Problemen met lasersnijmachines oplossen: 100+ Problemen & Oplossingen
Lasersnijden heeft een revolutie teweeggebracht in de productie, maar zelfs de meest geavanceerde machines hebben te maken met problemen. In deze blogpost duiken we in veelvoorkomende problemen met lasersnijmachines en bieden we stap-voor-stap oplossingen om problemen op te lossen. Onze deskundige werktuigbouwkundige ontleedt elk probleem, van snijonnauwkeurigheden tot abnormale geluiden, met duidelijke uitleg en praktische oplossingen. Of je nu een operator of onderhoudsprofessional bent, deze gids zal je helpen om snel problemen met lasersnijmachines te diagnosticeren en op te lossen, zodat je verzekerd bent van optimale prestaties en minimale stilstandtijd.
Lasergraveer- en snijmachines zijn onmisbare hulpmiddelen geworden in verschillende industrieën en bieden een ongeëvenaarde precisie, snelheid en veelzijdigheid bij het verwerken van materialen. Deze geavanceerde machines kunnen echter problemen ondervinden die hun prestaties kunnen verstoren. Deze gids biedt uitgebreide probleemoplossingsmethoden om gebruikers te helpen bij veelvoorkomende problemen met lasergraveer- en snijmachines. Door deze problemen systematisch te identificeren en op te lossen, kunnen gebruikers optimale machineprestaties en een lange levensduur garanderen.
Het belang van probleemoplossing voor lasergraveer- en snijmachines
Probleemoplossing is essentieel om de efficiëntie en effectiviteit van lasergraveer- en snijmachines te behouden. Het snel identificeren en aanpakken van problemen kan voorkomen dat kleine problemen escaleren tot grote problemen, waardoor stilstand en reparatiekosten worden beperkt. Regelmatige probleemoplossing en onderhoud verbeteren ook de kwaliteit van gravures en sneden en zorgen voor consistente en hoogwaardige resultaten.
Lasergraveer- en snijmachines zijn complexe systemen die afhankelijk zijn van precieze uitlijning, kalibratie en schone onderdelen om goed te functioneren. Verkeerde uitlijningen of vervuiling kunnen bijvoorbeeld leiden tot problemen zoals verkeerd uitgelijnde gravures, onduidelijke afbeeldingen en oververhitting. Door de stappen voor probleemoplossing in deze handleiding te volgen, kunnen gebruikers deze problemen systematisch aanpakken en ervoor zorgen dat hun machines soepel en efficiënt werken.
Sleutelconcepten en hun impact
Laseruitlijning: Een juiste laseruitlijning is cruciaal voor nauwkeurige gravures en sneden. Verkeerd uitgelijnde lasers kunnen leiden tot ongelijkmatige of onjuiste gravures, wat de kwaliteit van het eindproduct kan aantasten. Regelmatig controleren en bijstellen van de laseruitlijning zorgt voor precisie en consistentie.
Stof en verontreiniging: Stof en vuil kunnen zich ophopen op de onderdelen van de machine en zo de prestaties beïnvloeden. Stof op de laserlens kan bijvoorbeeld de laserstraal verstrooien, wat leidt tot onduidelijke gravures. Regelmatig reinigen van de onderdelen van de machine, vooral de lens en spiegels, is noodzakelijk om optimale prestaties te behouden.
Oververhitting: Oververhitting kan de lasergraveer- en snijmachine ernstig beschadigen, wat leidt tot dure herstellingen en langere stilstand. Om oververhitting te voorkomen, is het essentieel dat er een goed ventilatie- en koelsysteem aanwezig is. Door de temperatuur van de machine in de gaten te houden en eventuele tekenen van oververhitting onmiddellijk aan te pakken, kunnen potentiële gevaren beperkt worden.
Praktische scenario's voor probleemoplossing
Denk aan een scenario waarbij de lasergravures verkeerd uitgelijnd lijken. Dit probleem kan te wijten zijn aan een verkeerde uitlijning van de laser zelf. Om dit te verhelpen, moet de gebruiker de laseruitlijning controleren met de ingebouwde uitlijningstools van de machine of met een laseruitlijningsapparaat. Er moeten aanpassingen worden gemaakt tot de laserstraal correct is uitgelijnd met het bedoelde pad.
Een ander veel voorkomend scenario zijn onduidelijke of vage gravures, die het gevolg kunnen zijn van een vuile laserlens. In dit geval moet de gebruiker de lens voorzichtig reinigen met een geschikte reinigingsoplossing en een pluisvrije doek, zodat er geen resten achterblijven.
Voordelen van regelmatige probleemoplossing en onderhoud
Een goede probleemoplossing draagt bij aan de veiligheid van de operators en de levensduur van de machine. Door problemen zoals oververhitting of gebroken lenzen snel op te sporen, kunnen potentiële gevaren worden voorkomen en kan de levensduur van de machine worden verlengd. Inzicht in veelvoorkomende problemen en hun oplossingen stelt gebruikers in staat om routineonderhoud uit te voeren en weloverwogen beslissingen te nemen over wanneer ze professionele reparaties moeten laten uitvoeren.
Samengevat biedt deze gids essentiële probleemoplossingstechnieken om gebruikers te helpen hun lasergraveer- en snijmachines te onderhouden, zodat ze consistent resultaten van hoge kwaliteit leveren. Door veelvoorkomende problemen systematisch aan te pakken, kunnen gebruikers de prestaties en levensduur van hun apparatuur maximaliseren en uiteindelijk hun productiviteit en efficiëntie verbeteren.
Laserplaat snijmachine problemen oplossen
1.1. Snijden heeft scherpe hoeken Oplossingsstappen
Oplossingsstappen (als de vorige stap geen effect heeft, ga dan verder met de volgende stap):
Compenseren voor speling in omgekeerde richting (verandering in platformconfiguratie);
Controleer de ingrijping van tandwielen en tandheugels;
Controleer de installatie van de motor, zorg ervoor dat de afstandsstukken correct zijn geïnstalleerd en dat de koppelingen goed vastzitten;
Controleer of de schuifstelschroeven stevig vastzitten.
1.2. Probleem met golfsnijden
Oplossingsstappen (als de vorige stap geen effect heeft, ga dan verder met de volgende stap):
Druk tijdens het snijden met de hand op het materiaal en let op het snijeffect;
Controleer of de nivelleerpads en het framewerk van de tafel instabiel zijn of wiebelen; gebruik geen instabiele of onbetrouwbare profielen onder de pads;
Snijparameters aanpassen; a. Verlaag de volgende gevoeligheid in de software-instellingen; b. Verhoog de trillingsonderdrukking in de software-instellingen; c. Pas de servoparameters aan;
Compenseren voor speling in omgekeerde richting (verandering in platformconfiguratie);
Controleer of de cilinder het ruilplatform vergrendelt;
Controleer of de laserkop en aanverwante componenten stevig zijn bevestigd;
Controleer de installatie van de motor, zorg ervoor dat de afstandsstukken correct zijn geïnstalleerd en dat de koppelingen goed vastzitten;
Controleer of de schuifstelschroeven stevig vastzitten;
Controleer de ingrijping van de X- en Y-as, waarvoor 0,06-0,08 mm nodig is;
Vervang de X- en Y-reductietandwielen en motoren.
1.3 Slechte snijnauwkeurigheid
Oplossingsstappen (als de vorige stap geen effect heeft, ga dan verder met de volgende):
Controleer of de laserkop en aanverwante componenten stevig zijn bevestigd;
Pas de procesparameters en servoparameters aan;
Compenseren voor speling in omgekeerde richting (verandering in platformconfiguratie);
Controleer de ingrijping van de X- en Y-as, waarvoor 0,06-0,08 mm nodig is;
Controleer de verticaliteit van de X- en Y-as, 0,03 mm;
Controleer de installatie van de motor, zorg ervoor dat de afstandsstukken correct zijn geïnstalleerd en dat de koppelingen goed vastzitten;
Controleer of de schuifstelschroeven stevig vastzitten;
Gebruik een laserinterferometer.
