
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Ooit afgevraagd hoe een efficiënt lay-outontwerp een revolutie teweeg kan brengen in het ponsen van plaatwerk? Dit artikel gaat in op verschillende lay-outmethoden en legt uit hoe het optimaliseren van materiaalgebruik niet alleen middelen bespaart, maar ook de productiekwaliteit en kosteneffectiviteit verbetert. Door technieken te onderzoeken zoals lay-outs met afval, minder afval en geen afval, ontdek je hoe je het materiaalgebruik kunt maximaliseren en de levensduur van de matrijs kunt verbeteren. Neem een duik en leer praktische strategieën die uw productieproces naar nieuwe hoogten kunnen tillen.

De rangschikking van blankingonderdelen op plaatmateriaal, bandmateriaal of strip wordt de lay-out genoemd. De efficiëntie van de lay-out heeft een directe invloed op het materiaalgebruik, de kwaliteit van de onderdelen, de kosten, de structuur van de matrijs en de levensduur. De oordeelkundige selectie van materialen is belangrijk om materiaal te besparen bij de stempelproductie.
Een effectieve lay-out is een robuuste maatregel voor materiaalbesparing, vooral bij massaproductie waar materiaalkosten een groot deel uitmaken. Volledig gebruik van materialen is een cruciale economische indicator in plaatmetaal deelproductie.
Tijdens het lay-outproces moet er uitgebreid aandacht worden besteed aan alle factoren die van invloed zijn op de lay-out, en deze factoren moeten worden geanalyseerd om het beste lay-outplan op te stellen.
Er zijn drie classificatiemethoden voor de lay-out van blanking onderdelen. De ene verdeelt de lay-out vanuit het perspectief van afvalmateriaal in: lay-out met afval, lay-out met minder afval en lay-out zonder afval.
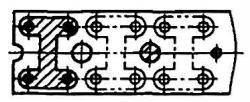
De lay-out met afval (zie Fig 3-10) is rondom de omtrek van het onderdeel. Omdat er overlappingen zijn op het materiaal, is de kwaliteit van de blanking onderdelen gegarandeerd en is de levensduur van de matrijs lang. Het materiaalgebruik is echter laag.
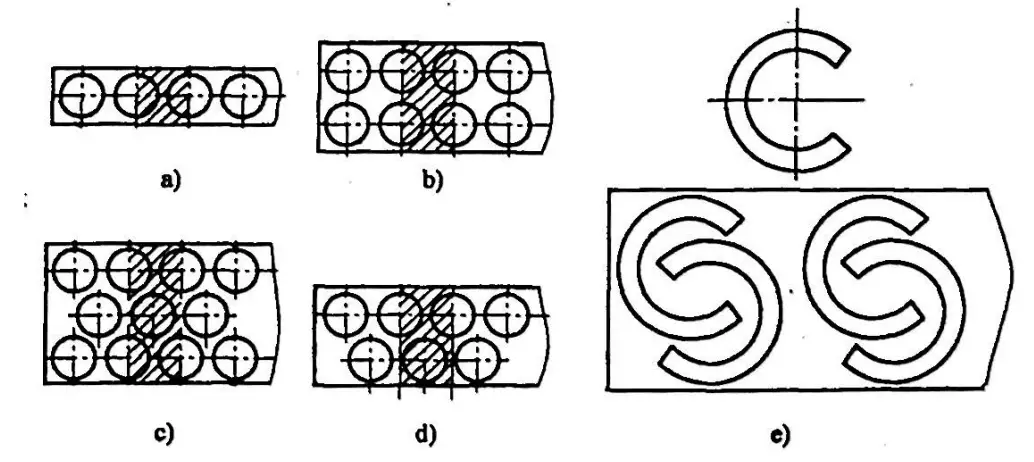
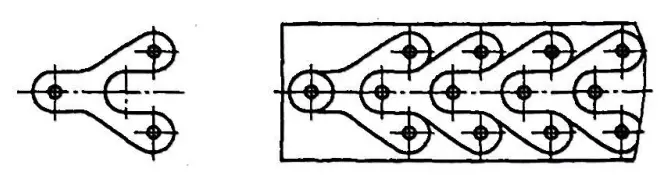
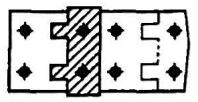
Bij lay-out met minder afval (zie Fig 3-11) wordt langs een deel van de buitenvorm van het werkstuk gewerkt, waarbij overlappingen of overtollig materiaal alleen op specifieke plaatsen achterblijven.
