1. Kenmerken van lappen
Lappen heeft de volgende kenmerken:
(1) Het werkstuk oppervlakteruwheid kan Ra = 0,006 tot 0,1 μm bereiken en er kunnen microsneden met Ra = 0,1 μm worden gemaakt.
(2) Het kan resulteren in een zeer nauwkeurige passing tussen tegengestelde oppervlakken.
(3) Het leppen gebeurt op lage snelheid en onder lage druk, waarbij minimale warmte vrijkomt.
Het oppervlak van het werkstuk heeft geen metamorfe laag, wat resulteert in een betere kwaliteit.
(4) Het slijpapparaat en de machine hebben een relatief eenvoudige structuur, waardoor ze geschikt zijn voor zowel handmatige productie uit één stuk als mechanische serieproductie.
De nauwkeurigheid van handmatig slijpen hangt af van de nauwkeurigheid van het lapgereedschap en de bedieningsvaardigheden van de arbeider, terwijl de nauwkeurigheid van mechanisch slijpen ook afhangt van de nauwkeurigheid van het lapgereedschap, het juiste traject en de juiste bedieningsmethoden.
(5) Tijdens het slijpproces kunnen harde slijpdeeltjes gemakkelijk in het zachte oppervlak van het werkstuk dringen, waardoor de levensduur en optische eigenschappen beïnvloed worden.
(6) Het lappendement is laag.
Het materiaal van het lapgereedschap is meestal zacht en gevoelig voor slijtage, dus het moet regelmatig onderhouden worden om de nauwkeurigheid te garanderen.
2. Bewerkbare materialen en oppervlakken van kabbelen
Slijpen kan een verscheidenheid aan metalen materialenwaaronder staal (inclusief gehard staal), gietijzer, koper en gecementeerd carbide, maar ook niet-metalen materialen zoals keramiek, edelstenen, halfgeleiders, glas en kunststoffen.
De vorm van het werkstukoppervlak omvat binnen- en buitencilindrische oppervlakken, conische oppervlakken, vlakken, convexe en concave oppervlakken, binnen- en buitenbolvormige oppervlakken, schroefdraad, tandwielen en meer.
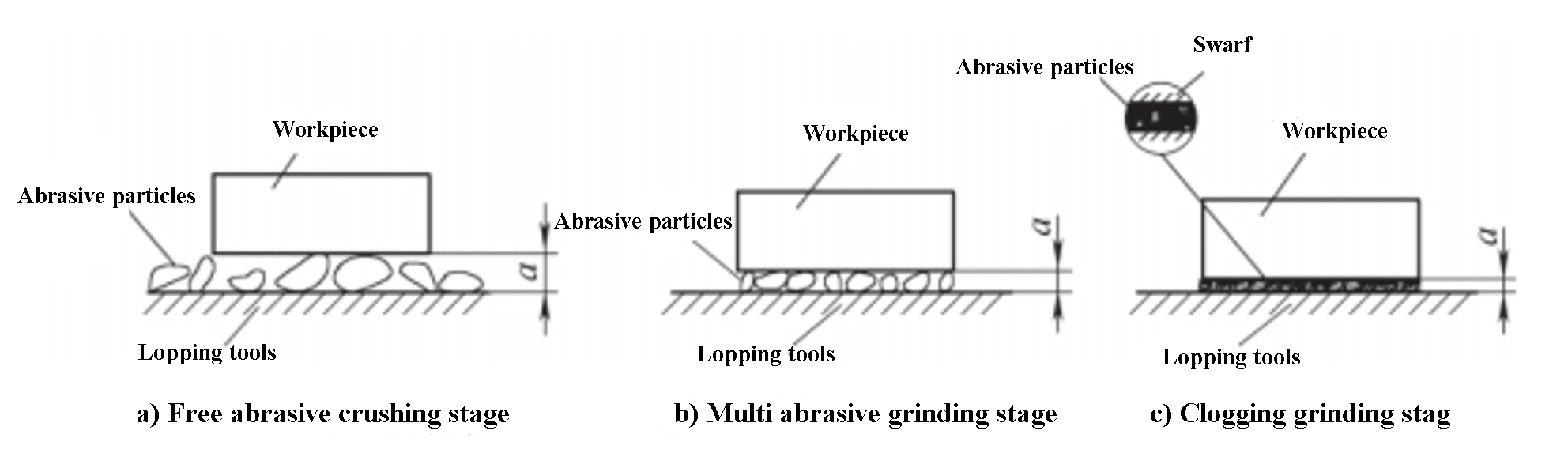
3. Lappend principe
Bij het leppen wordt de juiste hoeveelheid schuurmiddel tussen het lepgereedschap en het werkstukoppervlak geplaatst.
