Basisprincipes lineaire trilplaat: Alles wat u moet weten
Stel je voor dat je de precisie van bewerkingsmachines kunt ontsluiten met een eenvoudig glazen oppervlak. Lineaire tralieweegschalen doen precies dat en zetten fijne lijnen om in zeer nauwkeurige metingen. Dit artikel onderzoekt hoe deze schalen werken, van hun structuur tot hun praktische toepassingen. U ontdekt hoe ze verplaatsingen versterken en de nauwkeurigheid verbeteren bij diverse bewerkingstaken. Aan het eind begrijp je waarom deze gereedschappen essentieel zijn voor moderne productie en hoe ze de precisie en efficiëntie van je projecten kunnen verbeteren.
In de wereld van de precisiemachinebouw is het bereiken van de hoogste nauwkeurigheid van het grootste belang. Rasterweegschalen, vaak de onbezongen helden van de meting genoemd, spelen een cruciale rol in dit streven naar perfectie. Deze geavanceerde apparaten, waaronder linialen en lineaire schalen, zijn onmisbaar in diverse toepassingen, van CNC-verspaning tot frezen, slijpen en draaien. Maar wat maakt roosterschalen nu precies zo belangrijk en hoe kunnen ze goed onderhouden worden om de beloofde precisie te leveren?
Dit artikel duikt in de fascinerende wereld van de tralieweegschalen, ontrafelt hun technische fijne kneepjes en verkent hun diverse toepassingen. Je ontdekt hoe verschillende materialen zoals staal, glas en keramiek bijdragen aan de functionaliteit van deze schalen en begrijpt de nuances van nauwkeurigheidsklassen die hun prestaties bepalen. Daarnaast geven we praktische tips voor het onderhouden en verzorgen van je tralieweegschalen om ze in optimale conditie te houden, zodat ze nauwkeurige metingen blijven leveren.
Of u nu een ingenieur bent die de nauwkeurigheid van uw CNC-machine wil verbeteren of een technicus die op zoek is naar onderhoudsadvies, deze uitgebreide gids zal u voorzien van de kennis die u nodig hebt. Samen met ons verkennen we de essentiële aspecten van roosterschalen, laten we zien hoe ze de nauwkeurigheid in verschillende industrieën verbeteren en helpen we u om weloverwogen beslissingen te nemen voor uw specifieke behoeften.
Technische aspecten van roosterschalen
Hoe een tralieweegschaal werkt
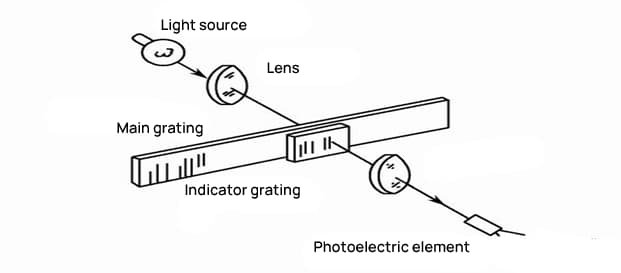
Roosterschalen werken op basis van optische interferentie en diffractieprincipes. Ze bestaan uit fijnmazige lijnen, of roosters, die in wisselwerking met licht meetbare patronen creëren. Deze patronen worden geanalyseerd om precieze posities te bepalen.
Wanneer licht door het rooster gaat of erdoor reflecteert, wordt het in verschillende bundels gebroken, waarbij de hoeken en intensiteiten van deze bundels afhangen van de lijnafstand van het rooster en de golflengte van het licht. Door de faseverschuiving of het interferentiepatroon van deze bundels te meten, kan de positie van de meetschaal nauwkeurig worden bepaald.
Belangrijkste onderdelen
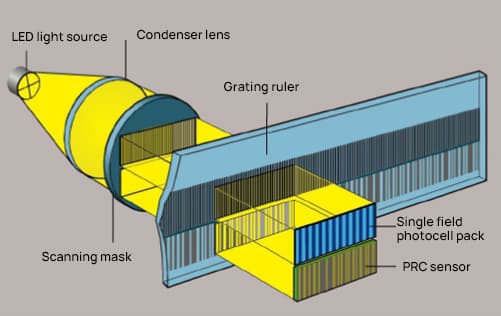
De belangrijkste onderdelen zijn de tralie liniaal met fijn verdeelde lijnen, een leeskopsensor die langs de liniaal beweegt, een lichtbron zoals LED's of lasers voor verlichting en een signaalverwerkingseenheid die de signalen van de leeskop omzet in positiegegevens.
Verschillende soorten tralieweegschalen
Roosterschalen zijn er in verschillende soorten, waaronder optische, glazen en stalen roosterweegschalen, elk ontworpen voor specifieke toepassingen.