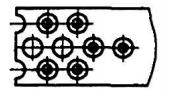
Opmaak zonder afval (zie Fig 3-12) verwijst naar een opmaak zonder procesafval (overlap en overtollig materiaal), alleen structureel afval dat bepaald wordt door de structurele vorm van het werkstuk (zoals afval in gaten).

Uit de bovenstaande analyse blijkt dat een lay-out met minder of geen afval het materiaalgebruik kan verhogen tot 75%-95%, op voorwaarde dat dit geen invloed heeft op de gebruiksvereisten van het onderdeel. Dit is niet alleen gunstig voor het stansen van meerdere onderdelen tegelijk, maar vereenvoudigt ook de matrijsstructuur en vermindert de stanskracht.
Echter, door de invloed van de maattolerantie van de strip zelf en de fouten veroorzaakt door het geleiden en positioneren van de strip, zijn de kwaliteit en precisie van de blanking onderdelen lager.
Ondertussen, als de matrijs eenzijdige kracht ervaart, verergert het de matrijsslijtage, vermindert het de levensduur van de matrijs en heeft het een directe invloed op de kwaliteit van de doorsnede van het afwerkdeel. Daarom moet de lay-out worden gecoördineerd en volledig worden overwogen.
De tweede methode categoriseert de lay-outmethoden van onbewerkte werkstukken op basis van de vorm van het werkstuk en de lay-outmethode in: rechte lay-out, diagonale lay-out, rechte tegenovergestelde lay-out, diagonale tegenovergestelde lay-out, gemengde lay-out, lay-out met meerdere rijen enz.
Tabel 3-5 Lay-outmethoden
| Soorten patroonindelingen | Dimensionale materiaalindeling | Minimale of niet-dimensionale materiaalindeling | |
| Verticale opstelling | 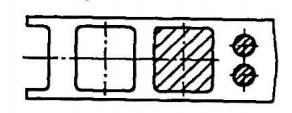 | 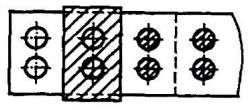 | |
| Diagonale opstelling | 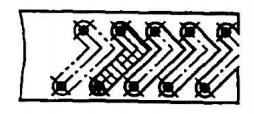 | 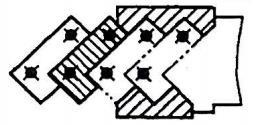 | |
| Directe oppositieregeling | 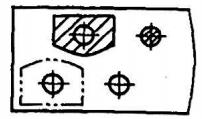 | 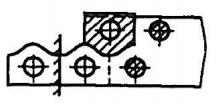 | |
| Diagonale oppositieopstelling |  |  | |
 |  | ||
 |  | ||
| Paneelindelingsmethode | Integrale snijmethode | 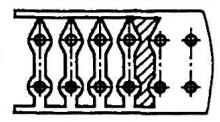 | 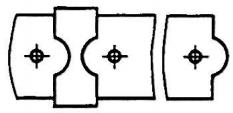 |
| Techniek van gefaseerd snijden | 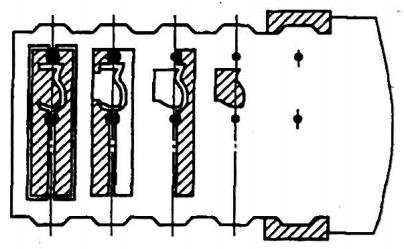 | ||
De derde methode is de gemengde lay-outmethode, ook bekend als nesten. Deze aanpak is geschikt voor CNC-ponsmachines (revolverstansen machines) en lasersnijden. Wanneer we de lay-out regelen op basis van een analyse van de soorten geponste onderdelen in ons bedrijf, moeten we waar mogelijk de gemengde lay-outmethode gebruiken voor geschikte onderdelen.
Samenvattend kan worden gesteld dat het aanpassen van de structurele vorm van de onderdelen aan lay-outs met minimale of geen schroot, nadat ervoor is gezorgd dat de belangrijkste technische vereisten van de onderdelen niet worden aangetast en met toestemming van de productontwerpers, niet alleen een aanzienlijke hoeveelheid grondstoffen bespaart, maar ook de productie-efficiëntie van het product verhoogt.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











