Bevestigingsmiddelen met schroefdraad: Oorzaken en voorzorgsmaatregelen voor losse verbindingen
Waardoor raken bevestigingsmiddelen met schroefdraad los en hoe kan dit worden voorkomen? Dit artikel onderzoekt de meest voorkomende redenen achter loszittende verbindingen, zoals trillingen, schokken en variabele belastingen, en biedt effectieve strategieën om dit probleem te beperken. Van het begrijpen van het mechanisme van zelfloslating tot het leren over geavanceerde borgmethoden zoals dubbele moeren en elastische sluitringen, u zult praktische oplossingen ontdekken om ervoor te zorgen dat uw bevestigingsmiddelen veilig blijven zitten en uw apparatuur operationeel blijft. Duik erin om uw kennis te vergroten en uw machines te beschermen.
Schroefdraadbevestigingen zijn gemakkelijk te monteren en demonteren en kunnen herhaaldelijk worden gebruikt. Een nadeel is echter dat ze onder bepaalde werkomstandigheden los kunnen komen te zitten, vooral als ze worden blootgesteld aan trillingen, schokken, wisselende belastingen en te grote temperatuurverschillen. Hierdoor kunnen de moeren losraken, waardoor de apparatuur onbruikbaar wordt of zelfs ernstige storingen kan veroorzaken.
Daarom is het cruciaal om de redenen voor losse verbindingen van bevestigingsmiddelen met schroefdraad te identificeren en effectieve preventieve maatregelen te implementeren bij het ontwerpen en selecteren ervan.
1. Redenen voor losse verbindingen van bevestigingsmiddelen met schroefdraad
1.1 Losheid veroorzaakt door aanvankelijk aandraaien
Na het aandraaien van de bevestigingsmiddelen met schroefdraad worden de oneffenheden en de micro-ruwheid van elk contactoppervlak, waaronder het schroefdraadprofiel, het lageroppervlak en het contactoppervlak van de verbonden onderdelen, verder verminderd tijdens het bewerkingsproces.
Deze vermindering treedt op wanneer de verbinding wordt blootgesteld aan omstandigheden zoals trillingen en het contactoppervlak kan zelfs gedeeltelijk worden ingedrukt, waardoor de bevestigingstoestand van de schroefdraadverbinding verandert. Hierdoor gaat de voorspankracht verloren en komt de schroefdraadverbinding los te zitten, een fenomeen dat bekend staat als initiële loslating.
Om dit probleem aan te pakken, wordt aanbevolen om de schroefdraadbevestigingen na een korte werkperiode opnieuw aan te spannen om de kracht te herstellen die verloren ging door het aanvankelijk losdraaien.
1.2 Losheid veroorzaakt door het instorten van het lageroppervlak
Als bij het verbinden van schroefdraadbevestigingen de contactdruk van het lageroppervlak van de bout of moer te hoog is, zal het oppervlak van het verbonden deel plastische vervorming ondergaan in de vorm van een ringvormige inzinking op het punt waar het contact maakt met het lageroppervlak van de bout of moer.
Als er tijdens het bewerkingsproces een sterke compressie of voortdurende plastische vervorming optreedt, kan dit de voorspankracht van de bevestigingsmiddelen verminderen of zelfs elimineren, wat leidt tot losse verbindingen. Dit type loskomen staat bekend als loskomen door indrukken en is een onvermijdelijke vorm van vervorming.
Om inzakken en loskomen te voorkomen, is het belangrijk om het contactoppervlak op de bout of moer te vergroten door een flens te maken of een geharde ring te gebruiken met een hogere sterkte en een groter contactoppervlak onder het lageroppervlak.
1.3 Zelf losmaken van schroefverbinding
De ervaring leert dat de meest voorkomende oorzaak van falen in schroefdraadverbindingen die worden blootgesteld aan dynamische belastingen, zelfloslating is.
Het mechanisme van zelfloslating is als volgt: in een schroefverbinding wordt wrijving gegenereerd op de contactoppervlakken van de binnen- en buitenschroefdraad en op de lageroppervlakken van de schroefbevestigingen en de verbonden onderdelen.
