Inzicht in de effecten van de wrijvingscoëfficiënt op de stabiliteit van boutverbindingen
Welke rol speelt wrijving in de stabiliteit van boutverbindingen? In de wereld van boutverbindingen met hoge sterkte, vooral voor kritieke onderdelen zoals draaikransen van kranen, is inzicht in de invloed van wrijving cruciaal. In dit artikel wordt onderzocht hoe de wrijvingscoëfficiënten van schroefdraad en lageroppervlakken van invloed zijn op de klemkracht en uiteindelijk op de betrouwbaarheid van boutverbindingen. Door u te verdiepen in theoretische analyses en vergelijkende tests ontdekt u praktische inzichten in het optimaliseren van de boutinstallatie om de veiligheid en prestaties te verbeteren. Duik in de materie om te leren hoe de juiste smering en nauwkeurige koppelbeheersing het verschil kunnen maken.
Boutverbindingen zijn een cruciale bevestigingsmethode om twee of meer onderdelen veilig aan elkaar te bevestigen door klemkracht uit te oefenen. Deze kracht wordt gegenereerd door de spanning in de bout en de resulterende compressie tussen de parallelle oppervlakken.
De wrijvingscoëfficiënten van zowel het lageroppervlak als de schroefdraad spelen een centrale rol bij het bepalen van de grootte en consistentie van de klemkracht. Deze coëfficiënten worden beïnvloed door factoren zoals oppervlakteafwerking, materiaaleigenschappen en smeringsomstandigheden.
Dit artikel richt zich op het assemblageproces van bouten met hoge sterkte die worden gebruikt in de draaikrans van grote kranen. De draaikrans, een cruciaal onderdeel van kraanmachineprocessen, vereist nauwkeurige en betrouwbare boutverbindingen om veilig en efficiënt te kunnen dragen en draaien.
Het onderzoek begint met een uitgebreide analyse van de theoretische relaties tussen belangrijke parameters: installatiemoment, wrijvingscoëfficiënten, koppelcoëfficiënt en de resulterende klemkracht. Deze theoretische basis is essentieel voor het begrijpen van de complexe wisselwerking tussen factoren die van invloed zijn op de prestaties van bouten.
Vervolgens presenteert het onderzoek een vergelijkende test die het aanhaalproces onderzoekt onder twee verschillende smeringsomstandigheden: alleen volledig gesmeerde schroefdraden en volledig gesmeerde schroefdraden en lageroppervlakken. Deze experimentele aanpak toont de significante invloed van smering op de betrouwbaarheid van de installatie van bevestigingsmiddelen en de variabiliteit van torsie en wrijvingscoëfficiënten.
De bevindingen tonen aan dat bij volledige smering zowel de wrijvings- als de koppelcoëfficiënt minder spreiding vertonen. Deze verminderde variabiliteit vertaalt zich in een verbeterde stabiliteit en betrouwbaarheid van boutverbindingen, wat cruciaal is voor het behoud van de structurele integriteit en operationele veiligheid van grote kranen.
Voorwoord
Boutverbindingen zijn een veelgebruikte mechanische verbinding in hijsmachines. Hun betrouwbaarheid is cruciaal voor de algehele prestaties van hijsmachines, vooral voor de sterke boutverbindingen van belangrijke componenten zoals de draaikrans.
Een betrouwbare boutverbinding is essentieel voor de normale werking van het product en een storing in de verbinding kan leiden tot ernstige veiligheidsincidenten.
Het doel van een boutverbinding is ervoor te zorgen dat twee of meer verbonden onderdelen nauw op elkaar aansluiten. Om de bewegingsbelasting te ondersteunen, moet er voldoende klemkracht worden gehandhaafd tussen de verbonden onderdelen om hun betrouwbare verbinding en normale werking te garanderen.
Onvoldoende klemkracht kan leiden tot zijdelings glijden tussen de twee delen, waardoor de bout onder onnodige schuifspanning komt te staan en kan breken.
Daarom wordt het steeds belangrijker om de betrouwbaarheid en stabiliteit van boutverbindingen met hoge sterkte te verbeteren. Onjuiste aanhaalparameters of procesbeheersing kunnen de betrouwbaarheid van de schroefdraadverbinding negatief beïnvloeden en falen veroorzaken.