Optische Weegschalen
Optische schalen gebruiken licht om het roosterpatroon af te lezen. Ze staan bekend om hun hoge precisie en worden vaak gebruikt in toepassingen die een fijne meetnauwkeurigheid vereisen, zoals CNC-verspaning en laboratoriuminstrumenten.
Voordelen: Hoge nauwkeurigheid, contactloze meting en slijtvastheid.
Nadelen: Gevoelig voor stof en temperatuurschommelingen.
Glazen tralieschalen
Glasroosterschalen bevatten roosters die geëtst of afgezet zijn op een glassubstraat. Deze zijn zeer stabiel en bieden een uitstekende nauwkeurigheid, waardoor ze geschikt zijn voor toepassingen met hoge precisie.
Voordelen: Thermische stabiliteit, minimale uitzetting en hoge nauwkeurigheid.
Nadelen: Breekbaarheid en hogere kosten.
Stalen tralieschalen
Stalen roosterschalen hebben roosters die gegraveerd zijn op een stalen ondergrond. Ze zijn robuust en geschikt voor zware industriële omgevingen.
Voordelen: Duurzaamheid, weerstand tegen schade en lagere kosten.
Nadelen: Lagere nauwkeurigheid door potentiële thermische uitzetting.
Nauwkeurigheidscijfers en hun implicaties
Roosterschalen worden ingedeeld in nauwkeurigheidsklassen, die hun precisie en resolutie aangeven.
Algemene nauwkeurigheidscijfers
Hoge precisie (graad 1): Hoogste nauwkeurigheid voor laboratoria en productie met hoge precisie.
Gemiddelde precisie (graad 2): Uitgebalanceerde nauwkeurigheid en kosten voor algemeen industrieel gebruik.
Standaardnauwkeurigheid (graad 3): Voldoende voor minder veeleisende toepassingen zoals algemene bewerking.
Factoren die de nauwkeurigheid beïnvloeden
Roostersteek: Een fijnere pitch betekent een hogere nauwkeurigheid.
Stabiliteit van het milieu: Temperatuur en vochtigheid kunnen de nauwkeurigheid beïnvloeden; voor precisieweegschalen is een gecontroleerde omgeving nodig.
Uitlijning en installatie: Een juiste uitlijning en veilige installatie zijn cruciaal voor nauwkeurigheid.
Structuur en werkingsprincipe van tralies.
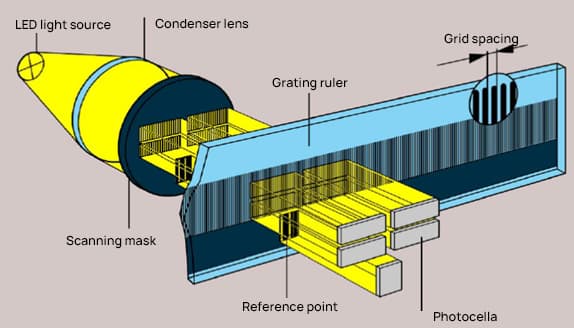
1.Structuur van rooster
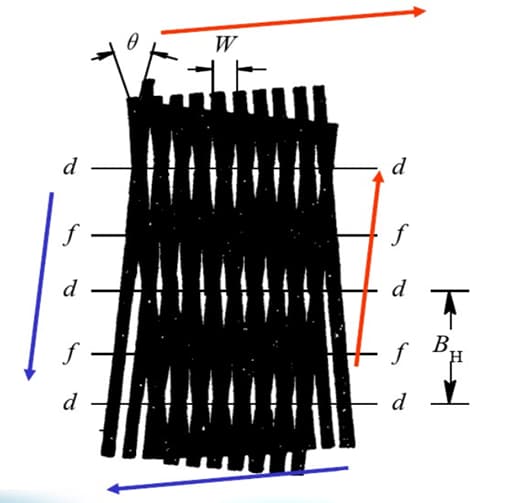
Rooster - Vele kleine strepen (gegraveerde lijnen) van gelijke afstand en afwisselend helder en donker worden gelijkmatig gegraveerd op een gecoat glasoppervlak.
a - is de breedte van de roosterlijnen (niet-transparant)
b - de ruimtebreedte tussen roosterlijnen (transparant)
a+b=W roosterafstand (ook wel roosterconstante genoemd)
Gewoonlijk is a=b=W/2, maar het kan ook worden gegraveerd als a:b=1,1:0,9.
Veelgebruikte roosters zijn gegraveerd met 10, 25, 50, 100 of 250 lijnen per millimeter.
