Belastingsanalyse en vermogensberekening voor buigen met 4 rollen
Heb je je ooit afgevraagd hoe massieve metalen platen veranderen in precieze cilindrische vormen? Dit artikel onthult de fascinerende mechanica achter plaatbuigmachines met vier rollen en onderzoekt hun structuur, werkingsprincipes en de kritische berekeningen voor de keuze van het motorvermogen. Bereid je voor op een duik in de wonderen der techniek die industrieën als scheepsbouw en petroleum aandrijven!
Een plaatwalsmachine is een veelzijdig vormapparaat dat plaatmetaal omzet in cilindrische, boogvormige en andere complexe vormen. Deze apparatuur speelt een cruciale rol in verschillende industrieën, waaronder ketelbouw, scheepsbouw, petroleumverwerking, chemische productie, fabricage van metalen constructies en mechanische productie.
De plaatbuigmachine met vier rollen onderscheidt zich door zijn superieure prestatiekenmerken. Hij biedt een gemakkelijke centrumuitlijning, een minimaal overschot aan rechte randen, een hoge nauwkeurigheid in rondheidscorrectie en een uitzonderlijke efficiëntie. Een van de belangrijkste voordelen is de mogelijkheid om zowel het voorbuigen als het vormen van het werkstuk in één enkel walsproces uit te voeren, waardoor het wisselen van plaatuiteinde overbodig wordt. Deze eigenschappen hebben zijn positie als een steeds onmisbaarder hulpmiddel bij het plaatvormen verstevigd.
Tijdens het gebruik ondervindt de plaatbuigmachine met vier rollen complexe krachten en aanzienlijke belastingen, waardoor robuuste en stijve lageronderdelen nodig zijn. De precisie en betrouwbaarheid bij het ontwerpen van de plaatwalsen zijn daarom van het grootste belang om optimale prestaties en een lange levensduur van de apparatuur te garanderen.
Het ontwerpproces begint met het bepalen van de kritische krachtparameters van de rolbuigmachine, waaronder de walsdruk, het buigmoment en het door de motor aangedreven vermogen. Een uitgebreide belastingsanalyse van de walsmachine biedt essentiële referentiegegevens voor het nauwkeurige ontwerp van de plaatwalsen, zodat ze bestand zijn tegen de bedrijfsbelastingen.
Het berekenen van het hoofdaangedreven vermogen van de plaatrolbuigmachine is een kritieke stap bij het selecteren van de juiste hoofdmotor. Deze berekening vereist zorgvuldige overweging, omdat de keuze van de motor zowel de prestaties als de efficiëntie beïnvloedt. Een te kleine motor wordt langdurig overbelast, wat leidt tot isolatieschade door overmatige warmteontwikkeling. Omgekeerd zal een te grote motor inefficiënt werken, elektrische energie verspillen en de bedrijfskosten verhogen.
Daarom heeft het uitvoeren van een grondige belastingsanalyse en het verfijnen van de berekening van het aangedreven vermogen voor de plaatbuigmachine met vier rollen aanzienlijke praktische waarde. Het stelt ingenieurs in staat om een motor te kiezen die het vereiste vermogen in evenwicht brengt met de energie-efficiëntie, waardoor de prestaties en de levensduur van de machine worden geoptimaliseerd.
Dit artikel geeft een uitgebreid overzicht van de plaatbuigmachine met vier rollen. We gaan in op zijn basisstructuur en werkingsprincipes, analyseren in detail zijn krachtmogelijkheden en presenteren de precieze berekeningsformule voor het bepalen van het belangrijkste aangedreven vermogen. Deze informatie zal dienen als een waardevolle bron voor ingenieurs en technici die betrokken zijn bij het ontwerp, de selectie en de werking van deze geavanceerde metaalvormmachines.
Structuur en Werkingsprincipe van de Vier Rollen Buigmachine
De walsmachine werkt volgens het principe van driepuntsvorming, waarbij gebruik wordt gemaakt van de relatieve positiewisseling en rotatiebeweging van de werkrol om een continue elastoplastische buiging te produceren en de gewenste vorm en precisie van het werkstuk te bereiken.