1.4 Abnormale geluidsproblemen
Oplossingsstappen (als de vorige stap geen effect heeft, ga dan verder met de volgende):
Controleer de locatie van het abnormale geluid en als dit wordt veroorzaakt door plaatmetaal onderdelen of stofdoek, knip de plaatdelen en stofdoek af;
Z-as geluid: a. Controleer de vlakheid van de bevestigingsplaat van de laserkop, vervang deze indien nodig; b. Controleer de centerhoogte van beide uiteinden van de schroef en de coaxialiteit van de moerzitting, pas indien nodig aan met koperen vulplaatjes; c. Controleer de koppelingen en zorg ervoor dat ze goed vastzitten; d. Controleer de motor, pas de parameters aan, inspecteer het remcircuit tot de motor en servo worden vervangen.
Ruis op de X-as: a. Controleer de inschakelopening van de tandheugel: 0,06-0,08 mm; b. Gebruik een tandheugelmaat om de evenwijdigheid tussen de tandheugel en de geleiderail aan dezelfde kant te controleren, ≤ 0,03mm/1000mm; c. Controleer de vlakheid van de installatie van het bovendeel van de machine met de schuif, waarbij een fout van 0,03 mm vereist is; vervang het bovendeel van de machine als de fout groter is dan 0,2 mm; d. Controleer het parallellisme van de geleiderails, de rechtheid van de geleiderail moet ≤0,02mm/1000mm zijn, zorg er na installatie voor dat de geleiderail in nauw contact is met het lageroppervlak, gebruik een 0,02mm voelermaat om dit te detecteren en de voelermaat mag niet naar binnen gaan; e. Controleer de motor, pas de parameters aan tot de motor en servo worden vervangen; f. Vervang de schuifregelaar.
Geluid op de Y-as: a. Controleer de inschakelopening van de tandheugel: 0,06-0,08 mm; b. Gebruik een tandheugelmaat om de evenwijdigheid tussen de tandheugel en de geleiderail aan dezelfde kant te controleren, ≤ 0,03mm/1000mm; c. Controleer de vlakheid van de balkinstallatie met de schuifregelaar, waarbij een fout van 0,03 mm vereist is; vervang de balk als de fout groter is dan 0,2 mm; d. Controleer de evenwijdigheid van de geleiderails, rechtheid van de geleiderail moet ≤0,02mm/1000mm zijn, zorg er na installatie voor dat de geleiderail in nauw contact is met het lageroppervlak, gebruik een 0,02mm voelermaat om dit te detecteren en de voelermaat mag niet naar binnen gaan; e. Controleer de motor, pas de parameters aan tot de motor en servo worden vervangen; f. Vervang de schuifregelaar.
Bij abnormale geluiden van perifere accessoires, zoals de ventilatoren van de waterkoeler, moet u deze direct vervangen.
1,5 Diagonale discrepantie
Oplossingsstappen (als de vorige stap geen effect heeft, ga dan verder met de volgende):
Controleer welke richting een probleem heeft in de X- en Y-asafmetingen; de fout voor zowel de 500 mm zijlengte als de diagonaal mag niet groter zijn dan 0,1 mm;
Compenseren voor speling in omgekeerde richting (verandering in platformconfiguratie);
Pas de diagonale compensatieparameter aan;
Controleer de ingrijping van de X- en Y-as, waarvoor 0,06-0,08 mm nodig is;
Controleer de verticaliteit van de X- en Y-as, 0,03 mm; als de nauwkeurigheid voldoende is, pas dan de verticaliteit aan volgens de werkelijke diagonale afwijking.
1.6 Blokkeren van bewegingen op de X-as, Y-as en Z-as
Oplossingsstappen (als de vorige stap geen effect heeft, ga dan verder met de volgende):
Pas de parameters van de motoraandrijving aan;
Controleer de installatie van de motor, zorg ervoor dat de afstandsstukken correct zijn geïnstalleerd en dat de koppelingen goed vastzitten;
Vervang de motor als er problemen zijn met de motor zelf;
Controleer de motor, pas de parameters aan, inspecteer het remcircuit tot de motor en servo worden vervangen.
1.7 Problemen met snijeffecten
Oplossingsstappen:
Constructiestaal: Snijden met O2
Defecten
Mogelijke oorzaken
Oplossingen
Geen bramen, consistente inlooplijnen
Geschikt vermogen Geschikte snijsnelheid
Aanzienlijke verschuiving van de onderste aanlooplijn, bredere kerf onderaan
Snijsnelheid te hoogSnijkracht te laagGasdruk te laagFocus te hoog
Oplossingsstappen (ga door naar de volgende stap als de vorige geen effect heeft):
Als het onderdeel niet overeenkomt met de tekening, retourneer het dan naar het magazijn en vervang het door een gekwalificeerd onderdeel. Als het wel overeenkomt met de tekening, neem dan contact op met de technische ondersteuning om de tekening te controleren en een specifieke oplossing te bieden. Lijst met mogelijke oplossingen:
Als er interferentie is met de versnellingsbakken in het ruilplatform van de E-serie, snijdt u het interfererende onderdeel weg als dit het uiterlijk niet beïnvloedt.
Als er interferentie is tussen de E-serie versnellingsbak en het stofdoek, installeer dan afstandsringen bij de onderste montagegaten om de versnellingsbak naar buiten te verplaatsen.
Als de Y-as sleepkettingzitting van de PT-serie een oudere versie is, boort u de montagegaten opnieuw.
Als de zitting van de sleepketting in de PT-serie met de Y-as sleepketting tijdens het verplaatsen in de weg zit, wijzig dan de richting van de montagegaten op de dwarsbalk om de sleepketting te kantelen.
Als de schuifdeur van de PT-grote kast abnormaal werkt en niet gelijk ligt met andere panelen, installeer dan afstandsstukken. .......
1.9 Installatieproblemen
Oplossingsstappen:
Bekijk de 3D montage- of subassemblagetekeningen zorgvuldig.
Bekijk het assemblageproces.
Als er geen technische documenten zijn, neem dan contact op met de technische ondersteuning.
1.10 Storingsproblemen
Oplossingsstappen:
Zwart scherm op het scherm: Controleer eerst of de aardedraad goed is aangesloten, test bij afgeschermde kabels met toegevoegde ferrietkralen en probeer de industriële computer te vervangen.
Vervormd scherm met sneeuwvlokken op het scherm: Dit probleem komt vaker voor bij machines uit de I-serie. Controleer of er ferrietkralen zijn geïnstalleerd op de VGA-kabel, scheid het hoofdcircuit van de servoaandrijving en de VGA-kabel en vermijd dat ze in dezelfde kabelgoot lopen.
Slechte kalibratieresultaten voor buismachines: Er moet een verbindingsplaat zijn tussen het buizenbed en het platenbed en de apparatuur moet goed geaard zijn.
1.11 Koelalarm
Oplossingsstappen (ga door naar de volgende stap als de vorige geen effect heeft):
Controleer het scherm van de koelmachine voor alarminformatie: Veel voorkomende alarmen zijn alarmen voor laag vloeistofniveau, debiet en temperatuur. Voeg water toe bij een laag vloeistofniveau; controleer bij flowalarmen op verstoppingen of lekken in de pijpleiding en controleer de frequentie van de koelmachine; controleer bij temperatuuralarmen de omgevingstemperatuur, filterverstopping en mogelijke schade aan de temperatuursensor.
Bepaal aan de hand van de ingangspuntstatus van de adapterkaart of het een bedradingsprobleem of een software-instellingsprobleem is.
Controleer op onjuiste bedrading (normaal open of normaal gesloten).