Wanneer de schroefverbinding los begint te raken, wordt het koppel dat nodig is om de wrijving op het schroefdraadcontactoppervlak te overwinnen aangeduid als M1:
Waarbij: Q de voorspankracht is die op de bout of schroef werkt, ook wel axiale kracht of klemming kracht; d2 de steekdiameter van de schroefdraad is; ρ de wrijvingshoek is.
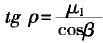
Voor driehoekige draden,
μ1 staat voor de wrijvingscoëfficiënt tussen de contactoppervlakken van de draden. β geeft de halve hoek van de tandvorm aan, terwijl α de stijgingshoek van de schroefdraadhelix aangeeft. Het is belangrijk op te merken dat de stijghoek van schroefdraden kan variëren afhankelijk van de diameter en meestal gebaseerd is op de stijghoek van schroefdraden met een spoeddiameter.
Zodra de schroef met schroefdraad is aangedraaid, kan het resulterende extra koppel M2 dat wordt geproduceerd door de wrijving op het lageroppervlak van de moer of schroefkop als volgt worden berekend:
Waarbij μ2 staat voor de wrijvingscoëfficiënt tussen het lageroppervlak van de moer of schroefkop en het contactoppervlak van het verbonden stuk, en D2 de gemiddelde diameter van het lageroppervlak (contactoppervlak) van de moer of schroefkop.
Wanneer de schroefverbinding los begint te raken, kan het totale koppel dat nodig is om de wrijving te overwinnen als volgt worden berekend:
Formule 3
Volgens formule 3 zal een bevestigingsmiddel met schroefdraad alleen automatisch loskomen als het totale koppel M gelijk is aan of kleiner is dan nul.
In het geval van een schroefverbinding onderworpen aan een statische belasting, is de wrijvingshoek p altijd groter dan de ophefhoek a, waardoor aan de zelfborgende voorwaarde wordt voldaan. Daarom zal de totale waarde tussen haakjes in formule 3 niet gelijk zijn aan of kleiner zijn dan nul en zal de schroefverbinding niet automatisch loskomen.
Onder dynamische belastingen, zoals trillingen en schokken, kan de normale druk op het schroefdraaddragende oppervlak echter onmiddellijk afnemen of zelfs gelijk zijn aan nul. Als de wrijvingsbeperking wegvalt, kan de moer door de trilling langs de helling naar beneden glijden, waardoor de moer geleidelijk los komt te zitten.
Dit is vergelijkbaar met een zwaar voorwerp op een hellend vlak, dat niet naar beneden glijdt als het niet trilt. Maar wanneer het trilt, kan het naar beneden glijden wanneer de wrijving vermindert of verdwijnt.
Dit loskomen wordt het vanzelf loskomen van schroefverbindingen genoemd. Na tienduizenden trillingscycli kan de wrijvingsweerstand van de schroefdraadverbinding uitgeput zijn, wat leidt tot licht of volledig losraken.
2. Gebruikelijke sluitmethoden
2.1 De relatie tussen draadbewegingsparen vernietigen
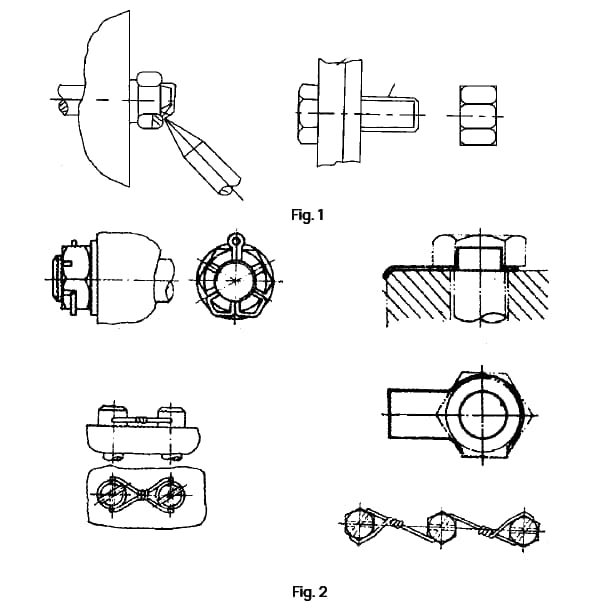
Een betrouwbare manier om losraken te voorkomen is door een afneembare schroefdraadverbinding om te zetten in een niet-afneembare verbinding door middel van lassen, lijmen of popnagelen (zie Fig. 1). Dit elimineert de bewegingseigenschappen van het schroefdraadpaar.
