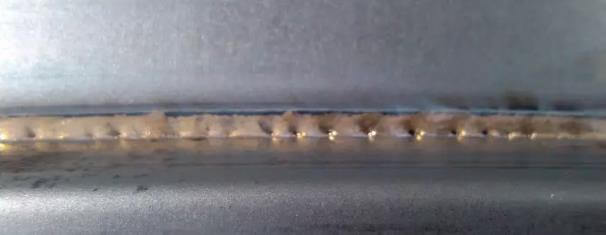
Lasafwijking/doorbuiging
Laser
Mogelijke oorzaken:
1) Onredelijke lasoffsetinstelling
Maak verbinding met de basis HMI Software, controleer de huidige offset en bepaal hoe deze moet worden gewijzigd op basis van de lasafwijkingsrichting.
2) De beschermende lens moet worden vervangen
Er zitten dichte vlekken en brandplekken in het midden van de lens, die vervangen moeten worden
3) Of de positie van het licht en de draad zijn uitgelijnd
Let op de relatieve positie van de lasdraad via het scherm en het uiteinde van de lasdraad moet zich in het midden van de kruisvork bevinden.
4) Is de kabelboom die de krachtsensor en de bovenste regelaar verbindt op de lasverbinding gratis?
Maak het spoor leeg en kijk of de kabel tijdens het lopen wordt ingedrukt of door andere kabels wordt beïnvloed.
Grondstoffen en onderdelen
1) De positieafwijking in y-richting van de las tussen het bovendeksel en de zijwand overschrijdt de tolerantie.
Tijdelijke regeling verstelbaar spoor
2) De opening tussen de bovenkap en de zijwand is buiten tolerantie.
Het tijdelijke schema kan de draadaanvoersnelheid op de juiste manier verhogen.
Lasdraad
De draadaanvoersnelheid is te laag, de draadaanvoer is niet soepel of de snelheidsinstelling is te laag.
1) Controleer of de kleine motorstroom op de draadaanvoer te groot is, wat aangeeft dat de draadaanvoerweerstand groot is.
2) Controleer de werkelijke draadaanvoersnelheid die wordt weergegeven op de proceskast om te zien of deze buiten de tolerantie valt.
Haal de draad er drie keer uit op een vaste tijd en snelheid, meet de lengte en controleer of de afwijking van de theoretische waarde te groot is.
Als de waarde 3% overschrijdt, betekent dit dat de draadaanvoer wordt belemmerd, wat het normale lassen zal beïnvloeden.
3) Als de toestand niet goed is, controleer dan of de draadaanvoerbuis van 690 mm aan de voorkant van de draadaanvoer vervangen moet worden;
Of de perskracht van de geleiderol opnieuw gekalibreerd moet worden;
Als het draadaanvoermondstuk verbrand en vervormd is, moet het worden vervangen.
Ongelijk lasoppervlak
1) Het mondstuk van de draadgeleider is versleten, waardoor de draad gaat schokken.
Controleer het mondstuk van de draadgeleider. Als deze vervormd en verbrand is, vervang hem dan door een nieuwe.
2) Er zijn dichte vlekken in het midden van de laserkop beschermende lens, waardoor de lichttransmissie fluctueert
Controleer de beschermende lens. Als er dichte vlekken of brandplekken in het midden van de lens zitten, vervang deze dan door een nieuwe lens.
3) Onvoldoende laservermogen
Controleer het laservermogen. Verhoog indien nodig het laservermogen.
4) De laserlassen oppervlak van de zijwand ongelijk is.
Stomata
1. Reinheid van het werkstuk:
Overtollig zink en vreemde stoffen.
Controleer de conformiteit van binnenkomende onderdelen (reiniging, vreemde stoffen).
2. Invloed van de luchtstroom
Controleer de perslucht op de laserkop en de perslucht op de armatuur (luchtlekkage).
Instorten
1. Overmatig laservermogen
Verminder het laservermogen op de juiste manier
2. De draadaanvoersnelheid is te laag.
Controleer de ingestelde waarde en de werkelijke waarde van de draadaanvoersnelheid. Corrigeer of kalibreer de draadaanvoersnelheid indien nodig.
3. Ongelijke robotsnelheid
Controleer of de parameters van de robot redelijk zijn, vooral als er sprake is van CNT en ACC en als de stand van de robot sterk verandert.
4. De opening tussen de bovenkap en de zijwand is abnormaal.
Controleer of de speling van het onderdeel binnen 0,3 mm voldoet aan de eisen voor een vloeiende overgang.
Starten en beëindigen van booglastumor
1. Of de positie van het begin- en eindpunt van de boog geschikt is.
Controleer de positie van het begin- en eindpunt van de boog in het lege spoor en pas aan bij afwijkingen.
2. Of de laservertraging en draadaanvoervertraging redelijk op elkaar zijn afgestemd.
1) De overlap bij het starten van de boog kan de draadaanvoer vertragen
2) De boog die overlapping stopt kan het licht uitstellen
3. De begin- en eindpositie van de boog van onderdelen fluctueert in de X-richting.
Beginnende en eindigende boogdoorbranding
1. Of de positie van het begin- en eindpunt van de boog geschikt is.
Controleer de positie van het begin- en eindpunt van de boog in het lege spoor en pas deze aan in geval van afwijkingen.
2. Of de laservertraging en draadaanvoervertraging redelijk op elkaar zijn afgestemd.
1) Boogdoorbranding kan de lichtuitvoer vertragen of het laservermogen verminderen bij boogdoorbranding.
2) Het stoppen van de boog en het doorbranden kan het stoppen van de draadaanvoer vertragen.
3) X-richting fluctuatie van boog begin- en eindpositie van onderdelen.
Lasonderbreking
1) Proceskastalarmen "laserbronfout" en "laserprogrammanummer verlies"..
Controleer de laser om de parameters te bevestigen of neem contact op met de laserfabrikant.
2) Het proceskastalarm "geen manteldraad" of "lasdraadblokkering"..
1) Controleer de werkelijke draadaanvoersnelheid om te zien of deze hoger is dan 10%. Zo ja, controleer dan de draadaanvoerleiding.
2) Storing draadaanvoersnelheidssensor