Controleer de alarminstellingen van de koelmachine in de platformconfiguratie.
1.12 Grensalarm Z-as
Oplossingsstappen (ga door naar de volgende stap als de vorige geen effect heeft):
Bepaal aan de hand van de ingangspuntstatus van de adapterkaart of het een bedradingsprobleem of een software-instellingsprobleem is.
Controleer op onjuiste bedrading.
Controleer de limietinstellingen in de platformconfiguratie.
Vervang de eindschakelaar.
1.13 Bestuurdersalarm
Oplossingsstappen:
A.710, A.910 en A.720 overbelasting: Controleer of de driefasenvolgorde correct is, of de parameterinstellingen correct zijn, of er draden losgekoppeld zijn en of de mechanische transmissie goed werkt.
A.F10 Fase-uitval van de voedingskabel: Controleer of parameter Pn00B is ingesteld op enkelfasig of driefasig en of er losgekoppelde voedingslijnen naar de motor zijn.
A.900 buitensporige positieafwijking: Schakel uit en start opnieuw op, initialiseer de driver en reset de parameters, en controleer of de mechanische overbrenging vastzit of dat de speling te groot is.
A.840 encodergegevensalarm: Encoderstoring, herstart de voeding, controleer of de bedrading van de encoder goed is en of de afgeschermde kabel goed is geaard.
Driver quality failure, vervang de driver.
1.14 Probleem met struikelen
Oplossingsstappen:
Controleer op kortsluiting of geaarde kabels in het hoofdcircuit.
Controleer op kortsluiting of aarding in de voedingslijn van de driver.
1.15 Fout in snijsoftware
Verwijder de snijsoftware en installeer deze opnieuw.
Schakel over naar een lagere of hogere versie van de software.
1.16 Bedradingsfout
Controleer het circuit volgens het elektrische schema.
Gebruik een multimeter om de continuïteit van de kabel te testen en pas de eliminatiemethode toe om de bron van de fout te vinden.
Problemen oplossen met lasersnijmachines voor buizen
2.1 Slechte snijnauwkeurigheid met handbediende klauwplaat
Oplossingsstappen (ga door naar de volgende stap als de vorige geen effect heeft):
Controleer de verticaliteit van het afstelboutgat in de voorste spanklauwen; vervang het onderdeel als de verticaliteit niet voldoende is.
Controleer of de coaxialiteit van de voorste en achterste klauwplaat ≤0,15 is.
Zorg ervoor dat de onderdelen goed zijn aangesloten volgens de bouten aandraaien koppelvereisten. Methode: Bevestig een meetklok aan de achterste klauwplaat terwijl de voorste klauwplaat stilstaat en draai de achterste klauwplaat. Controleer de coaxialiteit. Als de coaxialiteit onvoldoende is, stel dan de voorste klauwplaat omhoog, omlaag, naar links of rechts bij totdat de coaxialiteit aan de norm voldoet.
2.2 Slechte snijnauwkeurigheid met elektrische klauwplaat
Oplossingsstappen (ga door naar de volgende stap als de vorige geen effect heeft):
Controleer of de precisiepijp die gesneden wordt standaard is, met de pijpnauwkeurigheid gebaseerd op GB-17395-1988-E3 en een totale lengte buiggraad van 0,1%. Vervang de pijp als deze niet standaard is.
Controleer of de klemming van het buismateriaal correct is.
Controleer op axiale beweging in de voorste spanschroef. Als er een axiale beweging is, elimineer deze dan door vulplaatjes toe te voegen aan het lager van de schroefsteun.
Controleer of de voorste spanklauwen langs de Y-as van de machine bewegen. Als er beweging is, vervang dan de sluitbus.
Controleer de evenwijdigheid en verticaliteit van de voorste spanklauwen. Methode: Gebruik een aluminium rechthoekige buis, klem de achterste klauwplaat vast en laat een opening tussen de voorste klauwbekken en de rechthoekige buis. De opening moet in alle vier richtingen gelijk zijn met ≤±0,05. Gebruik de rechthoekige buis om de evenwijdigheid en verticaliteit van de bekken te beoordelen door de opening tussen de bekken te observeren. Als de bekken niet evenwijdig en verticaal zijn, moet u de voorste spanklauwen bijstellen.
Controleer of de achterste spanklauwen goed vastzitten. Als er iets loszit, draait u de losse schroeven vast.
Controleer de rondheid en herhaalnauwkeurigheid van de positionering van de voorste en achterste klauwen van de klauwplaat, met ≤0,15. Als de rondheid en herhaalbaarheid positioneringsnauwkeurigheid buiten tolerantie zijn, stel dan de voorste en achterste spanklauwen af. Noteer bij het controleren met de meetklok de maximale positie van de uitloop en stel de bek bij de maximale positie naar binnen bij. Probeer bij het afstellen van de bekken slechts één kant af te stellen.
Als alle bovenstaande factoren gecontroleerd zijn en er geen problemen zijn, controleer dan de coaxialiteit van de voorste en achterste klauwplaten. De coaxialiteit van de voorste en achterste klauwplaten moet ≤0,08 zijn. Methode: Bevestig een meetklok op de achterste klauwplaat en meet de binnenste cirkel en het eindvlak van de voorste klauwplaat. Let op de uitloopwaarden op de meetklok om de coaxialiteit en de eindvlakuitloop van de voorste en achterste klauwplaten te bepalen. Als de waarden voor coaxialiteit en eindvlakspeling buiten tolerantie zijn, stel dan de voorste klauwplaat links, rechts, omhoog of omlaag af tot de coaxialiteit en eindvlakspeling aan de norm voldoen.
Vervang de klauwplaat.
2.3 Startpunten voor snijden vallen niet samen
Oplossingsstappen (ga door naar de volgende stap als de vorige geen effect heeft):
Controleer of de huidige waarde van de voorste klauwplaat te hoog is.
Controleer de coaxialiteit van de voorste en achterste klauwplaten als deze zich op verschillende assen bevinden; deze moet ≤0,15 zijn.
Controleer de uitloopwaarde van de voorkant van de klauwplaat met ≤0,1. Methode: Bevestig een meetklok aan de achterste klauwplaat en meet de binnencirkel en het eindvlak van de voorste klauwplaat. Let op de uitloopwaarden op de meetklok om de coaxialiteit en de eindvlakuitloop van de voorste en achterste klauwplaten te bepalen. Als de waarden voor coaxialiteit en eindvlakspeling buiten tolerantie zijn, stel dan de voorste klauwplaat links, rechts, omhoog of omlaag af tot de coaxialiteit en eindvlakspeling aan de norm voldoen.
Controleer of de achterste spindel van de klauwplaat axiale beweging heeft.
2.4 Golfsnijden
Raadpleeg hoofdstuk 1 Probleem met de buizensnijmachine 1.2.
2.5 Grote randvindingsfout
Oplossingsstappen (ga door naar de volgende stap als de vorige geen effect heeft):
Controleer of de laserkop verticaal staat; vervang de aansluitplaat van de laserkop als deze niet verticaal staat.
Elimineer interferentie veroorzaakt door de stroom in de voorste en achterste klauwplaten door ze met koperdraden te verbinden met het machinebed.
2.6 Storingsprobleem
Raadpleeg hoofdstuk 1 Plaat snijden Machineprobleem 1.10.
2.7 Alarm waterkoelmachine
Raadpleeg hoofdstuk 1 Probleem met de vellenzaagmachine 1.11.
2.8 Grensalarm Z-as
Raadpleeg hoofdstuk 1 Probleem met de vellenzaagmachine 1.12.
2.9 Bestuurdersalarm
Raadpleeg hoofdstuk 1 Probleem met de vellenzaagmachine 1.13.
2.10 Probleem met struikelen
Raadpleeg hoofdstuk 1 Probleem met de vellenzaagmachine 1.14.