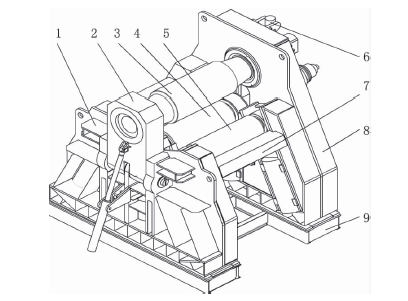
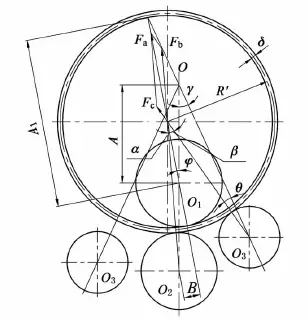
De structuur van de plaatbuigmachine met vier rollen wordt getoond in Figuur 1 en bestaat uit verschillende onderdelen, waaronder een laag frame, kantelinrichting, bovenrol, onderrol, twee zijrollen, hoog frame, verbindingsbalk, basis, balanceerinrichting, overbrengingsinrichting, elektrisch systeem en hydraulisch systeem.
De werkwals van de plaatmachine met vier walsen bestaat uit vier walsen: een bovenwals, onderwals en twee zijwalsen.
De bovenste rol is de hoofdaandrijfrol en is via een lagerhuis in het hoge en lage frame ingebed. De positie ervan is vast, zodat er alleen een roterende beweging mogelijk is.
De onderste rol is bevestigd in een lagerblok, dat in een rechte lijn kan bewegen om de dikte van de rol te compenseren. gebogen plaat.
De twee zijrollen zijn ook geïnstalleerd in lagerblokken, die onder een bepaalde hoek met de verticale richting op en neer kunnen bewegen om de gewenste krommingsstraal van de cilinder te bereiken.
Fig.1 Structuur van plaatbuigmachine met vier rollen
1. linkerframe
2. het apparaat omverwerpen
3. bovenste rol
4. onderste rol
5. zijwals
6. balanceerapparaat
7. verbindingsbalk
8. rechter frame
9. basis
Over het algemeen is het rollen van een metalen plaat in een cilindrisch werkstuk op een buigmachine met vier rollen bestaat uit vier processen, namelijk:
Tijdens de werking van de walsmachine wordt de voorkant van de plaat tussen de bovenste en onderste rollen geplaatst en uitgelijnd met een van de zijrollen. De onderste rol wordt dan opgetild om de plaat stevig aan te drukken en de andere zijwals wordt opgetild om kracht uit te oefenen en het uiteinde van de metalen plaat te buigen.
Om het andere uiteinde van de plaat voor te buigen, hoeft deze niet uit de walsmachine te worden gehaald. Verplaats de plaat gewoon naar het andere uiteinde van de machine en herhaal het proces.
Continu walsen wordt bereikt door eenmalige of meervoudige toevoer totdat de gewenste krommingsstraal van de cilinder is bereikt.
Tot slot worden rondheidscorrecties uitgevoerd om de vereiste rondheid en cilindriciteit te bereiken.
Het is te zien dat bij gebruik van de plaatbuigmachine met vier rollen de plaat maar één keer in de machine geplaatst hoeft te worden, waardoor alle benodigde buigingen gemaakt kunnen worden.
Belastingsanalyse
2.1 Berekening van het maximale buigmoment van de plaat
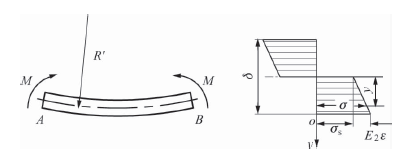
Zoals te zien is in FIG. 2, is de spanningsverdeling van de plaatsectie langs de richting van staalplaat hoogte tijdens de lineaire zuivere plastische buiging wordt getoond in FIG. 2.
Fig.2 Spanningsverdeling van plaat
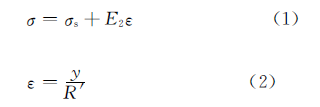
De functionele relatie van ware spanning kan als volgt worden uitgedrukt:
In de bovenstaande formule:
σ - de spanning van het werkstuk;
σs- de vloeigrens van het materiaal;
ε - de spanning van het werkstuk;
ε - De lineaire versterkingsmodulus van het materiaal, te vinden in de betreffende handleiding.
