

Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe je perfecte lasersnedes kunt maken op dik roestvrij staal? Dit artikel gaat in op essentiële tips voor het lasersnijden van platen van meer dan 25 mm dik. Het behandelt cruciale factoren zoals de keuze van het mondstuk, de zuiverheid van het gas en de aanpassingen van de laserfrequentie om sneden van hoge kwaliteit te garanderen. Aan het eind zult u begrijpen hoe u uw lasersnijproces kunt optimaliseren, defecten kunt minimaliseren en de efficiëntie kunt verhogen. Duik onder en ontdek hoe u nauwkeurige en zuivere sneden kunt maken in robuuste roestvrijstalen platen.

Met de groei van de economie is het gebruik van roestvrijstalen platen steeds meer verspreid. Ze worden nu veel gebruikt in de bouw, machinebouw, containerproductie, scheepsbouw, bruggenbouw en andere gebieden.
Op dit moment is lasersnijden de primaire methode voor het snijden van dikke roestvrijstalen platen. De technologie voor lasersnijden van dikke roestvrijstalen platen wordt steeds geavanceerder en vervangt geleidelijk de traditionele snijtechnieken.
Om een hoogwaardig snijresultaat te bereiken, is het cruciaal om de procestechnieken onder de knie te hebben.
Wat de dikte betreft, hebben middelgrote platen betrekking op stalen platen met een dikte van 10,0-25,0 mm, platen met een dikte van 25,0-60,0 mm worden dikke platen genoemd en platen dikker dan 60,0 mm worden extra dikke platen genoemd.
Voor het snijden van hoogwaardig dik roestvast staal is het essentieel voor fabrikanten van roestvaststalen producten om een volledig begrip te hebben van de lasersnijproces.
Criteria voor lasersnijden dikke plaat

1. Ruwheid
De lasersnijden proces resulteert in verticale lijnen op het snijvlak. De ruwheid van het snijvlak is afhankelijk van de diepte van de korrel. Een ondiepere korrel resulteert in een gladder snijvlak, terwijl een diepere korrel tot een grover snijvlak leidt. Bovendien resulteert een ondiepere nerf in een snede van hogere kwaliteit.
Voor dik plaatmetaalis de loodlijn van de snijrand van het grootste belang. Als de laserstraal te ver van de focus verwijderd is, wordt deze divergerend, wat kan resulteren in ongelijke breedtes aan de boven- en onderkant van de spleet.
Als de snijkant aanzienlijk afwijkt van een verticale lijn, voldoet het werkstuk niet aan de normen en kan het moeilijk te gebruiken zijn. Hoe dichter de snijkant bij een verticale lijn ligt, hoe hoger de kwaliteit van de snede.
3. Snijbreedte
De breedte van de snede bepaalt de binnendiameter van het profiel. Tijdens het eigenlijke snijproces is het nodig om parameters aan te passen en te compenseren voor het materiaal dat wordt gesneden om ervoor te zorgen dat het werkstuk voldoet aan de gewenste maatspecificaties.
4. Graan
Bij het op hoge snelheid snijden van dikke platen wordt het gesmolten metaal aan de achterkant van de laserstraal uitgestoten in plaats van uit de inkeping onder de verticale laserstraal. Dit resulteert in een gebogen patroon aan de snijrand.
Om dit probleem op te lossen, is het nodig om de voedingssnelheid tegen het einde van het snijproces te verlagen, wat de vorming van dit gebogen patroon effectief kan elimineren.
5. Bramen
Braam is een cruciale factor bij het bepalen van de kwaliteit van lasersnijden. Het verwijderen van braam vereist extra inspanning, wat resulteert in meer tijd en arbeidskosten. Daarom is de aan- of afwezigheid van braam het belangrijkste criterium om te bepalen of een lasersnede van acceptabele kwaliteit is.
6. Door hitte getroffen gebied
Het warmte-beïnvloede gebied verwijst naar de diepte van het gebied waar de interne structuur veranderingen heeft ondergaan. Tijdens het lasersnijden wordt het metaal in de buurt van de inkeping verhit, waardoor de structuur van het metaal kan veranderen. Sommige metalen kunnen bijvoorbeeld harder worden.
7. Vervorming
Snelle verhitting tijdens het snijden kan vervorming veroorzaken, wat vooral kritisch is bij precisiebewerking. Om dit te voorkomen, is het noodzakelijk om de laservermogen en maken gebruik van korte laserpulsen, wat de verhitting van componenten vermindert en vervorming voorkomt.
Mondstukdiameter
De diameter van het mondstuk bepaalt de vorm van de gasstroom, de grootte van het gasverspreidingsgebied en de snelheid van de gasstroom in de inkeping, wat de stabiliteit van het verwijderen van de smelt en het snijden beïnvloedt. Een grotere luchtstroom in de inkeping resulteert in hogere snelheden en een beter vermogen om de smelt te verwijderen, op voorwaarde dat het werkstuk correct in de luchtstroom wordt geplaatst.
Voor dikker roestvrij staal is het aanbevolen om een groter mondstuk te gebruiken. Om de druk te verhogen en een normaal snijresultaat te garanderen, kan de instelling van de proportionele klep worden verhoogd, wat resulteert in een hoger debiet.
Specificaties mondstukken
De specificatie van de straalpijp verwijst voornamelijk naar de eindopening. De snijmondstuk gemaakt door Precitec heeft een opening die varieert van 1,5 mm tot 5,0 mm. De keuze van de opening is voornamelijk gebaseerd op het snijvermogen. Hoe hoger het vermogen, hoe meer warmte er wordt gegenereerd en hoe meer gas er nodig is.
Bij het snijden van platen onder de 3 mm wordt meestal een spuitmond met een opening van 2,0 mm gebruikt. Voor het snijden van platen tussen 3 mm en 10 mm wordt een spuitmond van 3,0 mm gekozen. Bij het snijden van platen dikker dan 10 mm zijn nozzles met een opening van 3,5 mm of meer nodig.