Een nadeel van deze methode is echter dat de bevestigingsmiddelen met schroefdraad onbruikbaar worden en dat het proces arbeidsintensief kan zijn.
Deze techniek wordt vaak gebruikt in scenario's waar demontage niet nodig is, maar het is wel essentieel om loszitten te voorkomen.
2.2 Vergrendeling met mechanische bevestigingen
Een manier om losraken te voorkomen is het gebruik van mechanische bevestigingsmiddelen om onderdelen met schroefdraad aan verbonden onderdelen of onderdelen met schroefdraad aan andere onderdelen met schroefdraad vast te zetten en te vergrendelen. De effectiviteit van deze methode is afhankelijk van de sterkte van de mechanische bevestigingen.
Deze aanpak heeft echter nadelen. De bevestigingsverbinding weegt zwaarder en het fabricage- en installatieproces kan omslachtig zijn. Bovendien is mechanische installatie niet altijd haalbaar.
Raadpleeg Fig. 2 voor algemene mechanische bevestigingsmethoden.
2.3 Wrijving verhogen
Het doel om loszitten te voorkomen wordt bereikt door de wrijving tussen schroefdraad of tussen de lageroppervlakken van bouten (schroeven) en moeren, of beide, te vergroten.
Het grootste voordeel van deze methode is dat ze niet beperkt is door het gebruik van ruimte en dat ze vele malen herhaaldelijk gemonteerd en gedemonteerd kan worden, en ook mechanisch gemonteerd kan worden.
Daarom wordt deze methode het meest gebruikt.
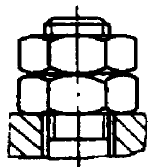
2.3.1 Dubbele moer
Draai twee bouten en moeren van dezelfde hoogte vast, zoals getoond in Figuur 3, om losraken te voorkomen.
De montagemethode bestaat erin eerst de binnenmoer aan te draaien tot 80% van het montagekoppel en vervolgens de buitenmoer aan te draaien tot 100% van het koppel.
Deze techniek zorgt voor een goede passing tussen de moer en de schroefdraad van de bout, waardoor de wrijvingsweerstand tegen loskomen aanzienlijk toeneemt.
Het gebruiksmodel wordt gekenmerkt door zijn eenvoudige structuur, gemakkelijke montage en uitstekende anti-losmakende werking.
Het nadeel is echter dat het gewicht toeneemt door de aanwezigheid van twee moeren en dat er meer installatieruimte nodig is.
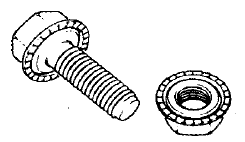
2.3.2 Contramoer en borgschroef met getand uiteinde
De onderkanten van moeren en schroefkoppen zijn gekarteld of getand. Dit wordt gedaan om "kartels" in te bouwen op het oppervlak van verbonden onderdelen wanneer er vooraanspanningskracht wordt uitgeoefend (zie Fig. 4), wat de wrijvingsweerstand tussen de contacten verhoogt en een goed losrakende werking heeft.
Het uitgangspunt van deze methode is om voldoende voorspankracht toe te passen op de bevestigingsmiddelen, want zonder een grote voorspankracht is er geen wrijvingsweerstand tussen de eindvlakken om los te komen. Deze methode kan echter niet worden gebruikt met sluitringen en vereist aandacht voor een redelijke afstemming van de hardheid. Over het algemeen moet de hardheid van de geklemde onderdelen lager zijn dan die van de bevestigingsmiddelen.