De afstand van de neutrale as tot een willekeurig punt;
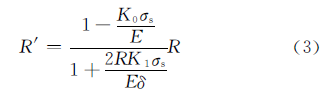
R′ - De kromtestraal vóór de terugkaatsing van de neutrale laag kan als volgt worden berekend:
In de bovenstaande formule:b- De maximale breedte van gewalste staalplaat.
Initiële vervorming buigmoment M0 is:
2.2Berekening van de kracht van de werkrol
De structurele kenmerken van de vier rollen maken twee verschillende opstellingen mogelijk: een symmetrische opstelling en een asymmetrische opstelling.
Daarom is een aparte krachtenanalyse van de machine met vier rollen nodig.
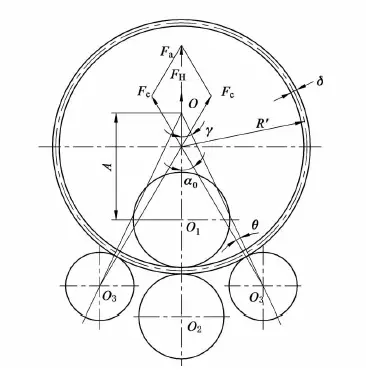
2.2.1De rollen zijn symmetrisch opgesteld
De kracht van de stalen plaat wordt getoond in FIG. 3.
Fig.3 Effect van kracht onder rol symmetrisch opgesteld
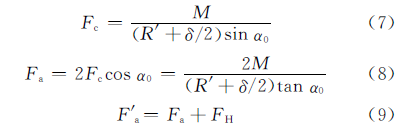
Volgens de krachtbalans kan de kracht van elke werkrol op de staalplaat worden verkregen:
α0 - De hoek tussen de krachtlijn van de zijwals en de krachtlijn van de bovenwals.
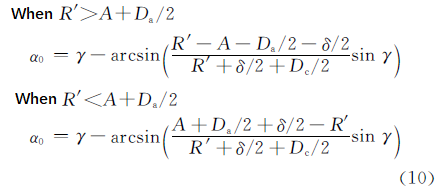
De waarde van α0 kan worden bepaald met de volgende formule volgens de meetkundige relatie:
In de bovenstaande formule:
Da - Diameter bovenste rol;
Dc - Diameter zijwaartse rol;
γ - Neighoek van de zijwals, dit is de hoek tussen de verstelrichting van de zijwals en de verticale richting;
A - De afstand van het snijpunt van de rolhoek tot het middelpunt van de bovenste rol.
2.2.2 De rollen zijn asymmetrisch geplaatst
De kracht van de stalen plaat wordt getoond in FIG. 4 wanneer de rol asymmetrisch is opgesteld.
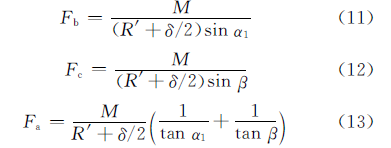
Volgens de krachtbalans kan de kracht van elke werkrol op de staalplaat worden verkregen:
In de bovenstaande formule:
Fb- Lagere rolkracht;
α - De hoek tussen de krachtlijn van de bovenste rol en de krachtlijn van de onderste rol;
β - De hoek tussen de krachtlijn van de bovenste rol en de krachtlijn van de zijrol.
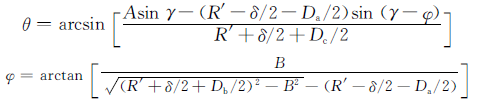
De waarde van α, β kan worden bepaald met de volgende formule volgens de meetkundige relatie:
In de bovenstaande formule:
Db - Onderste roldiameter;
B - De afstand tussen de actielijn van de bovenste rol en het midden van de onderste rol,
B= [1+Db /(2R'+δ]B';
B' - De lengte van de overgebleven rechte rand, B'=2δ
In de formule: A1 = Asinγ/sin(γ - φ)
Berekening aangedreven vermogen
3.1 Aandrijfkoppel bovenste rol
De bovenste rol van de vierrollenbuigmachine is een aangedreven rol en het totale aandrijfkoppel dat erop werkt is de som van het koppel dat wordt verbruikt door vervorming en wrijving.
Het wrijvingskoppel omvat de wrijvingsweerstand die wordt verbruikt bij het rollen van de asrol over de buigplaat en het koppel dat wordt verbruikt door lagerwrijving.