△3,5 opening enkellaagse spuitmond
Enkellaagse sproeier of dubbellaagse sproeier?
Gewoonlijk worden dubbellaagse spuitmonden gebruikt voor oxidatief snijden (waarbij zuurstof als hulpgas wordt gebruikt) en enkellaagse spuitmonden voor smeltsnijden (waarbij stikstof als hulpgas wordt gebruikt). Sommige lasers hebben echter specifieke instructies voor het gebruik van enkel- of dubbelgelaagde spuitmonden. In deze gevallen is het belangrijk om de instructies van de laser te volgen.
Verschillende hulpgassen, waaronder zuurstof, stikstof en lucht, worden vaak gebruikt bij het lasersnijden van roestvast staal. Verschillende gassen hebben verschillende effecten op het snijproces. Zuurstof resulteert in zwarte delen, lucht in lichtgele delen, terwijl stikstof oxidatie helpt voorkomen en de oorspronkelijke kleur van het roestvast staal behoudt. Daarom wordt stikstof bij voorkeur gebruikt als hulpgas bij het lasersnijden van roestvast staal. snijden van roestvrij staal.
Aanbevolen zuurstof- en stikstofzuiverheid:
| Zuurstof | Stikstof | |
| Voordelen | Hoge snijsnelheid, in staat om dikke platen te snijden | Vermijd oxidatie van de snijkant, zodat het werkstuk niet opnieuw bewerkt hoeft te worden |
| Aanbevolen zuiverheid | ≥99,999% | ≥99,995% |
De testgegevens van het stikstofdebiet, de diameter van de straalpijp en de gasdruk staan in de onderstaande figuur.