Het nadeel van deze methode is dat de zaagtand onder het eindvlak gemakkelijk het oppervlak van het verbonden stuk kan beschadigen.
Fig.3
Fig.4
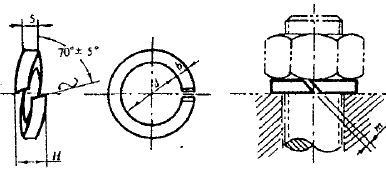
2.3.3 Elastische sluitringen
Diverse soorten sluitringen worden gebruikt in schroefdraadverbindingen, zoals veerringen, zadel- of golfvormige elastische ringen, tandvormige borgringen, enzovoort (zie Fig. 5).
Het gebruiksmodel vertrouwt op de veerspanning van de sluitring of de wrijvingsweerstand die wordt gegenereerd door het kromtrekken van de tanden om de vergrendelingsfunctie voor de schroefdraadverbinding te leveren.
Dit model heeft een eenvoudige structuur, lage kosten en is gemakkelijk te gebruiken. Het heeft echter een zwak anti-losmakend effect en is ongeschikt voor onderdelen die worden blootgesteld aan zware schokken en trillingen.
2.3.4 Effectief koppel borgmoeren en schroeven
De term "effectief draaimoment" verwijst naar de hoeveelheid draaimoment die een moer moet uitoefenen voordat hij kan vastdraaien en op de schroef kan draaien. In tegenstelling tot algemene bevestigingsmiddelen met schroefdraad, die vrij kunnen draaien tijdens het stationair draaien voordat ze worden vastgedraaid, hebben borgmoeren met een effectief koppel een aanzienlijk koppel nodig om boven het hoofd te kunnen draaien.
Er zijn twee soorten borgmoeren met een effectief koppel: volledig metalen borgmoeren en borgmoeren met een effectief koppel. niet-metalen borgmoeren plaatsen.
Fig.5
(1) Geheel metalen borgmoer met effectief koppel
Dit type topkam wordt gemaakt door de bovenkant van de topkam niet-cirkelvormig te maken of door groeven het bovenste uiteinde van de moer om plaatselijk de fittingdiameter te verkleinen en vervorming te creëren. Deze veranderingen verhogen de wrijvingsweerstand tussen de overeenkomende draden, waardoor de bout en moer stevig in elkaar vergrendelen (zie fig. 6). Dit type moer zorgt voor een goede vergrendeling.
Fig.6
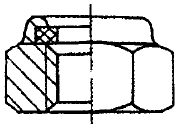
(2) Type effectief koppel niet-metalen borgmoer plaatsen
Het type moer dat een nylon ring borgmoer wordt genoemd, heeft een nylon ring in het bovenste uiteinde (zie Fig. 7).
Als de bout wordt vastgedraaid, zorgt de inwendige schroefdraad ervoor dat de nylon ring wordt samengedrukt.
Het nylon materiaal, met zijn hoge elasticiteit en taaiheid, biedt een aanzienlijke en stabiele wrijvingsweerstand tegen de bout en heeft uitstekende schokabsorptie- en trillingsdempende eigenschappen.
Daardoor heeft deze moer superieure vergrendelprestaties in vergelijking met volledig metalen borgmoeren en is hij zeer betrouwbaar tegen losdraaien.
Bovendien is het nylon materiaal veerkrachtig, waardoor het geschikt is voor herhaalde montage en demontage. Het kan worden gebruikt met bouten van verschillende precisie en sterkte.
Een nadeel van de nylon ringborgmoer is dat de gebruikstemperatuur wordt beperkt door de temperatuurlimiet van het nylon materiaal, die meestal tussen -50 en +100°C ligt.
Te hoge temperaturen kunnen het nylon materiaal zachter maken, terwijl te lage temperaturen het materiaal broos kunnen maken en de veroudering kunnen versnellen, waardoor de mechanische prestaties en de werking van de borgmoer aanzienlijk afnemen.
