Hoe de belasting en het vermogen te berekenen voor een symmetrische 3-rill platenbuigmachine
Stel je voor dat je een dikke stalen plaat probeert te buigen tot een perfecte cilinder, hoeveel kracht heb je dan nodig? Dit artikel gaat in op de kritische berekeningen voor het bepalen van de belasting en het vermogen dat nodig is voor symmetrische plaatbuigmachines met 3 rollen. Je leert meer over de krachtanalyse die nodig is voor het ontwerp van elk onderdeel, de koppelvereisten en het vermogen dat nodig is voor de hoofdaandrijving. Door deze berekeningen te begrijpen, krijgt u inzicht in het creëren van efficiënte en rendabele plaatbuigmachines.
Platenrolbuigmachines worden zwaar belast, waardoor hun onderdelen zeer sterk moeten zijn. Dit is essentieel om de duurzaamheid en prestaties van de machine onder zware bedrijfsomstandigheden te garanderen.
In de huidige concurrerende markt is het van cruciaal belang om de kosten van het walsen van platen te verlagen. Hiervoor moet de machine zowel nauwkeurig als betrouwbaar ontworpen worden om de kwaliteit te behouden en tegelijkertijd de kosten te minimaliseren.
Om een rolbuigmachine effectief te ontwerpen, is het essentieel om eerst een uitgebreide krachtenanalyse uit te voeren. Deze analyse levert de fundamentele parameters die nodig zijn voor het ontwerp van elk onderdeel van de machine en zorgt ervoor dat alle onderdelen bestand zijn tegen de operationele spanningen die ze zullen ondervinden.
Daarnaast is het van vitaal belang om het aandrijfvermogen van de hoofdaandrijving te berekenen. Deze berekening is cruciaal voor het ontwerpen van het hoofdaandrijfsysteem en het selecteren van een geschikte motor, zodat de machine efficiënt en effectief werkt.
Daarom zijn het uitvoeren van een gedetailleerde krachtanalyse en het nauwkeurig berekenen van de aandrijfkracht kritieke stappen in het ontwerpproces van een rolbuigmachine.
Dit artikel beschrijft een methode voor het berekenen van de krachtmogelijkheden van een symmetrische buigmachine met drie rollen. Deze methode kan ook dienen als referentie voor andere soorten platen walsmachinesen biedt een fundamentele aanpak voor hun ontwerp en optimalisatie.
Krachtanalyse
2.1 Maximaal vereist koppel voor een cilinder die rolt
Wanneer de plaatrolmachine werkt, moet de staalplaat in de stalen pijp worden gerold.
Op dit moment heeft de spanning van het materiaal de vloeigrens bereikt.
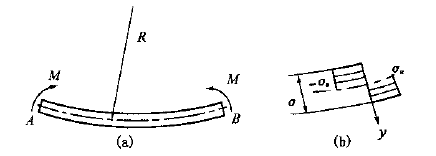
Daarom is de buigspanningsverdeling op de buissectie weergegeven onder de figuur (b), en het buigmoment M van de sectie is:
In de bovenstaande formule,
B, δ - De maximale breedte en dikte van gerold staal plaat (m)
σs - Materiaalrekgrens (kN - m-2)
Fig.1 Spanningsverdeling van rolbuigen
Bij het beschouwen van de vervorming van het materiaal is er sprake van wapening, en de wapeningscoëfficiënt K wordt geïntroduceerd om de vergelijking (1) te wijzigen, namelijk:
In de bovenstaande formule,
K - versterkingscoëfficiënt, de waarde kan K = 1,10~1,25 zijn, als het resultaat voor δ/R groot is, neem dan de grootste waarde.