2. Meetprincipe van tralies
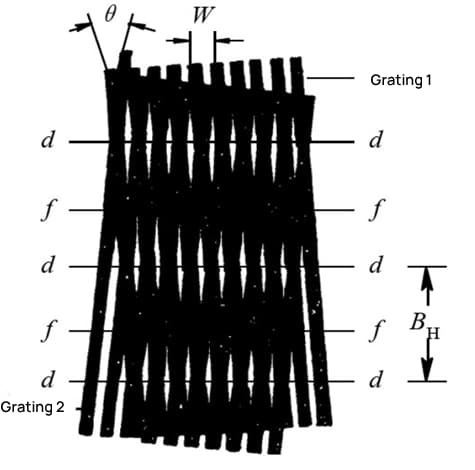
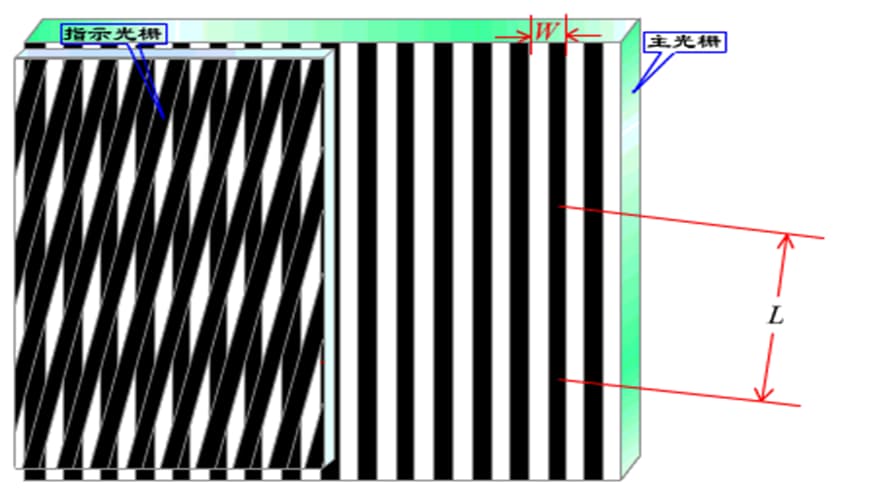
Moiré franjes - Wanneer twee roosters met gelijke steek (rooster 1 en rooster 2) over elkaar heen worden gelegd, met een kleine tussenruimte in het midden, en de kleine traliehoek θ wordt gevormd tussen de twee tralielijnen, verschijnen er afwisselend heldere en donkere strepen in de richting dicht bij de verticale tralielijn.
Op de d-d lijn overlappen de twee roosterlijnen elkaar en is het doorzichtige gebied het grootst. Dit vormt de heldere band van de streep die bestaat uit een reeks ruitvormige patronen.
Op de f-f-lijn zijn de twee roosterlijnen verschoven, waardoor de donkere band van de streep wordt gevormd - bestaande uit enkele zwarte kruislijnpatronen.
Moirérandverplaatsingsmetingen hebben de volgende drie kenmerken:
(1) Versterkingseffect van verplaatsing
Streepbreedte BH - als het rooster één streepbreedte naar voren of naar achteren beweegt, bewegen de Moiré-franjes één streepbreedte naar voren of naar achteren.
De relatie tussen BH en θ:
Als θ afneemt, neemt BH toe. Daarom wordt W versterkt met 1/θ. Bijvoorbeeld, als θ=0,1°, 1/θ=573, wat betekent dat BH 573 keer de roosterafstand W is. Dit betekent dat het rooster een verplaatsingsversterkend effect heeft, waardoor de gevoeligheid van de meting toeneemt.
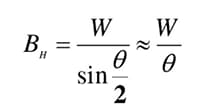
(2) Richting van de beweging van de moirérand
Als tralie 1 in verticale richting naar rechts beweegt langs de snijlijn, bewegen de Moiré franjes omhoog langs de rasterlijnen van tralie 2. Aan de andere kant, als tralie 1 naar links beweegt, bewegen de Moiré franjes omlaag langs de rasterlijnen van tralie 2. Aan de andere kant, als tralie 1 naar links beweegt, bewegen de Moiré franjes naar beneden langs de rasterlijnen van tralie 2. Daarom kan de bewegingsrichting van tralie 1 worden geïdentificeerd als de bewegingsrichting van de Moiré franjes →.
(3) Het gemiddelde effect van de fout
Moiré franjes worden gevormd door het grote aantal gegraveerde lijnen op een rooster en ze hebben een tegenwerkend effect op de gegraveerde fout van de lijnen. Dit effect kan de invloed van fouten met een korte periode aanzienlijk verminderen.
Moiré franjes worden gevormd door de lichtblokkerende en lichtdoorlatende effecten tussen twee roosters.
Samenstelling van roostersensoren
Roosterleeskop: Maakt gebruik van het principe van roosters om de ingevoerde grootheid (verplaatsing) om te zetten in een overeenkomstig elektrisch signaal.