Vanuit het perspectief van het verminderen van de spreiding van de klemkracht en het optimaliseren van het aanhaalproces, bepaalt dit artikel het installatiekoppel en het aanhaalproces van bouten met hoge sterkte voor de draaikrans van grote hijswerktuigen aan de hand van theoretische analyse en vergelijking van testgegevens.
1. Theoretische analyse
1.1 De koppelcoëfficiënt kan worden bepaald met de volgende formule, die gebaseerd is op de relatie tussen aanhaalmoment en klemkracht.
Waar:
K - koppelcoëfficiënt;
T - Aanhaalmoment;
F - klemkracht;
D - nominale diameter van de schroefdraad
1.2 Volgens GBT16823.3 moet het aanhaalmoment van bouten voldoen aan
Waar,
P: Schroefsteek
μth: Schroefdraadwrijvingscoëfficiënt
μb: Wrijvingscoëfficiënt van het lageroppervlak van de moer of bout
d2: steekdiameter van de schroefdraad
dh: binnendiameter van het lageroppervlak in contact
d0: Buitendiameter van het lageroppervlak.
Bij het installeren van bouten kan het aanhaalmoment T in drie delen worden verdeeld:
Het wrijvingskoppel van het lageroppervlak (Tb) is het koppel dat wordt verbruikt door de wrijving tussen de moer en het vlak van de ring.
Het aandraaimoment (Tth) en de klemkracht (F) worden verbruikt door de wrijving tussen de schroefdraad van de bout en de schroefdraad van de moer (body).
Tijdens de installatie van de bevestigingsverbinding gaat het grootste deel van het installatiekoppel verloren door deze twee wrijvingsbronnen.
Daarom zijn de eindwrijvingscoëfficiënt (μb) en de schroefdraadwrijvingscoëfficiënt (μth) de belangrijkste factoren die de klemkracht (F) beïnvloeden.
De klemkracht kan sterk variëren afhankelijk van de wrijvingscoëfficiënten.
De spreiding van de eindwrijvingscoëfficiënt (μb) en de schroefdraadwrijvingscoëfficiënt (μth) bepaalt rechtstreeks de stabiliteit van de klemkracht (F). Zie afbeelding 1.
Fig.1
1.3 De schroefdraadwrijvingscoëfficiënt kan bij benadering worden berekend en bepaald door de relatie tussen het draadkoppel en de klemkracht, met behulp van de volgende formule.
1.4 De wrijvingscoëfficiënt van het lageroppervlak kan bij benadering worden berekend en bepaald op basis van de relatie tussen het wrijvingskoppel van het lageroppervlak en de klemkracht, met behulp van de volgende formule.
De koppelcoëfficiënt, de draadwrijvingscoëfficiënt en de wrijvingscoëfficiënt van het lageroppervlak kunnen worden bepaald door het aanhaalmoment, het draadmoment, het wrijvingsmoment van het lageroppervlak en de klemkracht te meten.
2. Testanalyse
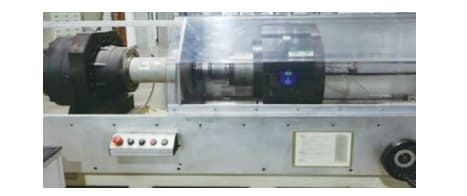
De invloed van de torsiecoëfficiënt, de wrijvingscoëfficiënt van de schroefdraad en de wrijvingscoëfficiënt van het lageroppervlak op de klemkracht in boutverbindingen onder verschillende omstandigheden is geanalyseerd en bestudeerd door het aanhaalproces van verschillende series bevestigingsbouten voor draaikransen te testen. De gebruikte testapparatuur is een verticale wrijvingscoëfficiënttester vervaardigd door Schatz, Duitsland, en de testmethode volgt de GB/T 16823.3 normen.
Het totale koppel, het draaimoment, het wrijvingskoppel op het lageroppervlak en de klemkracht worden gemeten met een draaimoment/hoeksensor en een klemkrachtsensor. De koppelcoëfficiënt, draadwrijvingscoëfficiënt en eindvlakwrijvingscoëfficiënt kunnen automatisch worden berekend met de formules (1), (3) en (4) op de testapparatuur.
Fig.2
De bouten die geselecteerd zijn voor de draaikransinstallatie van een grote kraan worden getest om de werkelijke montageomstandigheden te simuleren. De testmoeren worden vervangen door echte moeren en de materialen, verwerkingsapparatuur en het assemblageproces komen overeen met de eindproducten.
