkelijke buigmatrijs zorgt voor lagere productiekosten, een kortere productiecyclus en een eenvoudigere bediening, wat resulteert in twee keer zoveel resultaat met de helft van de inspanning.
Met de verbetering van het buiggereedschap kan het interferentieprobleem van U-vormige onderdelen tijdens het buigen worden opgelost. buigproces is opgelost en de verwerkingscapaciteit van de afkantpers is verhoogd.
De bediening is eenvoudig en gebruiksvriendelijk.
Voor verschillende U-vormige onderdelen kunnen de linker- en rechterhoek van het buiggereedschap ook worden herschikt om het interferentieprobleem op te lossen, waardoor het zeer waardevol is voor breder gebruik en promotie.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