Rooster Digitaal Display: Om de verplaatsingsrichting te onderscheiden, de meetprecisie te verhogen en digitale weergave mogelijk te maken, moet het uitgangssignaal van de leeskop van het traliewerk omgezet worden in een digitaal signaal.
Componenten: Vormversterkingscircuit, onderverdelingscircuit, richtingsdiscriminatiecircuit en digitaal displaycircuit, enz.
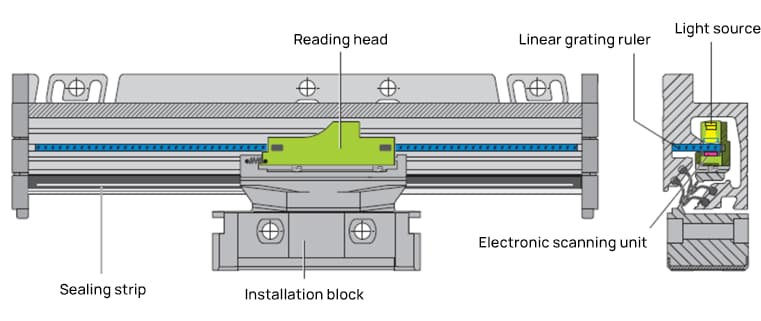
Structuur van Ingesloten Roosterliniaal
De tralie liniaal bestaat uit een vast meetlichaam en een beweegbare afleeskop.
De behuizing van de vaste meetschaal is een aluminium behuizing die de liniaal, scaneenheid en geleiderails binnenin beschermt tegen schade door spaanders, stof of opspattend water.
De beweegbare leeskop bestaat uit een scaneenheid, een precisieconnector en een installatieblok. De precisieconnector verbindt de scaneenheid met het installatieblok, dat kleine mechanische fouten in de geleiderails compenseert.
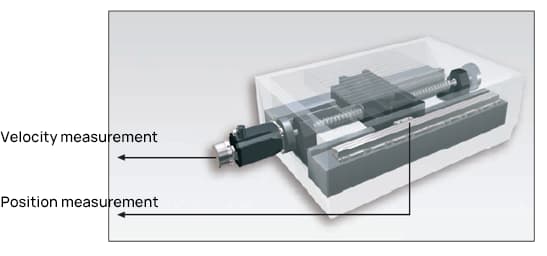
Functie en voordelen van de Rasterliniaal
De lineaire liniaal wordt gebruikt om de positie van de lineaire asbeweging te meten. Omdat hij direct de mechanische positie meet, kan hij nauwkeurig de werkelijke positie van de bewerkingsmachine weergeven.
Door de lineaire liniaal te gebruiken om de positie van de slede te meten, omvat de positiebesturingslus alle voedingsmechanismen. Dit is de gesloten regelkring. De mechanische bewegingsfout wordt gedetecteerd door de lineaire liniaal in de glijplaat en gecorrigeerd door het besturingssysteem.
Daarom kan het potentiële fouten uit meerdere bronnen elimineren:
Positioneringsfout veroorzaakt door de temperatuurkarakteristieken van de kogelomloopspil en geleiderails
Omgekeerde fout van kogelomloopspil
Bewegingskarakteristieke fout veroorzaakt door spoedfout van de kogelomloopspil
Het kan ook fouten in de gereedschapsbeweging compenseren op CNC-machine gereedschap
Uitgerust met PLC voor verplaatsingsmeting in diverse geautomatiseerde mechanismen.
Meetprincipe van de tralie liniaal
Incrementele liniaal
Het meetprincipe van de incrementele tralie liniaal bestaat uit het moduleren van het licht door twee onderling bewegende tralies tot Moiré franjes. Door het tellen en onderverdelen van de Moiré franjes wordt de verplaatsingsverandering verkregen. De absolute positie wordt bepaald door een of meer referentiepunten op het schaalrooster in te stellen.
Kenmerken:
De roosterliniaal heeft voordelen zoals een eenvoudige structuur, lange mechanische levensduur, hoge betrouwbaarheid, sterk anti-interferentievermogen, lange transmissieafstand, hoge nauwkeurigheid en lage kosten.
Incrementele roostersensoren hebben echter ook tekortkomingen. Stalen linialen kunnen alleen de relatieve positie van de asrotatie weergeven.
Het referentiepunt moet elke keer worden ingesteld als de stroom wordt uitgeschakeld of opnieuw wordt opgestart, en er is een onderverdelingsfout in de signaalverwerkingsmethode.
Absolute tralie liniaal
Het meetprincipe van de absolute tralie liniaal is het direct coderen van de absolute positiegegevens in de vorm van codes op de tralie door het flikkeren van tralielijnen op verschillende breedtes en afstanden op de tralie liniaal.