2.11 Fout in snijsoftware
Raadpleeg hoofdstuk 1 Probleem met de vellenzaagmachine 1.15.
2.12 Bedradingsfout
Raadpleeg hoofdstuk 1 Probleem met de vellenzaagmachine 1.16.
Problemen oplossen bij lasersnijden met hoog vermogen
1. De stand van zaken op de markt voor lasersnijden met hoog vermogen
Met de evolutie van de laserindustrie en veranderingen in de eisen van de downstream-industrie, is lasersnijapparatuur met hoog vermogen geleidelijk een belangrijk aandachtspunt op de markt geworden.
Met ongeëvenaarde voordelen in snelheid en dikte heeft lasersnijden met hoog vermogen nu een wijdverspreide erkenning op de markt gekregen.
Omdat de technologie voor lasersnijden met hoog vermogen echter nog in de kinderschoenen staat, zijn sommige operators niet volledig bedreven in het beheren van dit snijproces en staan ze vaak aan het begin van problemen tijdens het debuggen van de productie.
Om deze problemen bij het snijden met hoog vermogen aan te pakken, bieden technici op het gebied van snijprocessen een paar tips om problemen op te lossen. lasersnijden procesparameters (Figuur 1).
Dit vermindert niet alleen de verliezen door defecte werkstukken, maar verbetert ook uw kosteneffectiviteit vanuit een ander perspectief.
Afbeelding 1: Snijden van koolstofstaal met 30kW laser
2. Eliminatie van defecten
Er zijn veel redenen waarom lasers met hoog vermogen defecte werkstukken kunnen produceren tijdens het snijproces. De belangrijkste problemen kunnen worden gediagnosticeerd aan de hand van de volgende vier aspecten.
(1) Problemen oplossen
Als de snijresultaten slecht zijn, controleer dan eerst de volgende problemen:
1. Zijn de lenzen vervuild?
2. Is het mondstuk beschadigd?
3. Is het licht gecentreerd op het mondstuk?
4. Zijn er lekken of beschadigingen in de keramische behuizing?
(2) Methodes om strepen te verwijderen
1. Mogelijke redenen:
Onjuiste keuze van het mondstuk - te groot mondstuk; onjuiste instelling van de luchtdruk - overbranden met strepen door te hoge druk; onjuiste snijsnelheid - overbranden door te lage of te hoge snelheid.
2. Oplossingen:
Verander het mondstuk, kies voor een mondstuk met een kleinere diameter, bijvoorbeeld een sneldraaiende D1.4 mondstuk voor 16 mm koolstofstaal, en een sneldraaiende D1.6 mondstuk voor 20 mm koolstofstaal. snijlucht druk om de kwaliteit van het snijgedeelte te verbeteren; pas de snijsnelheid aan, zodat het vermogen overeenkomt met de snijsnelheid om het effect te bereiken dat wordt getoond in Figuur 2.
Afbeelding 2: Vergelijkend optimalisatiediagram van dwarsdoorsnede strepen
(3) Methoden om bodemslakken te verwijderen
1. Mogelijke oorzaken:
Het gebruikte mondstuk kan te klein zijn, de snijscherpte is niet afgestemd; de luchtdruk is te laag of te hoog, de snijsnelheid is te hoog; de kwaliteit van het materiaal van de plaat is slecht, kleine mondstukken hebben moeite met het verwijderen van slak.
2. Oplossingen:
Vervang het mondstuk door een mondstuk met een grotere diameter, stel de focus in op de juiste positie; verhoog of verlaag de luchtdruk tot de luchtstroom geschikt is; kies plaatmateriaal van goede kwaliteit. Hiermee kan het effect worden bereikt dat wordt getoond in Figuur 3.
Afbeelding 3: Vergelijkingsgrafiek van optimalisatie van bodemslakken
(4) Methoden om bramen aan de onderkant te verwijderen
1. Mogelijke oorzaken:
De spuitmonddiameter is te klein om aan de bewerkingseisen te voldoen; de negatieve defocus is verkeerd afgesteld en moet worden verhoogd en afgesteld op de juiste positie; de luchtdruk is te laag, wat resulteert in braamvorming aan de onderkant en onvoldoende snijden.
2. Oplossingen:
Gebruik een mondstuk met een grotere diameter om de luchtstroom te verhogen; verhoog de negatieve defocus om het snijgedeelte in staat te stellen de bodempositie te bereiken; verhoog de luchtdruk om de onderste bramen te verminderen. Dit kan het effect bereiken dat wordt getoond in Figuur 4.
Figuur 4: Vergelijkingstabel van onderbraamoptimalisatie
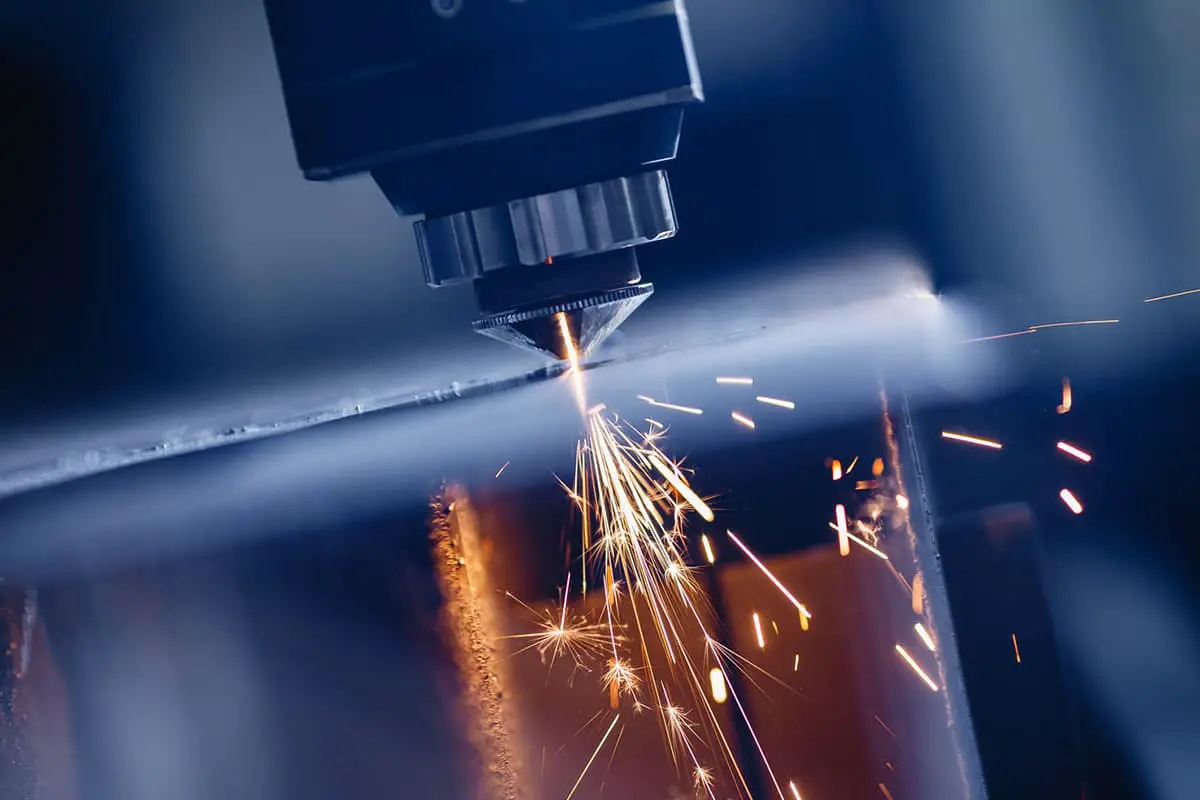
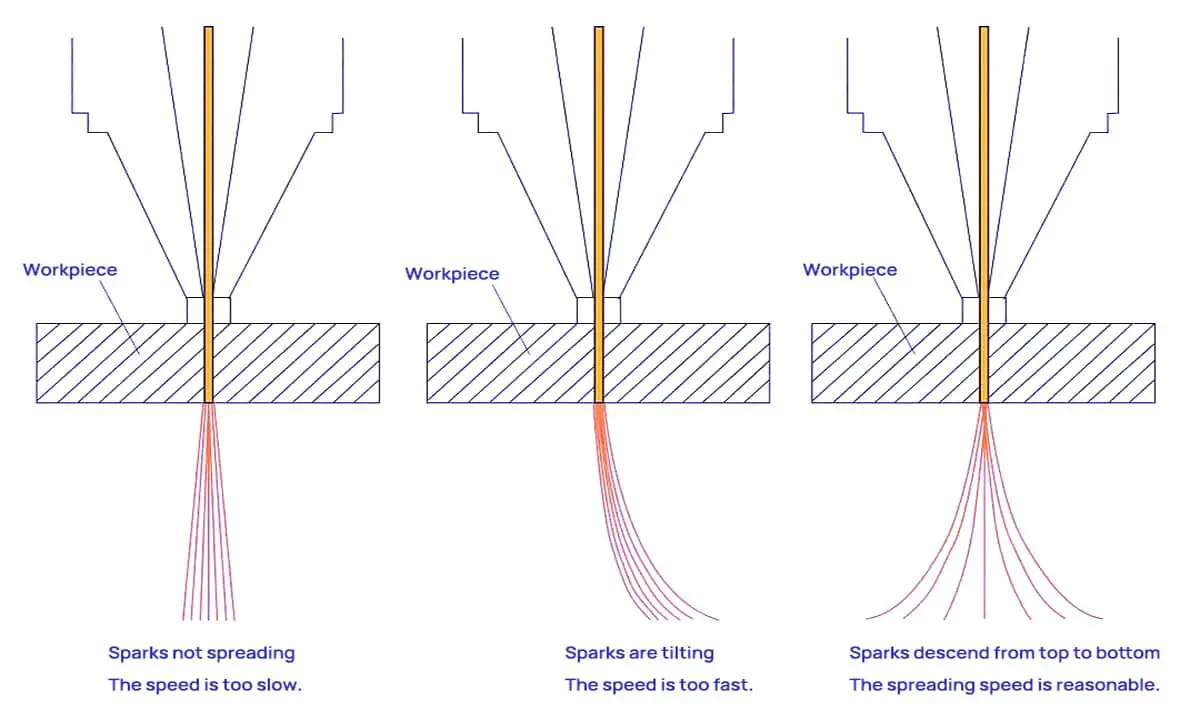
3. Hoe te bepalen of de snijsnelheid geschikt is volgens vonken
Afbeelding 5: Vonkverspreidingsdiagram bij lasersnijden
(1) Geschikte snijsnelheid: De snijvonken verspreiden zich naar beneden, wat resulteert in een glad snijoppervlak zonder resten aan de onderkant.
(2) Te hoge snijsnelheid: De snijvonken kantelen.