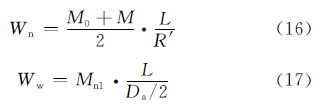
Het koppel dat wordt verbruikt bij de vervorming kan worden bepaald door de arbeid die wordt verricht door de interne buigkracht en de externe kracht op de bovenste rol.
In de formule:
Wn - De arbeid die wordt verricht door het buigen van interne krachten;
Ww - Het werk op de bovenwals door externe krachten;
L - De Buighoek komt overeen met de lengte van de plaat.
Als we formule (17) gelijk maken aan formule (18), krijgen we het koppel dat verbruikt wordt tijdens het vervormen:
Het koppel voor het overwinnen van wrijving kan worden bepaald met formules (19) en (20).
Wrijvingskoppel van de asrol in symmetrische opstelling:
Wrijvingskoppel van de asrol in de asymmetrische opstelling:
In de bovenstaande formule:
f - Rolwrijvingscoëfficiënt, f =0,8 mm
μ - glijwrijvingscoëfficiënt van de rolhals, μ=0,05-0,1;
da, db, dc zijn de halsdiameters van de bovenste rol, onderste rol en zijrol afzonderlijk.
Het totale aandrijfkoppel op de bovenste rol is:
3.2 Aandrijfkracht bovenrol
De berekeningsformule voor rijvermogen is:
In de formule:
ν - Rolsnelheid;
r - aangedreven rolstraal, r=Da /2
η - Transmissie-efficiëntie, η=0,9
Volgens de werkelijke toepassingsomstandigheden van de vierrollenplaatbuigmachine wordt het aandrijfvermogen van de aandrijfrol berekend tijdens het buig- en walsproces en is het aandrijfvermogen van het hoofdaandrijfsysteem de grootste waarde in het berekeningsresultaat:
In de bovenstaande formule:
Pq - Aandrijfvermogen van de hoofdaandrijving;
PY - De aandrijfkracht van de aandrijfrol bij het voorbuigen;
PJ - De aandrijfkracht van de aandrijfrol tijdens het rollen van een cirkel.
De berekende waarde Pq van het aandrijfvermogen kan worden gebruikt als basis voor de selectie van het hoofdmotorvermogen.
Conclusie
(1) Op basis van de structurele kenmerken en het werkingsprincipe van de plaatbuigmachine met vier rollen wordt de kracht van de werkrol geanalyseerd en de formule voor het berekenen van de werkrol onder verschillende opstellingen verkregen.
(2) Door het maximale vervormingsbuigmoment en de lagerkracht van de werkrol te analyseren en functietransformatieprincipes te gebruiken, wordt de relatie tussen kracht, buigmoment en aandrijfkracht van het apparaat vastgesteld. Er wordt een methode voorgesteld om de aandrijfkracht van de hoofdaandrijving te berekenen.
Afhankelijk van de werkelijke toepassingsomstandigheden wordt het aandrijfvermogen voor voorbuigen en walsen afzonderlijk berekend en wordt het hoofdmotorvermogen geselecteerd op basis van de grootste berekende waarde.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Stel je voor dat je een dikke stalen plaat probeert te buigen tot een perfecte cilinder, hoeveel kracht zou je dan nodig hebben? Dit artikel duikt in de kritische berekeningen voor het bepalen van de belasting en kracht...
Heb je je ooit afgevraagd hoe een plaatbuigmachine met vier walsen zulke nauwkeurige rondingen kan maken? Dit artikel onderzoekt de berekening van zijwaartse rolpositieverschuivingen, geleid door een ervaren werktuigbouwkundig ingenieur....
Heb je je ooit afgevraagd hoe massieve staalconstructies worden gevormd tot perfecte cilinders en kegels? Dit artikel verkent de fascinerende wereld van plaatwalsmachines, essentiële gereedschappen in...
Heb je je ooit afgevraagd hoe complexe vormen zoals kegels en cilinders worden gemaakt van platte metalen platen? Dit artikel onderzoekt het fascinerende proces van rolbuigen, waarbij de stappen...
Heb je je ooit afgevraagd hoe die enorme staalconstructies worden gevormd tot perfecte rondingen? Rolbuigen is het geheim erachter. In dit artikel duiken we in de fascinerende wereld...