De daaropvolgende elektronische apparatuur kan positie-informatie verkrijgen terwijl de tralie liniaal onder stroom staat.
Voordelen:
De huidige positie-informatie kan direct na het inschakelen worden verkregen zonder dat een "nulstelling" nodig is, waardoor het ontwerp van het besturingssysteem wordt vereenvoudigd. De absolute positie wordt berekend in de uitleeskop zonder dat daaropvolgende onderverdelingsschakelingen nodig zijn. Het gebruik van bidirectionele seriële communicatietechnologie zorgt voor betrouwbare communicatie.
Types referentiepunten
De absolute positie van de liniaal van het traliewerk wordt bepaald met behulp van referentiemarkeringen (nulposities).
Om de afstand om terug te keren naar de nulpositie te verkorten, ontwierp Heidenhain afstandsgecodeerde referentiemarkeringen binnen de meetlengte.
De absolute positie van de liniaal kan worden bepaald telkens wanneer twee referentiemarkeringen (met een afstand die wordt bepaald door wiskundige algoritmen) worden gepasseerd.
Encoders met afstandsgecodeerde referentiepunten hebben de letter "C" achter het modelnummer (bijvoorbeeld LS 487C).
De lineaire meetschaal stuurt elektrische signalen uit en de traliesteek verwijst naar de fysieke tralielijnen op de lineaire meetschaal. Elke keer dat de lineaire schaal een afstand aflegt die gelijk is aan de tralieafstand, verandert het elektrische uitgangssignaal een cyclus.
Voorbeeld: Als de tralieafstand 20um is en de lineaire schaal een afstand van 20um aflegt, zal de lineaire schaal een sinus uitzenden met een faseverschuiving van 360° en een twee-faseverschil van 90°.
2. Signaalcyclus:
Met de ontwikkeling van de meettechnologie is het nu mogelijk om frequentievermenigvuldigingsschakelingen op de lineaire meetkop te gebruiken om de sinus te vermenigvuldigen die door elk roosterdraadsignaal wordt gegenereerd.
Daarom kan de signaaluitgangscyclus van de lineaire meetschaal verfijnd worden. Het signaal nadat het vermenigvuldigd is door de leeskop is veel dichter dan het oorspronkelijke tralielijnsignaal en de lengte van het verdichte signaal wordt de signaalcyclus genoemd.
Als de leeskop geen mogelijkheid tot frequentievermenigvuldiging heeft, dan is de traliesteek gelijk aan de signaalcyclus.
3. Frequentievermenigvuldiging:
Frequentievermenigvuldiging kan worden opgevat als het verdichten van het originele signaal. Frequentievermenigvuldiging kan de periode van een sinusgolf verkorten, de gemeten afstand die overeenkomt met elke periode verkorten en de meetnauwkeurigheid verbeteren.
De gebruikelijke frequentievermenigvuldigingsmethoden zijn: frequentievermenigvuldiging van leeskoppen, instrumenten voor post-multiplicatie (geleverd door fabrikanten van lineaire weegschalen, vergelijkbaar met voorversterkers, die worden gebruikt voor signaalversterking en frequentievermenigvuldiging), frequentievermenigvuldiging van CNC systemenenz.
4. Meetstap:
Sinusvormige signalen die een frequentievermenigvuldiging hebben ondergaan worden gebruikt om de positie te meten. Door beperkingen in het fabricageproces, het foutenniveau en de verwerkingscapaciteit van het positieregistratiecircuit van de lineaire meetschaal is het onmogelijk om het oorspronkelijke signaal van de traliesteek oneindig te vermenigvuldigen.
Daarom hebben fabrikanten van lineaire weegschalen een aanbevolen meetstap voor elk type lineaire weegschaal. Deze waarde verwijst naar de minimale meetafstand die de lineaire weegschaal kan verdragen. Binnen dit meetstappenbereik kan de nominale meetnauwkeurigheid van de lineaire weegschaal worden bereikt.
In vergelijking met CNC-systemen is deze meetstap meestal de minimale instructie-eenheid van het systeem. Op dezelfde manier specificeert deze technische specificatie ook de meetnauwkeurigheid (resolutie) van de lineaire schaal.
5. Resolutie:
De meetnauwkeurigheid verwijst naar de minimale lengteverandering die de lineaire schaal kan aflezen en uitvoeren, zoals 5um, 1um, 0,5um, 0,1um.
6. Meetnauwkeurigheid:
De meetnauwkeurigheid heeft betrekking op de nauwkeurigheid van de signaalgegevens die door de lineaire schaal worden uitgevoerd naar de werkelijke lengte die wordt gemeten.