(3) Onvoldoende snijsnelheid: De snijvonken verspreiden zich niet, zijn klein en clusteren samen.
Als antwoord op deze problemen is het vermogen van de lasersnijmachine (zie Afbeelding 6) compatibel met de meest gebruikte 20.000 tot 30.000 watt in de huidige plaatbewerkingsmarkt. Met tweezijdige servomotoren biedt de machine hoge snelheden, nauwkeurige positionering en een soepele werking.
De hoge snijsnelheid is een belangrijke voordeel van laser en de belangrijkste reden waarom veel gebruikers van plaatbewerking lasersnijders kiezen. Sneller is echter niet altijd beter. Alleen door de juiste snijsnelheid te regelen kan een glad, slakvrij snijoppervlak en werkstukken van hoge kwaliteit worden bereikt.
Het vermogen van de laser beïnvloedt de snelheid waarmee de laserapparatuur het plaatmetaal snijdt en deze snijsnelheid beïnvloedt op zijn beurt de kwaliteit van het lasersnijresultaat. snijden van plaatwerk. Onder vaste laservermogenEr bestaat een optimaal bereik van snijsnelheden. Te hoge of te lage snelheden kunnen de gladheid van de dwarsdoorsnede negatief beïnvloeden.
Andere 63 Gids voor het Oplossen van Problemen met Lasersnijmachines
Lasersnijden machines hebben vaak te maken met storingen tijdens het gebruik. Zonder begeleiding van een professional kan het voor ons moeilijk zijn om de bron van het probleem in de lasersnijapparatuur nauwkeurig te bepalen. We kunnen alleen op onze eigen ervaring vertrouwen om dit uit te zoeken.
Wanneer we echter voor de eerste keer met bepaalde problemen worden geconfronteerd, kunnen we ons verloren voelen en zelfs moeite hebben om het probleem duidelijk te omschrijven wanneer we de after-sales ondersteuning van de fabrikant raadplegen.
Om je te helpen, heb ik een aantal veelvoorkomende problemen met lasersnijmachines en de bijbehorende bronnen of oplossingen zorgvuldig geselecteerd.
1. Slechte snijkwaliteit of niet in staat om door te snijden?
Mogelijke oorzaken zijn lage vermogensinstellingen, kleine potentiometeraanpassingen, verkeerd uitgelijnde optiek, vuile lenzen, onjuist geïnstalleerde focuslenzen, brandpuntsafstandproblemen, laservermogen voedingsproblemen, verzwakking van het laserbuisvermogen, hoge watertemperatuur en onstabiele spanning. Pak deze problemen stap voor stap aan op basis van de werkelijke situatie.
2. Kan geen verbinding worden gemaakt met het apparaat?
Controleer of de stuurprogramma's van de kaart geïnstalleerd zijn, of de USB- of Ethernet-kabels goed zijn aangesloten, of de kabels beschadigd zijn, of de adapterkaart defect is en andere problemen met de kaart.
3. Machine keert terug naar de verkeerde oorsprong wanneer deze wordt ingeschakeld?
De oorsprongsschakelaar kan defect zijn.
4. Vervorming van de snijvorm en overlappende sneden?
Mogelijke oorzaken zijn onder andere losse schroeven van het synchroonwiel, gebroken motordraden, een defecte motor, problemen met de driver en spanningsproblemen.
5. Apparaat start niet en de binnenstroomonderbreker springt uit wanneer deze wordt ingeschakeld?
Controleer of de noodstopknop is losgelaten, of het externe circuit is aangesloten, of de interne stroomonderbreker van het apparaat gesloten is en of je een "plop"-geluid hoort bij het inschakelen. Als dat het geval is, controleer dan de hoofdschakelaar en de regeltransformator.
Controleer ook op waterlekkage in de waterbeveiliging die kortsluiting veroorzaakt in de laservoeding (bijv. JGHY12570 waterbeveiliging geïnstalleerd aan de kant met de laservoeding rechtsonder), kortsluiting in de 107 waterpomp of het gebruik van een te kleine stroomonderbreker binnenshuis.
6. Boogvorming bij hoogspanningsdraad?
Dit probleem kan behoorlijk lastig zijn. Het wordt aanbevolen om een isolatiekous voor hoogspanning over de hoogspanningsdraad aan te brengen.
7. Snijafbeelding te groot of te klein?
Controleer of de grafische uitvoer consistent is, of er veranderingen zijn in de hoogtepositie van de Z-as en of kalibratiebestanden moeten worden aangepast.
8. Verschillende kleuren in het midden en rond de uitgesneden afbeelding?
Pas de scherpstelcoëfficiënt en het scherpstelpunt op de W-as aan.
9. Beschadigde markeringen of grovere plekken tijdens het markeren?
Controleer de dynamiek en het DA-bord.
10. Grafische positie offset markeren?
Controleer op X- of Y-asverplaatsing in de scanspiegel, zoek het middelpunt en pas de XY-aspositie aan volgens de werkelijke offsetrichting.