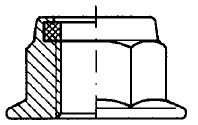
(3) Niet-metalen inzetflens borgmoer
De moer in figuur 8 is een flensmoer met een niet-metalen inzetstuk, waardoor een groter contactoppervlak ontstaat. Dit ontwerp combineert de voordelen van een borgmoer met niet-metalen inzetstuk en een flensmoer, wat resulteert in superieure prestaties tegen loskomen.
Het is belangrijk op te merken dat de temperatuurbestendigheid van de moer beperkt wordt door de temperatuurtolerantie van nylon.
Fig.7
Fig.8
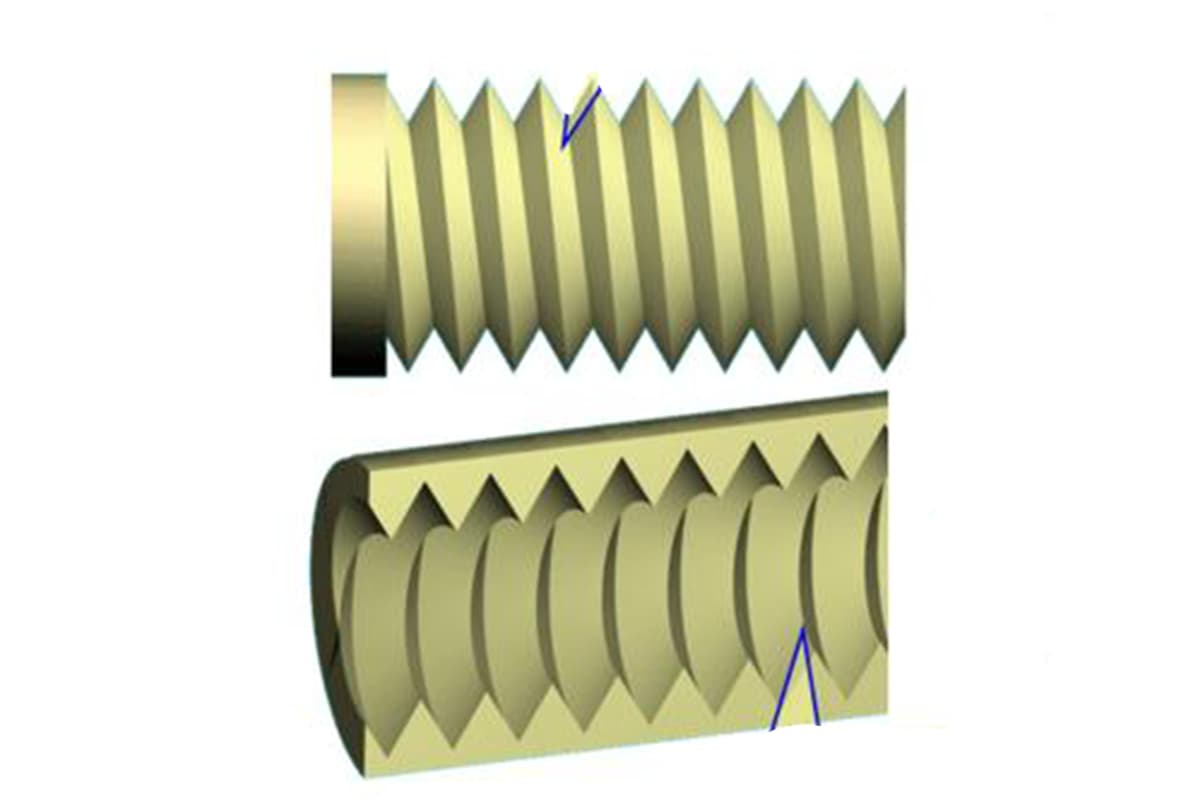
(4) Bout met voorgelakte borglaag
De volgende inhoud is professioneel nagelezen:
De bout of schroef met een voorgelakte borglaag verwijst naar een schroefdraadoppervlak van een bout of schroefstang dat bedekt is met een laag nylon of andere macromoleculaire materialen.
Het vergrendelprincipe van de bout of schroef is vergelijkbaar met dat van een nylon ring borgmoer.