De verticale as geeft de testwaarden van de gasstroom weer, terwijl de horizontale as de instelling van de aanpassing weergeeft. Verschillende gasdrukveranderingen worden getoond en verschillende kleuren geven de testomstandigheden van verschillende straalpijpdiameters weer.
De grafiek laat zien dat het debiet wordt bepaald door de ingestelde gasdruk en de diameter van de spuitmond, met een lineaire positieve correlatie.
Om het snijeffect te garanderen en de straalpijp te beschermen tegen schade, is het noodzakelijk om voor het snijden een coaxiale test uit te voeren. Deze test zorgt ervoor dat de straalpijp is uitgelijnd met de laserstraal.
Testmethode voor focuspositie
Om de coaxiale test uit te voeren, kleeft u een stuk transparant plakband op het uiteinde van de straalpijpuitlaat. Stel het uitgangsvermogen van de laser in voor boren en kijk of er een gat in het midden van het tape papier zit en waar dit zich bevindt. Stel de stelschroef op de spiegelholtehendel af totdat het met laser geperforeerde gat op het tape papier op één lijn ligt met het midden van de spuitmond.
De focus beïnvloedt de dikte, het materiaal en de kwaliteit die gesneden kan worden. Verschillende materialen en diktes vereisen verschillende focusaanpassingen. Meet voor het snijden de werkelijke nulfocus en gebruik deze als basis voor het testen en analyseren van de snijprocesparameters.
Bij het snijden van roestvrij staal, negatieve defocus is de voorkeursrichting voor processelectie.
| Locatie van focus | Snijmateriaal en doorsnede-eigenschappen |
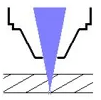
| Nul brandpuntsafstand: de laserfocus zich op het oppervlak van het snijwerkstuk bevindt
| Deze methode is geschikt voor het snijden van dun koolstofstaal met een dikte van minder dan 1 mm. De focus ligt op het oppervlak van het werkstuk, wat resulteert in een glad bovenoppervlak en een ruw onderoppervlak. |
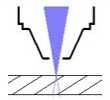
| Negatieve brandpuntsafstandde laserfocus zich onder het oppervlak van het snijwerkstuk bevindt
| Dit is de snijmethode voor roestvrij staal. Het brandpunt wordt onder het oppervlak van de plaat geplaatst, wat resulteert in een breder glad oppervlak, een bredere spleet vergeleken met een spleet met een brandpuntsafstand van nul, een grotere gasstroom tijdens het snijden en een langere piercingtijd dan bij een brandpuntsafstand van nul. |
| Positieve brandpuntsafstand: de laserfocus bevindt zich boven het oppervlak van het snijwerkstuk
| Bij het snijden van koolstofstaal wordt zuurstof gebruikt als hulpgas. Dit resulteert in een zwartgeblakerd oppervlak en een ruwe snede. |
Invloed van frequentieverandering op het snijden van roestvaststalen dikke plaat:
Naarmate de frequentie afneemt van 500 tot 100Hz, verbetert de kwaliteit van het snijgedeelte en wordt de gelaagdheid fijner. Als de frequentie echter is ingesteld op 100Hz, is snijden niet mogelijk en wordt blauw licht gereflecteerd. Om het beste frequentiebereik te bepalen, moet je experimenteren met frequentieveranderingen.
Voor optimale snijresultaten is het belangrijk dat de pulstijd en de energie van de enkele puls perfect op elkaar zijn afgestemd.

Invloed van puls duty cycle verandering op roestvast staal dik plaat snijden:
De kritische waarde voor de pulsatiecyclus is 45%. Als de duty cycle verder wordt verlaagd, verschijnt er een undercut markering op het onderoppervlak. Als de duty cycle daarentegen wordt verhoogd tot 60%, wordt het snijgedeelte ruw, met een duidelijke gelaagdheid en een geel snijoppervlak.
De puls duty cycle vertegenwoordigt het deel van de tijd dat de bundel in elke puls wordt bestraald. De frequentie is het aantal keren dat het piekvermogen in een puls optreedt, terwijl de duty cycle verwijst naar de verhouding tussen het piekvermogen en het lage vermogen in een puls.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