De specificaties van de bouten zijn:
Norm: DIN931
Afmetingen: M48-10.9
Materiaal: 40HNM
Afwerking oppervlak: Dacromet
De bijbehorende sluitring is:
Norm: DIN6919
Binnendiameter: 49 mm
Buitendiameter: 82 mm
De vervangende testmoeren zijn gemaakt van huishoudelijk 960-materiaal.
Als smeermiddel wordt een antiaanbakmiddel voor hoge temperaturen op basis van zilver gebruikt.
Er werden twee groepen vergelijkende tests uitgevoerd om de invloed van de smeringstoestand op de wrijvingscoëfficiënt, koppelcoëfficiënt en verbindingsspreiding te vergelijken.
In de ene groep werd gelijkmatig vet aangebracht op het schroefdraadgedeelte van de bout, maar niet op het lageroppervlak van de sluitring. In de andere groep werd zowel op het schroefdraadgedeelte van de bout als op de bovenkant van het lageroppervlak van de sluitring vet aangebracht. Zie tabel 1 voor de testgegevens.
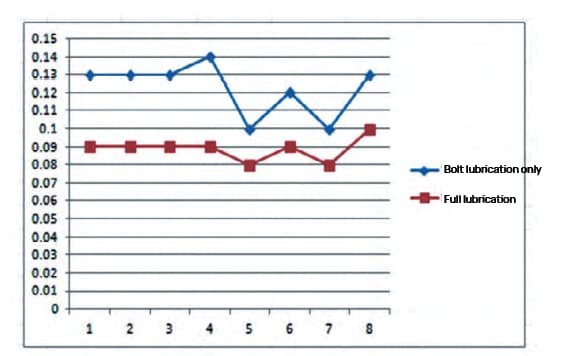
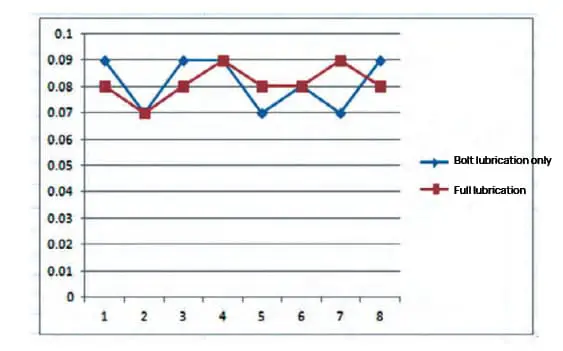
Figuren 3 en 4 tonen de curven van de wrijvingscoëfficiënt van het lageroppervlak (μ_b) en de wrijvingscoëfficiënt van de schroefdraad (μ_th) onder twee verschillende smeringsomstandigheden: respectievelijk alleen smering van de schroefdraad en volledige smering.
De resultaten geven aan dat de wrijvingscoëfficiënt van de schroefdraad (μ_th) onder smeeromstandigheden varieert van 0,07 tot 0,09 en relatief stabiel blijft.
Ter vergelijking, de wrijvingscoëfficiënt van het lageroppervlak (μ_b) onder smering is relatief stabiel, met waarden variërend van 0,08 tot 0,1 voor alle acht groepen monsters. Aan de andere kant, zonder smering, varieert de wrijvingscoëfficiënt van het lageroppervlak van 0,1 tot 0,14, wat een slechte stabiliteit en een grote spreiding tussen de acht groepen monsters laat zien.
Fig.3
Fig.4
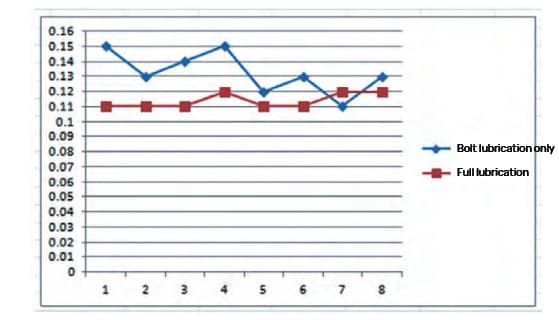
Figuur 5 toont de kromme van de koppelcoëfficiënt (K) onder twee smeringsomstandigheden: alleen draadsmering en volledige smering.
De resultaten tonen aan dat de koppelcoëfficiënt (K) van de acht groepen monsters onder volledige smering varieert van 0,11 tot 0,12, met stabiele waarden en minimale spreiding.