Als de bout in de moer wordt geschroefd, wordt de nylon laag op het schroefdraadprofiel samengedrukt en vult het geëxtrudeerde materiaal de ruimte tussen de binnen- en buitenschroefdraad. Dit verhoogt de wrijving en bereikt het doel van vergrendeling.
Het is echter belangrijk op te merken dat er momenteel geen nationale norm is voor dit product.
3. Toepassing en herziening van methoden tegen loskomen
Er zijn verschillende methoden om te voorkomen dat bevestigingsmiddelen met schroefdraad losraken, die moeten worden geselecteerd op basis van de specifieke situatie in praktische toepassingen.
Het is belangrijk op te merken dat veerringen en platte ringen (zie Fig. 5), die vaak gebruikt worden in de mechanische industrie, niet ideaal zijn.
Statistieken en anti-vibratie testen van schroefdraadverbindingen hebben aangetoond dat de meest effectieve anti-vibratie en anti-losloopprestaties, en de langste levensduur van anti-losloopprestaties worden bereikt met het gebruik van effectieve koppel type niet-metalen inzet borgmoeren en effectieve koppel type niet-metalen inzet flensvlak borgmoeren.
Zelfs na langdurige blootstelling aan hevige schokken en trillingen vertonen deze moeren geen tekenen van losraken. Sommige buitenlandse experts noemen ze "borgmoeren die nooit loskomen".
Een nadeel van deze moeren is dat hun gebruikstemperatuur wordt beperkt door de temperatuurbestendigheid van het nylon materiaal.
Momenteel worden deze moeren veel gebruikt in niet-hogetemperatuuronderdelen van auto's.
Verwacht wordt dat met de technologische vooruitgang, het verbeterde begrip en de verbeterde temperatuurbestendigheid van nylon, deze moeren op grotere schaal gebruikt zullen worden.
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Ben jij een aspirant werktuigbouwkundig ingenieur die wil uitblinken in zijn vakgebied? In deze blogpost verkennen we de top 10 van onmisbare ontwerpsoftware voor werktuigbouwkunde die je...
Heb je je ooit afgevraagd hoe de integriteit van gelaste moeren en schroeven in je auto wordt gewaarborgd? Dit artikel onthult het nauwgezette proces van kwaliteitscontroles en inspecties die je auto...
Heb je je ooit afgevraagd wat ervoor zorgt dat een elektromotor soepel blijft draaien zonder oververhit te raken? Inzicht in de veilige bedrijfstemperaturen voor motoren is cruciaal voor hun levensduur en prestaties. In dit artikel...
Heb je je ooit verbaasd over de fascinerende wereld van het gieten? Dit eeuwenoude maar zich steeds verder ontwikkelende productieproces geeft op talloze manieren vorm aan ons dagelijks leven. In deze blogpost verkennen we de...
Heb je je ooit afgevraagd hoe de tandwielen in je auto of vliegtuig zo soepel werken? Dit artikel onthult de beste tandwielfabrikanten die de toekomst van werktuigbouwkunde vormgeven. Je leert...
Heeft u zich ooit afgevraagd hoe de wereld van de automatisering floreert? Dit artikel onderzoekt de top pneumatische bedrijven die innovatie stimuleren. Ontdek hoe deze industrieleiders onze toekomst vormgeven, van Japan tot Duitsland. Verwacht inzichten...
Ooit nagedacht over hoe kleine schroefdraden immense belastingen kunnen dragen? Dit artikel onthult de geheimen van metrische draaddoorsnedes en hun rol in de machinebouw. Leer hoe deze metingen...
Heb je je ooit afgevraagd waarom de motor van je auto soepel loopt of hoe zware machines naadloos werken? Het geheim zit hem in de gebruikte oliën - smeerolie en hydraulische olie. Dit artikel...
Heb je je ooit afgevraagd hoe de kleine klinknagels die massieve constructies bij elkaar houden eigenlijk werken? In dit artikel ontrafelen we de fascinerende wereld van klinknagelverbindingen, onderzoeken we hun soorten, sterkteberekeningen,...