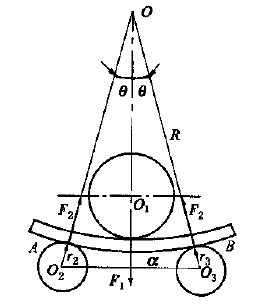
Bij het rollen staalplaatDe krachttoestand wordt weergegeven in de onderstaande figuur. Volgens de krachtbalans is de ondersteunende kracht F2 op de rolplaat kan worden verkregen met de formule:
In de bovenstaande formule,
θ - De hoek tussen verontreinigde lijn OO1 en OO2,
Aangezien de dikte van de plaat δ veel kleiner is dan de minimale diameter van de walsbuis, is de straal R van de neutrale laag ongeveer 0,5dminOm de berekening te vereenvoudigen, kan de bovenstaande vergelijking worden veranderd in:
Volgens de krachtbalans is de drukkracht F1die wordt gegenereerd door de bovenste rol, die op de walsplaat werkt:
Berekening van het aandrijfvermogen
3.1 Aandrijfmoment onderste rol
De onderste rol van de plaatrolmachine is de aandrijfrol en het aandrijfkoppel op de onderste rol wordt gebruikt om het vervormingskoppel Tn1 en het wrijvingskoppel Tn2.
Tijdens het proces van walsen van staalplaatde vervormingscapaciteiten opgeslagen in AB sectie van de staalplaat (zie Fig 1a en Fig 2) is 2Mθde gekoste tijd is 2θR/V (V de rolsnelheid is).
De verhouding is gelijk aan de macht van het vervormingskoppel Tn1namelijk:
Daarom,
Het wrijvingskoppel omvat het rolwrijvingskoppel tussen de bovenste en onderste rol en de stalen plaat en het glijdende wrijvingskoppel tussen de rolhals en de asbus, dat als volgt kan worden berekend:
In de bovenstaande formule:
f - Rolwrijvingscoëfficiënt, neem f = 0.008m
μ - Wrijvingscoëfficiënt, neem μ = 0.05-0.1d1,
d2 - Diameter bovenrol & onderrol (m)
D1, D2 - Diameter hals bovenrol & onderrol (m)
De grootte is nog niet nauwkeurig in de ontwerpfase, de waarde kan Di = 0.5di (i=1, 2). Het aandrijfkoppel T van de onderste rol is gelijk aan de som van het vervormingskoppel Tn1 en het wrijvingskoppel Tn2.
3.2 Vermogen aangedreven onderste rol
Het aangedreven vermogen van de onderste rol is:
In de bovenstaande formule:
P - Aandrijfvermogen (m - KW)
T - Gedreven krachtmoment (KN - m)
n2 - Rotatiesnelheid onderste rol (r - min-1), n2=2V/d2 (V is de rolsnelheid)
η - overdrachtsefficiëntie, η=0,65-0,8
Het vermogen van de hoofdmotor kan worden berekend uit de waarde van P.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd hoe massieve metalen platen veranderen in precieze cilindrische vormen? Dit artikel onthult de fascinerende mechanica achter plaatbuigmachines met vier rollen en onderzoekt hun structuur, werkingsprincipes en...
Heb je je ooit afgevraagd hoe een massieve stalen plaat in vorm wordt gebogen? In dit artikel onderzoeken we de fascinerende mechanica achter plaatwalsmachines en onthullen we de krachten en berekeningen...
Heb je ooit moeite gehad om de hartafstand tussen rollen in een machine te berekenen? In deze blogpost verkennen we een eenvoudige methode om deze cruciale meting te bepalen. Onze expert...
Heb je je ooit afgevraagd hoe een plaatbuigmachine met vier walsen zulke nauwkeurige rondingen kan maken? Dit artikel onderzoekt de berekening van zijwaartse rolpositieverschuivingen, geleid door een ervaren werktuigbouwkundig ingenieur....
Heb je je ooit afgevraagd hoe massieve staalconstructies worden gevormd tot perfecte cilinders en kegels? Dit artikel verkent de fascinerende wereld van plaatwalsmachines, essentiële gereedschappen in...
Heb je je ooit afgevraagd hoe massieve staalplaten worden omgevormd tot perfect gebogen vormen? In deze boeiende blogpost duiken we in de fascinerende wereld van 3-rols buigmachines. Ontdek...
Stelt u zich eens voor hoe u een vlakke plaat metaal met precisie en efficiëntie kunt omvormen tot een complexe kromming. Rolbuigmachines, die van cruciaal belang zijn in industrieën zoals scheepsbouw en ruimtevaart, bereiken dit met geavanceerde...
Heb je je ooit afgevraagd hoe die enorme staalconstructies worden gevormd tot perfecte rondingen? Rolbuigen is het geheim erachter. In dit artikel duiken we in de fascinerende wereld...