Positiefout binnen het gehele meetbereik: Als de maximumwaarde van de positiefout die is vastgesteld op basis van de gemiddelde waarde binnen een meetbereik van 1 m binnen ±a valt, dan is ±a um het nauwkeurigheidsniveau.
Bij gesloten lineaire schalen geven deze gegevens de nauwkeurigheid van de lineaire schaal weer, inclusief de afleeskop, d.w.z. de systeemnauwkeurigheid. (Heidenhain: ±0,1, ±0,2, ±0,5, ±1, ±2, ±3, ±5, ±10, ±15um)
Positiefout binnen een enkele signaalcyclus:
De positieafwijking binnen een enkele signaalcyclus wordt bepaald door de roosterkwaliteit, de scankwaliteit en de signaalcyclus van de lineaire schaal. De positieafwijking binnen een enkele signaalcyclus ligt meestal binnen het bereik van ±2% tot ±0,5% van de signaalcyclus.
Hoe kleiner de signaalcyclus, hoe kleiner de fout binnen één signaalcyclus. Dit is erg belangrijk voor de positioneringsnauwkeurigheid tijdens slow motion en asbewegingen en snelheidsregeling tijdens asbewegingen, die bepalend zijn voor de oppervlaktekwaliteit en de kwaliteit van de bewerkte onderdelen.
De signaalcyclus van het scansignaal
De maximale interpolatiefout binnen één signaalcyclus
F L
4μm
0,08 μm
LC181
16μm
0,3 μm
LC481
20 μm
0,4 µm
LS
20 μm
04 μm
LB
40 μm
0,8 µm
Overwegingsfactoren bij het kiezen van een lineaire weegschaal
Bij het kiezen van een lineaire meetschaal voor precisiemetingtoepassingen moeten diverse kritische factoren zorgvuldig worden geëvalueerd om optimale prestaties en compatibiliteit met uw specifieke eisen te garanderen:
Meetlengte: Bepaal het vereiste meetbereik, rekening houdend met zowel de maximale reisafstand als eventuele toekomstige uitbreidingsbehoeften.
Signaalinterface: Kies uit verschillende uitvoeropties, waaronder:
1Vpp (1 Volt piek-tot-piek): Analoog signaal geschikt voor toepassingen met hoge resolutie
TTL (transistor-transistor logica): Digitale blokgolfuitgang, ideaal voor ruisbestendige transmissie
HTL (logica met hoge drempel): Vergelijkbaar met TTL maar met hogere spanningsniveaus, geschikt voor langere kabeltrajecten.
Absolute lineaire schaal: Biedt unieke positiewaarden zonder referentie
Rasterafstand: Kies de juiste roosterperiode op basis van de vereiste resolutie en nauwkeurigheid. Kleinere pitch bieden over het algemeen een hogere nauwkeurigheid, maar kunnen beperkingen hebben bij het meten van de lengte.
Meetsnelheid: Houd rekening met de maximale verplaatsingssnelheid van uw toepassing om er zeker van te zijn dat de meetschaal nauwkeurig positieveranderingen kan volgen bij de vereiste snelheid.
Nauwkeurigheidsniveau en resolutie: Bepaal het precisieniveau dat nodig is voor uw toepassing, rekening houdend met zowel de inherente nauwkeurigheid als de resolutiemogelijkheden van de weegschaal.
Ruimte voor montagepositie: Evalueer de beschikbare montageruimte en omgevingsomstandigheden om een weegschaal te kiezen met de juiste afmetingen en beschermingsklassen.
Methode om referentiepunten vast te stellen: Kies tussen incrementele schalen met referentiemerken of absolute schalen, afhankelijk van je vereisten voor homing en referentie.
Houd bij het maken van je definitieve keuze ook rekening met factoren als omgevingsbestendigheid (temperatuur, trillingen, vervuiling), interfacing met je besturingssysteem en betrouwbaarheid op de lange termijn.
Veelgestelde vragen
Hieronder vindt u antwoorden op een aantal veelgestelde vragen:
Wat is een tralieweegschaal en hoe werkt deze?
Een tralieplaat is een precisiemeetinstrument dat wordt gebruikt om positie of afstand zeer nauwkeurig te bepalen. De werking is gebaseerd op het principe van diffractie of de detectie van periodieke overgangen. Bij optische tralieweegschalen projecteert een lichtbron op een tralie - een periodieke structuur van lijnen of groeven - waardoor een patroon van lichte en donkere gebieden ontstaat. Als de meetschaal beweegt, detecteren sensoren deze overgangen en zetten ze om in elektronische signalen, die vervolgens geteld worden om de exacte positie ten opzichte van een referentiepunt te bepalen. Deze methode maakt zeer nauwkeurige en herhaalbare metingen mogelijk, essentieel voor toepassingen als CNC-bewerking, frezen, slijpen en draaien.