11. De XY-as van de scanspiegel schommelt willekeurig wanneer deze wordt ingeschakeld en de dynamische motor maakt abnormale geluiden?
Vervang de ±12±15V schakelende voeding; vervang de ±12±28V schakelende voeding.
12. Geen laseruitgang?
Controleer of de retourwaterstroom van de koeler normaal is, of er veranderingen zijn in de positie van de W-as, of de DC48V32A laservoeding goed werkt en andere problemen met de laserbuis.
13. Geen weergave op het bedieningspaneel bij inschakelen?
Controleer of de 5V12V24V schakelaarvoeding goed werkt en inspecteer het displaypaneel.
14. Werkt het bedieningspaneel niet goed en keert de machine niet terug naar de uitgangspositie wanneer deze wordt ingeschakeld?
Vervang de offline besturingskaart.
15. Z-as voert materiaal niet of zwak aan?
Mogelijke oorzaken zijn problemen met de Z-as aanvoermotor, problemen met de driver, lagers of vreemde voorwerpen die obstructie veroorzaken.
16. Geeft een glazen buis geen licht?
De uitgangsbesturing van de glazen buis bestaat voornamelijk uit de laserbuis, de laservoeding, het watercirculatiesysteem en het uitgangssignaal. Het uitgangssignaal bestaat uit het PWM-uitgangssignaal van de besturingskaart, het waterbeveiligingssignaal en het signaal van de deurschakelaar.
Als de laserbuis geen licht afgeeft, richt u zich op de laserbuis, de laservoeding, het watercirculatiesysteem en het uitgangssignaal.
Controleer eerst of de voeding van de laser normaal werkt, of er afwijkingen zijn in de binnen- en buitenbuizen van de laserbuis en of het watercirculatiesysteem normaal is.
Als dat niet het geval is, vervangt u het apparaat of past u het aan. Als alles normaal is, kijk dan naar het uitgangssignaal.
Test eerst de laserbuis en de laservoeding met de kortsluitmethode. Als dit werkt, zijn er geen problemen met de laserbuis of de laservoeding en ligt het probleem bij de waterbeveiligingsschakelaar, het relais, de deurschakelaar of het PWM-signaal van de besturingskaart.
Als deze methode mislukt, ligt het probleem bij de laserbuis of de laservoeding en kunt u de vervangingsmethode gebruiken om het probleem op te lossen.
17. Zendt een RF-laserbuis geen licht uit?
Controleer of de watercirculatie vrij is en de laserstroomtoevoer normaal start.
Test eerst of de 48V DC spanning van de laservoeding normaal is. Controleer de geleiding van pin 4 en 13 op de 25-pins connector van de laserbuis; geleiding geeft aan dat het waterbeveiligingssignaal normaal is. Zo niet, controleer dan de waterbeveiliging.
Test de spanning tussen pennen 7 en 20; een gelijkspanning van 4-5V als je niet op preset of start drukt en 1-3V als je wel op preset of start drukt, duidt op een normaal signaal (geleiding op laag niveau).
Als het water, de voeding en deze twee signalen normaal zijn, dan is het meestal een probleem met de laserbuis. Als de signalen abnormaal zijn, duidt dit op een probleem met de besturingskaart of het circuit.
18. RF-laserbuis vervangen toont "laserbuisverbindingsfout"?
Als de connector (interne draden zijn niet gedesoldeerd of kortgesloten), voedingsdraden (links positief, rechts negatief en aarde aangesloten op de negatieve aansluiting) en wateraansluitingen normaal zijn en het apparaat na het opnieuw opstarten van de koelmachine en de apparatuur nog steeds geen goede verbinding kan maken, is dit meestal een probleem met de aansluitprint van de 25-pins connector of incompatibiliteit, zoals gecodeerde en niet-gecodeerde buizen die niet compatibel zijn met de printplaat.
19. Snijmachine sneden verkeerd uitgelijnd?
(Oversnijden of colineaire afbeeldingen snijden met een grote afstand)
1.) Het invoeren van verkeerd uitgelijnde sneden:
a) Controleer de stap van de toevoeras; stap = gemeten lengte * oorspronkelijke stap / werkelijke lengte (ingestelde toevoerlengte).
b) Controleer of de toevoeras synchrone riem het spanwiel en het spanwiel voor de synchrone riem van de motor los zitten.
c) Controleer of de mazen van de rollen los zitten en of er een relatieve slip is tussen de mazen en de toevoeras of dat ze vastlopen.
2.) Verkeerd uitgelijnde sneden niet voeden:
a) Controleer of de grote trolleymotor of het synchroonwiel van de optische as los zit.
b) Controleer op verloren stappen, die veroorzaakt kunnen worden door een te hoge verwerkingssnelheid, stationair toerental of versnelling, slecht contact van de motordraad, te lage driverstroom of een defecte driver of motor. Motorstoringen die verloren stappen veroorzaken zijn relatief zeldzaam.
20. Lange toevoer op de toevoermachine?
Als de toevoermachine te lang doorvoert, komt dit meestal door een defecte foto-elektrische schakelaar of een onjuiste lichtgevoeligheid van de foto-elektrische schakelaar. De lichtgevoeligheid van de foto-elektrische schakelaar kan worden aangepast.
Als de bovenste en onderste schakelaar tegelijkertijd oplichten terwijl de voermachine werkt, start de voermachine.
Als de lichtgevoeligheid te hoog is, zal de machine licht waarnemen, zelfs wanneer het snijmateriaal het blokkeert, wat leidt tot overvoeding. Pas in dit geval de gevoeligheidsknop op de bedrading van de foto-elektrische schakelaar aan totdat het indicatielampje brandt wanneer het materiaal blokkeert.
21. Grove lichtvlek op de galvanometermachine?
Als de lichtintensiteit niet voldoende is en het optische basistraject en het optische pad van de bundeluitbreider goed zijn afgesteld en de dynamische brandpuntsafstand goed is afgesteld, maar de lichtvlek nog steeds grof is, moet u de afstand tussen de twee lenzen van de bundeluitbreider bijstellen.
Voor onze veelgebruikte 3x bundelexpander geeft het instellen van de diameter van de uitgaande bundel op 13-14 mm over het algemeen goede resultaten. Je kunt het ook aanpassen aan de verwerkingseisen van de klant.
22. Galvanometermachine met dynamische zelfbekrachtiging?
Pas voor Shanghai Dynamics R103 en R28 aan om zelfbekrachtiging en janken te regelen. Als de aanpassing niet effectief is, meet dan of de motoras kortgesloten is met de behuizing van de machine. Koppel tijdens de meting de voedingsdraad van de motor los, anders zal deze continu geleiden.
Als er nog steeds geleiding is na het loskoppelen van de voedingsdraad van de motor, gebruik dan een isolatiefolie om de motor en de behuizing van de machine te isoleren en stel vervolgens R103 en R28 opnieuw af. Als het na het oplossen van deze problemen nog steeds niet werkt, vervang dan de onderdelen.
23. Onjuiste markering of snijgrootte op markeer- en snijmachines?
Voor dynamische markeermachinesEen onjuiste grootte zonder de galvanometerlens op en neer te bewegen komt meestal door veranderde of foutieve gegevens van de kalibratieparameters. Het opnieuw kalibreren van de galvanometerparameters kan het probleem oplossen.
Bij snijmachines worden onjuiste snijafmetingen meestal veroorzaakt door fouten in de stapafstand en het aantal pulsen van de driver. Over het algemeen kan het probleem worden opgelost door het aantal pulsen te bepalen en de stapafstand te berekenen.