Daarentegen heeft de koppelcoëfficiënt (K) van het met schroefdraad gesmeerde monster een groter bereik, van 0,11 tot 0,15, met een slechte stabiliteit en een grotere spreiding.
Fig.5
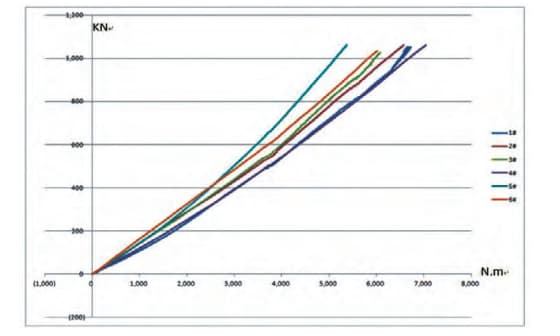
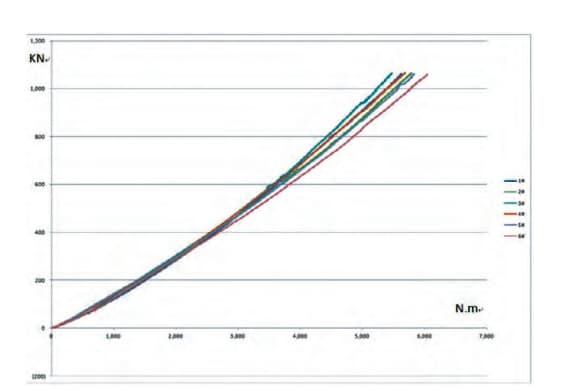
Figuren 6 en 7 tonen de krommen van de koppelklemkracht tijdens de bouten aandraaien proces onder twee smeringsomstandigheden: respectievelijk alleen draadsmering en volledige smering.
De resultaten geven aan dat bij hetzelfde aanhaalmoment de klemkracht bij volledige smering groter is dan die bij alleen draadsmering en dat de spreiding van de curven binnen dezelfde groep monsters kleiner is.
Fig.6
Fig.7
De gegevens van de twee groepen vergelijkende tests tonen aan dat het aanbrengen van smeermiddel op het lageroppervlak de wrijvingscoëfficiënt en de torsiecoëfficiënt aanzienlijk vermindert met ongeveer 15% en de stabiliteit verbetert. Dit toont aan dat het aanbrengen van smeermiddel op het lageroppervlak een effectieve methode is om de torsiecoëfficiënt te verlagen en de stabiliteit te verhogen.
3. Status industrie
In bouwmachines worden bevestigingsmiddelen meestal geïnstalleerd met behulp van de koppelmethode, die rechttoe rechtaan, eenvoudig en gemakkelijk te bedienen is. Het installatiekoppel wordt bepaald door de wrijvingscoëfficiënt en een nauwkeurige numerieke waarde is cruciaal. Het negeren van de spreiding van de wrijvingscoëfficiënt, bekend als de standaardafwijking, kan de betrouwbaarheid van de boutverbinding echter aanzienlijk beïnvloeden.
Momenteel stelt de nationale norm GB/T 1231-2000 de normen vast voor hoge sterkte boutverbindingsparen in staalconstructies. De koppelcoëfficiënt (K) wordt gespecificeerd als 0,11-0,15, met een standaardafwijking ≤ 0,01.
Veel gebruikers richten zich alleen op de koppelcoëfficiënt en denken dat als deze eenmaal is bepaald, het installatiekoppel onmiddellijk kan worden vastgesteld, wat leidt tot een verbinding van het bevestigingsmiddel. De standaardafwijking wordt echter vaak over het hoofd gezien. Als de standaardafwijking groter is dan 0,01, varieert de voorspankracht van individuele bouten tijdens de installatie. Als de standaardafwijking te groot of te klein is, kunnen sommige bevestigingsparen te vast of te licht worden aangedraaid, wat een risico kan vormen voor de betrouwbaarheid van de installatie.
Aan de andere kant, als de koppelcoëfficiënt groot is en de standaardafwijking kleiner is dan 0,01, is de spreiding van het verbindingspaar minimaal en is de kracht op elk bevestigingspaar relatief gelijkmatig. Een hogere koppelcoëfficiënt tijdens de installatie kan leiden tot een hogere koppelwaarde, maar zal niet leiden tot te strak of te los aandraaien, wat leidt tot een verbeterde betrouwbaarheid en veiligheid van de installatie.