Hoe verbeteren roosterschalen de precisie bij CNC-bewerking?
Trillingschalen verbeteren de precisie bij CNC-verspaning door een aantal belangrijke mechanismen. Ze bieden metingen met een hoge resolutie, vaak op micron- of submicronniveau, waardoor kleine verplaatsingsveranderingen in het gereedschap of werkstuk nauwkeurig gedetecteerd kunnen worden. Deze hoge resolutie zorgt ervoor dat de bewerking voldoet aan strenge nauwkeurigheidseisen. Daarnaast bieden tralieweegschalen real-time bewaking en terugkoppeling van de verplaatsings- of bewegingstoestand, zodat het CNC-systeem afwijkingen direct kan detecteren en corrigeren. Deze real-time terugkoppeling vormt een gesloten regelkring met de CNC-besturing, die continu de actuele positiegegevens vergelijkt met de ingestelde waarden en de nodige aanpassingen doet om de precisie te handhaven. De geavanceerde optische technologieën die in moderne tralieweegschalen worden gebruikt, verbeteren de signaalsterkte en interferentiebestendigheid, waardoor een betrouwbare werking is gegarandeerd, zelfs in zware omstandigheden. Het robuuste ontwerp van deze schalen, met voorzieningen als hoogwaardige lagers en IP54-water- en stofbestendigheid, draagt verder bij aan hun duurzaamheid en betrouwbaarheid, waardoor onderhoudskosten en stilstandtijd worden beperkt. Al met al verbeteren deze mogelijkheden samen de precisie en efficiëntie van CNC-bewerkingsactiviteiten.
Wat zijn de gangbare nauwkeurigheidsklassen van raspenweegschalen?
Gebruikelijke nauwkeurigheidsklassen van roosterschalen zijn 5 micron, 3 micron en 2 micron. De nauwkeurigheidsklasse van 5 micron heeft vaak de voorkeur in CNC-bewerkingscentra vanwege de balans tussen precisie en kosten. Deze schalen zijn essentieel voor hoognauwkeurige metingen in diverse toepassingen zoals CNC-machines, automatiseringssystemen en metrologie. De resolutie van roosterschalen kan variëren, met veel voorkomende resoluties zoals 10 μm, 5 μm, 1 μm en 0,5 μm, waardoor ze geschikt zijn voor een breed scala aan precisietaken.
Waar worden tralieweegschalen meestal gebruikt?
Roosterschalen worden meestal gebruikt in een verscheidenheid aan nauwkeurige metingen en industriële toepassingen vanwege hun hoge nauwkeurigheid en betrouwbaarheid. Belangrijke gebieden waar tralieweegschalen vaak worden gebruikt zijn CNC-machines en automatisering, waar ze nauwkeurige positiegegevens leveren voor nauwkeurige en consistente bewegingen van machineonderdelen. Ze worden ook gebruikt in de metrologie voor zeer nauwkeurige metingen, kalibratie en verificatie van de precisie van andere meetinstrumenten. In industriële metingen zijn tralieweegschalen cruciaal voor lineaire en hoekmetingen in productie-, kwaliteitscontrole- en onderzoeksomgevingen. Daarnaast zijn ze essentieel in de precisiemachinebouw voor nauwkeurige positionering en beweging bij de productie van precisieonderdelen, robotica en andere geavanceerde productietechnologieën.
Hoe onderhoud en reinig ik een raspenweegschaal?
Volg deze richtlijnen voor het onderhouden en schoonmaken van een roosterweegschaal om nauwkeurigheid en een lange levensduur te garanderen:
Reinigingsmethoden:
Gebruik een zachte, pluisvrije doek of een schone, droge luchtblazer om losse deeltjes te verwijderen. Vermijd schrobben of het gebruik van schurende materialen.
Gebruik voor een grondiger reiniging gedenatureerde alcohol of een glasreiniger die speciaal is ontwikkeld voor optische oppervlakken. Breng de reiniger aan op de doek, niet rechtstreeks op het rooster, en veeg het oppervlak voorzichtig schoon.
Gebruik een sneldrogende spray voor elektrische contacten om verontreinigingen te verwijderen zonder resten achter te laten.
Regelmatig onderhoud:
Voer wekelijkse inspecties uit om vuil of verontreinigingen op te sporen. Reinig bij CNC-toepassingen de meetschaal en leeskop met alcohol en lucht om ervoor te zorgen dat ze vrij blijven van verontreinigingen.
In industriële omgevingen moet u ervoor zorgen dat het gebied rond de weegschaal schoon en vrij van vuil is, controleren op waterophoping en zorgen voor een goede afvoer om roest en corrosie te voorkomen.