24. Draait de snijmachine bij het inschakelen de richting van de uitgangspositie om?
Dit type storing wordt meestal veroorzaakt door een beschadigde thuispositieschakelaar. Er zijn twee soorten thuispositieschakelaars: benaderingsschakelaars en reed-schakelaars (magnetische regelschakelaars). De omgekeerde richting van de thuispositie wordt meestal veroorzaakt door een kortsluiting in de schakelaarspoel. Vervanging van de schakelaar kan het probleem oplossen.
25. Motor van snijmachineMotorstuurprogramma, motordraad en DC-voeding schakelaar defect?
De specifieke manifestaties van dergelijke storingen op de apparatuur zijn over het algemeen:
(1) De laserkop beweegt niet
(2) De beweging van de laserkop is abnormaal, met pauzes of jitter tijdens het gebruik In dergelijke gevallen eerst controleren en meten of de 48V of 42V DC schakelende voeding goed werkt.
Onvoldoende of onstabiele voedingsspanning kan deze verschijnselen veroorzaken. Als de schakelende voeding normaal werkt, ga dan na of de fout bij de driver, motor of motorkabel ligt.
Om te bepalen of de motor defect is, controleer je eerst of de motor zelf soepel draait zonder stroom en met de motorkabel losgekoppeld van de driver. Als de rotatie van de motor abnormaal is, kan deze direct worden vastgesteld als een motorstoring en worden vervangen. Als de motor normaal draait, meet dan de motorspoel door.
Voor een zesdraads motor vormen AC, A+ en A- één spoelgroep; AC en A+ en A- moeten geleidend zijn. BC, B+ en B- vormen een andere spoelgroep, met dezelfde geleidingssituatie. Als de geleiding abnormaal is, kan dit direct worden vastgesteld als een motorstoring.
Bij Baishan en YAKO stappendrivers, als de DC-voeding normaal is en de motordraad is losgekoppeld en het indicatorlampje van de driver uit is, kan dit direct worden vastgesteld als een driverfout. Als u de fout niet direct kunt vaststellen, kunt u de vervangingsmethode gebruiken om te testen.
Fouten in de motordraad zijn bij dit soort storingen zeer onwaarschijnlijk. Als zowel de motor als de driver zijn uitgesloten, moet de motorkabel in aanmerking worden genomen. Controleer op kortsluiting en open circuits en gebruik een multimeter voor gedetailleerde continuïteitstests om het probleem op te lossen.
26. Zendt een laserbuis geen licht uit?
De schakelaar voor het waterpeil is kapot.
Hoogspanningslijn is losgekoppeld.
Laserbuis is gebarsten of verbrand.
Laservoeding is beschadigd.
Geen watercirculatie (inclusief verstopte waterleidingen en niet werkende waterpomp).
Waterbeschermingsdraad is losgekoppeld of heeft slecht contact.
Geen 220V ingang naar de laservoeding.
Geen signaalingang naar de laservoeding (gebroken signaaldraad of slecht contact, beschadigd stuurrelais, beschadigde printplaat of slecht soldeerwerk).
30. 24V-schakelaarvoeding is defect; machine X-, Y-as kan niet bewegen?
42V-schakelvoeding is beschadigd.
De printplaat is beschadigd.
Problemen met signaaldraad.
31. Beweegt de X-as of Y-as van de machine niet of wordt deze niet aangedreven?
Geen stroomvoorziening naar de bestuurder.
Driver is beschadigd.
Slecht contact of gebroken draad in de driver.
De motorstekker is beschadigd of heeft een slecht contact.
Motoras is gebroken.
De transmissieriem zit los of is gebroken.
Problemen met de stuursignaalkabel.
Schuifregelaar of transmissiewiel zit vast.
32. Verkeerde uitlijning van de machine
De riem zit los.
De schroeven van het machinewiel zitten los.
Beschadigde machinist.
Gebroken of beschadigde machinedraad.
Beschadigde stekker van de machinemotor of slecht contact.
Problemen met de motor.
33. Kan de besturingskaart niet detecteren wanneer deze op de machine is aangesloten?
Beschadigde kaart.
Kaart is niet goed ingebracht.
Computerstekker is beschadigd.
DPIO-modulestuurprogramma is niet geïnstalleerd.
34. Het snijden van de camera is onnauwkeurig
Kalibratie niet uitgevoerd.
Camera niet goed afgesteld.
Sjabloon niet goed aangemaakt.
Cameraparameters niet goed ingesteld.
Parameters voor het maken van de sjabloon niet goed ingesteld, zoals herkenningsratio, enz.
35. Geen lichtuitstraling?
Sluit L en GND kort; als er continu licht is, geeft dit aan dat de laservoeding en de laserbuis geen problemen hebben, alleen signaalproblemen. Sluit P en GND kort om te bepalen of de waterbeveiligingsschakelaar normaal werkt. Sluit AIN en 5V kort; als er continu licht is, geeft dit aan dat de laserbuis, de laservoeding en de waterbeveiliging goed zijn aangesloten.
36. Computer en apparatuur kunnen geen verbinding maken?
Update het D13 stuurprogramma; het kan ook een probleem met de USB-kabel zijn.
37. Wanneer kan één as met de hand worden ingedrukt tijdens het opstarten?
Als de as tijdens het verwerken niet beweegt, is er meestal sprake van een beschadigde driver; het kan ook te wijten zijn aan mechanische losheid in de transmissie (als bijvoorbeeld beide assen tijdens het verwerken niet bewegen en tijdens het opstarten met de hand kunnen worden ingedrukt, en het driverlampje brandt niet, dan duidt dit erop dat de 42V voeding beschadigd is).
38. Verkeerde uitlijning in één richting tijdens het snijden?
Verhoog de stroom van de driver; het kan ook een beschadigde driver of een probleem met de motordraad zijn.
39. Heeft de snede een zaagtandpatroon?
Probleem met schuifregelaar.
40. Kun je er niet doorheen?
De laserbuis kan verzwakt zijn; de straal kan verkeerd uitgelijnd zijn; het kan ook de voeding van de laser zijn.
41. De laserkop raakt de machine en kan niet worden begrensd?
De oorsprongsschakelaar is mogelijk beschadigd of niet ingesteld op het bedieningspaneel.
42. Sluit snijden niet af?
Pas de riem en parameterinstellingen aan.
43. Aangesloten snijmachine heeft licht tijdens voorinstelling maar niet tijdens verwerking?
Dit is meestal een probleem met de besturingskaart.
44. Zijn de snijafmetingen inconsistent?
De asafstand en pulsinstellingen zijn niet goed ingesteld.
45. Tijdens het werk wordt een klein deel van een volledige bocht overgeslagen en niet afgesneden, ook bekend als "licht overslaan"?
Dit probleem wordt meestal veroorzaakt door het loskomen van de schuifregelaar van de grote slede tijdens langdurig gebruik met hoge snelheid. Om het probleem op te lossen, hoeft u alleen de schuifregelaars aan beide zijden van de grote slede opnieuw af te stellen.
46. Tijdens het werk snijden sommige gebieden op dezelfde plaat niet door en andere wel?
Dit probleem wordt meestal veroorzaakt door een verkeerde uitlijning van de straal of een ongelijke werktafel. Pas het pad van de straal aan en stel de werktafel waterpas. Soms wordt de scheefstand van de balk veroorzaakt door vervorming van de rail. In dat geval moet de rail worden aangepast.
47. Tijdens het snijden snijden de uiteinden soms in elkaar en soms uit elkaar?
Dit probleem is meestal te wijten aan het loskomen van de bevestigingsschroeven van het synchroonwiel of problemen met de motordraden. Als er problemen zijn met de motordraden, kun je het beste de hele groep vervangen en niet slechts een of twee afzonderlijke draden.
48. Is de koelmachine in de zomer gevoelig voor hoge-temperatuuralarmen?
Dit probleem wordt meestal veroorzaakt door warm weer, slechte warmteafvoer in de koelmachine of onvoldoende koelcapaciteit. Doe-het-zelf-koelmachines hebben meestal geen onvoldoende koelcapaciteit en het probleem wordt meestal veroorzaakt door vervuilde koellichamen of slechte ventilatie, met alarmen tot gevolg.