De combinatie van heen-en-weerbeweging en rotatie of rotatie en planetaire beweging wordt dan uitgevoerd onder een specifieke druk.
De slijpdeeltjes in het slijpmiddel glijden of rollen tussen het lappgereedschap en het werkstukoppervlak, wat resulteert in microsnede.
Door de fijne aard van de slijpdeeltjes kan slechts een zeer dunne laag materiaal worden gesneden.
Dit resulteert in een zeer klein netto bewegingsspoor op het werkstukoppervlak, wat leidt tot een uitzonderlijke oppervlaktekwaliteit en bewerkingsnauwkeurigheid.
Schuurmiddelen kunnen worden onderverdeeld in natlappen (schurende lapping, zoals getoond in Figuur 1), drooglappen (schurende lapping) en halfdrooglappen (pasteuze lapping) op basis van hun gebruiksomstandigheden.
Fig. 1 Natlapproces
4. Bewerkingsnauwkeurigheid die lapping kan bereiken
Leppen bouwt voort op een goede voorbewerking door microsneden uit te voeren met een oppervlakteruwheid van Ra = 0,01 tot 0,1 μm en microvoeding.
Dit niveau van precisie en oppervlaktekwaliteit is moeilijk te bereiken met andere bewerkingsmethoden en kan meerdere malen hoger zijn dan de resultaten van alternatieve methoden.
De precisie kan 0,025 μm bereiken en de oppervlakteruwheid Ra = 0,006 μm.
Terwijl andere bewerkingsmethoden een "kopieerbewerking" volgen, is lappen een "creatiebewerking".
Tijdens dit proces wordt zowel de precisie van het lapgereedschap als van het werkstuk verbeterd en wordt de oorspronkelijke precisie van het lapgereedschap overtroffen.
5. Schurend
Het slijpmiddel bestaat uit slijpdeeltjes, slijpvloeistof en een hulpvulmiddel.
Op basis van de slijpmethode en het werkstukmateriaal kunnen vloeibare slijpmiddelen, slijppasta en vaste slijpmiddelen bereid worden.
Slijpdeeltjes zijn de essentiële component van het slijpmiddel en hun prestaties en juiste selectie hebben een aanzienlijke invloed op de slijpefficiëntie en -kwaliteit.
1) Schuurmiddelen
De meest gebruikte slijpmiddelen zijn korund, siliciumcarbide, boorcarbide, diamant en kubisch boornitride.
Zachte slijpmiddelen, zoals ijzeroxide, chroomoxide en ceriumoxide, kunnen ook gebruikt worden om de oppervlakteruwheid van het werkstuk verder te verminderen.
Korundslijpmiddelen worden gebruikt om algemene stalen onderdelen te slijpen, terwijl siliciumcarbide of boriumcarbide slijpmiddelen worden gebruikt voor het slijpen van harde en brosse materialen zoals gietijzer, harde legeringen, edelstenen en keramiek.
Diamant slijpmiddel is geschikt voor het slijpen van gecementeerd hardmetaal, keramiek, edelstenen en optisch glas, en kubisch boornitride slijpmiddel moet worden gebruikt voor het slijpen van hoge snelheidsstaal en matrijzenstaal.
De keuze van de grootte van het slijpmiddel en het slijprendement zijn direct gekoppeld aan de oppervlakteruwheid van het werkstuk.
Een grove deeltjesgrootte resulteert in een hoog rendement maar een hoge oppervlakteruwheidswaarde (Ra), terwijl een kleinere deeltjesgrootte leidt tot een lager rendement maar een lagere oppervlakteruwheidswaarde.
De korrelgrootte varieert van W0,5 tot W40 en de oppervlakteruwheid kan variëren van 0,006 tot 0,4 μm.
2) Lappende vloeistof
De lappingvloeistof dient voor koeling en smering tijdens het proces en helpt de slijpdeeltjes gelijkmatig over het oppervlak van het lappinggereedschap te verdelen.
Voor ruw slijpen wordt N15 systeemolie met vol verlies gebruikt, terwijl voor naslijpen een mengsel van één deel N15 systeemolie met vol verlies, drie delen kerosine, een kleine hoeveelheid turbineolie of spindelolie en lichte minerale olie of transformatorolie wordt gebruikt.
Kerosine wordt gebruikt voor het slijpen van gietijzer, terwijl dierlijke olie en een kleine hoeveelheid spindelolie of plantaardige olie wordt gebruikt voor het slijpen van koper. Plantaardige olie, turbineolie of emulsie wordt gebruikt voor het slijpen van geblust staal en roestvrij staal.
Olijfolie, rondheid olie of gedestilleerd water wordt gebruikt voor het slijpen van diamanten, benzine voor het slijpen van gecementeerd carbide, alcohol voor het slijpen van goud, zilver en platina en water voor het slijpen van glas en kristal.