Concluderend, vanuit een bepaald perspectief is de standaardafwijking belangrijker dan de koppelcoëfficiënt.
4. Conclusie
De wrijvingscoëfficiënt van de schroefdraad, de wrijvingscoëfficiënt van het lageroppervlak en de koppelcoëfficiënt zijn kritieke technische parameters die moeten worden begrepen en beheerst bij het installeren van verbindingsparen van bevestigingsmiddelen. Op dit moment worden deze parameters door de meeste gebruikers herkend en overwogen tijdens de installatie.
Een kleinere wrijvingscoëfficiënt leidt tot een kleinere koppelcoëfficiënt. Bij het bepalen van het installatiekoppel resulteert een kleinere koppelcoëfficiënt in een grotere klemkracht.
Omgekeerd leidt een grotere torsiecoëfficiënt tot een kleinere klemkracht. Als de aanhaalcoëfficiënt tot op zekere hoogte klein is, kan de klemkracht die door een bepaalde torsie wordt gegenereerd de sterktelimiet van de bout overschrijden, waardoor de bout met hoge sterkte uitrekt of zelfs breekt als gevolg van vermoeiing.
Aan de andere kant, als de koppelcoëfficiënt te groot is, zal de gegenereerde klemkracht te klein zijn en zal het bevestigingspaar niet goed functioneren, wat leidt tot losheid.
De smeringstoestand heeft een aanzienlijke invloed op de waarden van de wrijvingscoëfficiënt van de schroefdraad, de wrijvingscoëfficiënt van het lageroppervlak en de koppelcoëfficiënt. Over het algemeen hebben verbindingsparen met een ruw productoppervlak en duidelijke bewerkingssporen hogere waarden voor de koppelcoëfficiënt en de wrijvingscoëfficiënt.
Na smering kunnen deze waarden echter aanzienlijk afnemen. Bovendien beïnvloedt smering ook de spreiding van de draadwrijvingscoëfficiënt, de wrijvingscoëfficiënt van het lageroppervlak en de torsiecoëfficiënt. De spreiding van deze waarden is kleiner bij smering, wat zorgt voor een grotere stabiliteit en betrouwbaarheid van de boutverbinding.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Voor verschillende types stoomturbinegeneratoren zijn de vormen van zowel dynamische als statische componenten ingewikkeld en variabel, en hun vervorming (amplitude) kan niet beschreven worden door een eenvoudig...
Waarom scheuren of trekken sommige producten onverwacht krom? Het is cruciaal om de verborgen krachten in materialen te begrijpen. Dit artikel onderzoekt hoe interne spanningen ontstaan tijdens het koelproces van spuitgegoten producten,...
Waardoor kan een materiaal buigen zonder te breken? De elasticiteitsmodulus is de sleutel die bepaalt hoe materialen reageren onder spanning. Dit artikel onderzoekt vijf kritieke factoren die de elasticiteitsmodulus beïnvloeden: legeringselementen,...
Heb je je ooit afgevraagd hoe precisie in productie tot op de micrometer wordt bereikt? De coördinatenmeetmachine (CMM) biedt het antwoord. Dit geavanceerde apparaat, uitgerust met...
Wat is interkristallijne corrosie in roestvast staal precies en waarom is het zo belangrijk om het onder controle te houden? Deze verraderlijke vorm van corrosie valt aan langs de korrelgrenzen van het metaal,...
Heb je je ooit afgevraagd wat ervoor zorgt dat je automotor soepel blijft lopen? Het antwoord ligt in smeeroliën. Deze complexe mengsels van koolwaterstoffen vervullen kritieke functies, van het verminderen van wrijving tot het voorkomen van roest. Deze...
Heb je je ooit afgevraagd wat ervoor zorgt dat een elektromotor soepel blijft draaien zonder oververhit te raken? Inzicht in de veilige bedrijfstemperaturen voor motoren is cruciaal voor hun levensduur en prestaties. In dit artikel...
Heb je je ooit afgevraagd wat ervoor zorgt dat onze gassystemen soepel en veilig blijven werken? In dit artikel verkennen we de belangrijkste fabrikanten van gasregelaars en ontdekken we hun innovaties en bijdragen aan de industrie....
Hoe beïnvloedt de afkoelsnelheid de microstructuur van staal? De C-curve bij warmtebehandeling onthult de fascinerende transformatie van de microstructuur van koolstofstaal tijdens het afkoelen. Dit artikel gaat in op de...