Kleine koelmachines hebben mogelijk onvoldoende koelcapaciteit; het aanpassen van het temperatuurverschil en het verhogen van de alarmtemperatuur kan helpen om het probleem op te lossen.
49. Zendt soms licht uit en soms niet?
Controleer eerst op onstabiele signalen, waaronder lichtemissiesignalen en koelersignalen. Controleer vervolgens op slechte contacten in de potentiometer. Controleer ten slotte de voeding op beschadigingen.
50. Bij het opstarten keert de machine niet terug naar de oorsprong en kan niet bewegen.
Dit probleem wordt meestal veroorzaakt doordat de kleine sledemotor niet wordt ingeschakeld. Onder opstartomstandigheden kan de laserkop gemakkelijk met de hand worden geduwd. De oorzaak van de fout is meestal een beschadigde 48V voeding of zelfbescherming. Schakel de machine tien minuten uit en weer in; als het probleem aanhoudt, vervang dan de 48V voeding.
51. Het licht van de laserbuis wordt zwak na een paar minuten snijden?
Dit probleem heeft over het algemeen drie mogelijke oorzaken: een probleem met de voeding, een beschadigde laserbuis of een onjuiste lichtemissiefrequentie voor de laserbuis in de software.
52. Groot rijtuig schudt hevig tijdens het rijden?
Dit probleem wordt meestal veroorzaakt door problemen met de draden of eindschakelaars van de servo-eindtrap. Het vervangen van de draden of eindschakelaars zou het probleem moeten oplossen.
53. Twee laserkoppen bewegen onregelmatig?
Dit is meestal te wijten aan een beschadigde besturingskaart, die onjuiste signalen produceert.
54. Soms moeten twee patronen worden verbonden, maar liggen ze niet op één lijn als ze worden gesneden?
Dit probleem wordt veroorzaakt door de toevoeraandrijfas en de kleine slede aluminium profiel niet parallel zijn. De kleine slede kan niet worden aangepast; de as van de toevoeraandrijving moet worden aangepast om het probleem op te lossen.
55. Snijden heeft een zaagtandpatroon?
De schuif zit los of is beschadigd, de riem zit los, het synchroonwiel van de riem is excentrisch, de krommingswaarde is te hoog, de hoeksnelheid is hoog, de lens is niet vastgedraaid, enz.
56. Het vermogen van de laserbuis is onstabiel; graveren is goed in het begin maar varieert in diepte na een paar dagen?
De laserbuis en voeding zijn instabiel.
57. Geen lichtuitstraling?
De waterniveauschakelaar lekt.
58. Vlamboog in de laservoeding?
Lasgedeelte niet goed aangesloten, geen siliconen aangebracht, hoogspanningsdraad raakt metaal.
59. Niet in staat om door te snijden?
Verkeerde uitlijning van de straal, vuile of losse lens, onjuiste brandpuntsafstand, verzwakking van het laserbuisvermogen.
60. Machine start niet?
Noodstop, externe voeding, contactor.
61. XY-as beweegt niet?
Beschadigde driver, problemen met motordraad of connector, los synchroonwiel, beschadigde 42V-voeding.
62. Display brandt niet?
De 24V-voeding is beschadigd of de verbindingskabel tussen de besturingskaart en het displaypaneel is beschadigd.
63. Slecht snijeffect?
Geel licht rond het snijgebied is niet goed, onvoldoende luchtblazen.
64. Treedt er hoekverbranding of dross op bij het snijden van rechthoekige onderdelen?
Bij het gebruik van een lasersnijmachine voor het snijden van rechthoekige onderdelen van koolstofstaal of roestvast staal, kunnen problemen zoals het verbranden van hoeken of dross ontstaan door verschillende factoren zoals snijproces en parameters.
Op basis van het advies van de ingenieur van ons bedrijf met tien jaar ervaring zijn er drie hoofdoplossingen:
R-hoek overgang: Ontwerp een kleine R-hoek bij de rechthoekige onderdelen om het snijproces op een natuurlijke manier te laten verlopen.
Toevoeging koelpunt: Voeg een koelpunt toe bij de hoek. Pauzeer de laser en het gas wanneer de snijkop de hoek bereikt en ga dan verder met snijden. Gewoonlijk wordt de vertraging van het koelpunt ingesteld tussen 0,1 en 0,2 seconden.
Aanpassing vermogenscurve: Voor klanten die dunne roestvrijstalen platen snijden op hoge snelheden, kun je de vermogenscurve in het systeem aanpassen aan de snelheidsverandering van hoog naar laag. Methode: Ga in het besturingssysteem van de lasersnijmachine naar de "Proces" instellingen. Ga naar "Real-Time Day Adjustment" en "Real-Time Frequency Adjustment" en ga dan verder met bewerken. U kunt de parameters voor vloeiende snelheid en materiaaldikte selecteren; klik na het bewerken op "Bevestigen".
Conclusie
Kortom, deze gids voor het oplossen van problemen met lasersnijmachines is van onschatbare waarde voor iedereen die de prestaties van zijn machine wil optimaliseren.
Met oplossingen voor een groot aantal veelvoorkomende problemen en tips voor het snijden van verschillende materialen, is deze gids een must voor zowel beginners als ervaren professionals.
Door de stap-voor-stap oplossingen in dit artikel te volgen, kun je snel en efficiënt problemen met je lasersnijmachine oplossen.
Of je nu te maken hebt met scherpe hoeken, slechte nauwkeurigheid of abnormale ruis, in deze gids vind je alles wat je nodig hebt.
Laat je dus niet tegenhouden door veelvoorkomende problemen - profiteer van de kennis en expertise in deze uitgebreide bron en behaal de precieze resultaten die je nodig hebt.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je ooit geworsteld met het kiezen van het juiste lasersnijmondstuk voor je project? Het kiezen van de optimale nozzle is cruciaal om zuivere, precieze sneden te maken en de efficiëntie te maximaliseren. In deze...
Heb je je ooit afgevraagd hoe een lasersnijmachine werkt? In deze blogpost duiken we diep in de innerlijke werking van deze uiterst precieze machines die een revolutie teweeg hebben gebracht in de...
Heb je je ooit afgevraagd hoe een laser door metaal kan snijden als een heet mes door boter? In dit fascinerende artikel onderzoeken we de wetenschap achter de fiberlasersnijtechnologie....
Bent u nieuwsgierig naar de geavanceerde technologie die een revolutie teweegbrengt in de productie? In deze blogpost duiken we in de wereld van lasersnijmachines, verkennen we hun voordelen en de topfabrikanten die...
Stel je de catastrofale gevolgen voor van het verwaarlozen van het onderhoud van lasersnijmachines. Laat uw bedrijf niet het slachtoffer worden van kostbare stilstand en reparaties! In deze blogpost duiken we in de essentiële...
Geïntrigeerd door de kunst van het lasersnijden? Deze blogpost duikt diep in de kritische parameters die de snijkwaliteit en efficiëntie maken of breken. Ontdek insidertips van doorgewinterde...
Benieuwd naar de mogelijkheden van lasersnijden? In deze uitgebreide gids duiken we in de wereld van lasersnijsnelheden en -diktes voor verschillende metalen. Onze deskundige...
Waarom varieert de kwaliteit van lasersnijden met dezelfde apparatuur en parameters? Dit artikel onderzoekt hoe de samenstelling van koolstofstalen platen het snijresultaat beïnvloedt. Door de...
Heb je je ooit afgevraagd hoe lasers met uiterste precisie door staal kunnen snijden? In dit artikel ontrafelen we de geheimen achter het lasersnijden. Van lasermodi tot straalpijpaanpassingen, ontdek hoe elke...