Milieu-overwegingen:
Bescherm de weegschaal tegen vocht door hermetisch gesloten krachtopnemers te gebruiken en de weegschaal na het reinigen te drogen en te oliën.
Gebruik in drukke of vuile omgevingen beschermende maatregelen zoals lekbakken of wasstraten om ophoping van vuil te voorkomen.
Omgaan met optische en precisieweegschalen:
Ga voorzichtig om met roosters, gebruik handschoenen en raak alleen de randen aan om te voorkomen dat het oppervlak wordt besmet met oliën van je huid.
Gebruik zachte, milieuvriendelijke schoonmaakmiddelen om de integriteit van het oppervlak te behouden en schade te voorkomen.
Door je aan deze onderhouds- en reinigingspraktijken te houden, kun je ervoor zorgen dat je roosterschalen nauwkeurig en langdurig functioneel blijven.
Wat zijn de verschillen tussen verschillende soorten tralieschalen (bijv. staal, glas, optisch)?
De verschillen tussen de verschillende soorten tralieweegschalen - staal, glas en optisch - zitten vooral in de materialen, toepassingen, precisievereisten en onderhoudsbehoeften.
Stalen roosterschalen worden meestal gebruikt in industriële omgevingen voor taken als vloeren, traptreden en afvoeren. Ze staan bekend om hun duurzaamheid en draagvermogen. Stalen roosters vergen relatief weinig onderhoud, maar moeten periodiek worden gereinigd en geïnspecteerd op structurele integriteit.
Glazen roosterschalen, vaak gebruikt in precisiemeetinstrumenten, bieden een hoge nauwkeurigheid en stabiliteit. Ze zijn minder gevoelig voor thermische uitzetting in vergelijking met metalen schalen, waardoor ze geschikt zijn voor omgevingen waar temperatuurschommelingen de metingen kunnen beïnvloeden. Onderhoud bestaat uit zorgvuldig schoonmaken om krassen en andere schade te voorkomen.
Optische tralie-schalen, gebruikt in toepassingen zoals spectroscopie en lasertechnologie, zijn cruciaal voor spectrale analyse met hoge resolutie. Deze schalen kunnen reflecterend of transmissief zijn en moeten uiterst nauwkeurig worden gemaakt om hun optische eigenschappen te behouden. Ze zijn gevoelig voor omgevingsfactoren zoals temperatuur en vochtigheid en moeten zorgvuldig worden behandeld en opgeslagen om schade te voorkomen.
Samengevat: stalen tralieweegschalen zijn robuust en worden gebruikt in industriële toepassingen, glazen tralieweegschalen bieden een hoge stabiliteit en precisie voor meetinstrumenten en optische tralieweegschalen bieden een uitzonderlijke nauwkeurigheid voor optische toepassingen maar vereisen nauwgezet onderhoud.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd welke lagermerken de beste ter wereld zijn? In deze blogpost verkennen we de top lagerfabrikanten die bekend staan om hun uitzonderlijke kwaliteit, innovatie en...
Heeft u zich ooit afgevraagd hoe de wereld van de automatisering floreert? Dit artikel onderzoekt de top pneumatische bedrijven die innovatie stimuleren. Ontdek hoe deze industrieleiders onze toekomst vormgeven, van Japan tot Duitsland. Verwacht inzichten...
Heb je je ooit afgevraagd wie de machines aandrijft die onze wereld draaiende houden? In deze blogpost laten we je kennismaken met de belangrijkste compressorfabrikanten die innovatie...
Bent u op de hoogte van de belangrijkste spelers in de centrifugaalpompindustrie? Dit artikel duikt in de toonaangevende fabrikanten die de markt revolutioneren met innovatieve en betrouwbare pompoplossingen. Van Bosch...
Heb je je ooit afgevraagd hoe de industriële wereld soepel blijft draaien? Perslucht is de onbezongen held achter talloze productieprocessen. In deze blogpost verkennen we de fascinerende wereld...
Heb je je ooit afgevraagd wat de kracht is achter de precisie en automatisering van moderne productie? In dit artikel duiken we in de wereld van CNC systemen, het brein achter de machines die...
In de snelle wereld van industriële automatisering zijn servomotoren de onbezongen helden van precisie en efficiëntie. Maar met talloze fabrikanten die om aandacht strijden, hoe weet u welke...
Heb je ooit stilgestaan bij de onbezongen helden achter je favoriete meubels? Kantenaanlijmmachines, de werkpaarden van de houtbewerkingsindustrie, spelen een cruciale rol in het creëren van...
Stel je voor dat een kritisch onderdeel onverwacht uitvalt, met catastrofale gevolgen. Dit is waar breukmechanica om de hoek komt kijken. Dit artikel gaat in op de basisprincipes van breukmechanica en laat zien hoe...