3) Hulpvullers
Tijdens het lappingsproces dienen hulpvullers als adsorptiemiddel en om de verwerkingsefficiëntie te verbeteren.
Veel gebruikte hulpvullers bestaan uit stearinezuur of oliezuur, vetzuur en industriële glycerine als hoofdbestanddelen in verschillende verhoudingen.
4) Voorbereiding van schuurmiddel
Bij natlappen bestaan de vloeibare slijpmiddelen uit kerosine, gemengd vet en slijppoeder met een concentratie (massafractie) van ongeveer 30% tot 40%. De concentratie neemt af als het poeder fijn is en automatisch door de machine wordt toegevoerd.
Bij drooglappen wordt een mengsel van 15 gram slijppoeder, 8 gram gemengd vet, 200 ml vliegtuigbenzine en 35 gram kerosine gebruikt na een week weken. De slijppasta bevat 20% tot 50% slijppoeder, 25% tot 30% oliezuur, 18% tot 30% gemengd vet en in sommige gevallen wordt ongeveer 15% vaseline toegevoegd voor zeer fijn poeder.
Vast schuurmiddel, of schuurzeep, wordt gebruikt om de oppervlakteglans van het werkstuk te verbeteren. De samenstelling bevat 57% chroomoxide, 21,5% paraffine, 21,5% bijenwas, 11% stearinezuur gemengd vet en 7% kerosine.
6. Functies en materialen van lapping gereedschap
1) Functies van lapgereedschappen
Het lapgereedschap dient als mal voor het lappen en geeft tot op zekere hoogte zijn eigen geometrische nauwkeurigheid aan het werkstuk. Het is verantwoordelijk voor het transporteren van de slijpmiddelen voor het coaten en inbedden. Tijdens de relatieve beweging met het werkstuk wordt het werkstuk bewerkt om de gewenste bewerkingsnauwkeurigheid en oppervlaktekwaliteit te bereiken.
Het lapgereedschap moet groeven hebben om slijpmiddelen vast te houden en de opbouw van overtollig slijpmiddel te voorkomen. Het moet ook de juiste geometrische nauwkeurigheid, voldoende stijfheid, een compact materiaal zonder onzuiverheden en een uniforme hardheid hebben.
2) Materialen van lapgereedschap
Gietijzer is geschikt voor het slijpen van een verscheidenheid aan materialen; zacht staal is geschikt voor het slijpen van kleine diameters schroefdraad en kleine gaten; messing en roodkoper zijn geschikt voor grof slijpen en het slijpen van edelstenen; hardhout is geschikt voor het slijpen van koper en zachte metalen; tin en lood zijn geschikt voor het verbeteren van de oppervlaktekwaliteit van werkstukken omdat ze te zacht zijn om de vorm van de werkstukken te veranderen.
7. Lapping traject en parameters
1) Het kabeltraject wordt getoond in Fig. 2, en het heeft verschillende vormen zoals rechtlijnig reciprocerende cycloïde.
Fig. 2 Het lappentraject
2) Lappendruk
Bij nat lappen varieert de druk van 10 tot 25 MPa, terwijl de druk bij droog lappen varieert van 1 tot 15 MPa. Bij fijnslijpen is de drukwaarde lager.
3) Lappensnelheid
Het lappendement is recht evenredig met de lappensnelheid. De lepingssnelheid van nat leppen is 20 tot 100 m/min, en die van droog leppen 10 tot 20 m/min. Als de nauwkeurigheid van het werkstuk hoog is en het materiaal van het werkstuk zacht, moet een kleinere waarde worden genomen.
4) Overlappingstoeslag
De binnenste opening is 0,01-0,03 mm (diametertoeslag), de buitenste cirkel is 0,005-0,01 mm en het vlak is 0,005-0,01 mm.
5) Problemen die aandacht nodig hebben
De schuurmiddelen moeten op de juiste manier opgeslagen worden om vervuiling door stof te voorkomen; wanneer er overgeschakeld wordt op schuurmiddelen met een andere korrelgrootte, moeten de bestaande schuurmiddelen op het werkstuk en het lapgereedschap gereinigd worden met kerosine om krassen op het oppervlak van het werkstuk te voorkomen; de omgeving waarin het lapgereedschap gebruikt wordt moet stofvrij zijn.
8. Conclusie
Leppen is een precisie- en ultraprecisietechnologie waarmee zeer lage oppervlakteruwheidswaarden worden bereikt. Met de vooruitgang van de technologie worden steeds hogere eisen gesteld aan de productkwaliteit. Bij plaatselijke nabewerking heeft lappen ongeëvenaarde voordelen ten opzichte van andere snijmethoden, waardoor het belangrijk is bij het bewerken van werkstukken met een hoge precisie en oppervlaktekwaliteit.