
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Stelt u zich eens voor dat uw precisiemachine uit koers raakt door een kleine temperatuurverandering of een versleten schroef. Dit artikel gaat in op de fascinerende wereld van compensatie voor bewerkingsmachines en legt uit hoe moderne systemen zoals SINUMERIK afwijkingen aanpakken die te wijten zijn aan factoren zoals spelingen in de achteruit, fouten in de schroefspoed en temperatuurschommelingen. Leer hoe geavanceerde compensatietechnieken ervoor zorgen dat uw bewerkingsmachines hun pieknauwkeurigheid en betrouwbaarheid behouden en potentiële fouten omzetten in naadloze bewerkingen. Bereid u voor op een verkenning van de allernieuwste strategieën die uw machines onder controle houden en uw productie vlekkeloos laten verlopen.
Het systeem kan systematische machinegerelateerde afwijkingen registreren, maar deze kunnen tijdens later gebruik nog steeds optreden of toenemen door omgevingsfactoren zoals temperatuur of mechanische belasting. In zulke gevallen biedt SINUMERIK diverse compensatiefuncties.
Het compenseren van afwijkingen met metingen die verkregen zijn met werkelijke positie-encoders (zoals roosters) of aanvullende sensoren (zoals laserinterferometers) kan leiden tot betere bewerkingsresultaten.
Dit artikel geeft een overzicht van de gangbare compensatiefuncties van SINUMERIK. De praktische SINUMERIK meetcyclus, zoals "CYCLE996 motion measurement", kan eindgebruikers uitgebreid ondersteunen bij de continue bewaking en het onderhoud van bewerkingsmachines.
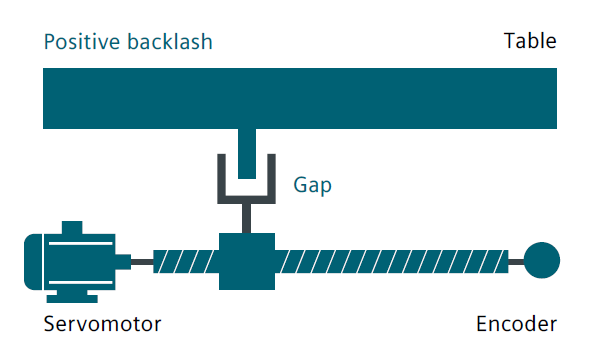
De krachtoverbrenging tussen bewegende delen en hun aandrijfcomponenten, zoals kogelomloopspillen, kan onderbrekingen of vertragingen veroorzaken. Mechanische structuren zonder speling verhogen de slijtage van de bewerkingsmachine aanzienlijk en zijn technisch moeilijk te realiseren.
Mechanische speling creëert een afwijking tussen het as/spilpad en de gemeten waarde van het indirecte meetsysteem. Dit betekent dat wanneer de richting verandert, de as te ver of te dichtbij beweegt, afhankelijk van de grootte van de speling.
Bovendien worden het werkplatform en de bijbehorende encoders beïnvloed. Als de encoder voor het werkstation is geplaatst, zal deze de instructiepositie eerder bereiken, waardoor de werkelijke bewegingsafstand van de bewerkingsmachine korter wordt.
Bij bewerkingen met bewerkingsmachines kan de compensatiefunctie voor speling in achteruit op de betreffende as worden gebruikt om automatisch de afwijking van eerdere records te activeren bij het achteruitrijden. De afwijking van eerdere registraties wordt dan op de actuele positiewaarde gesuperponeerd.
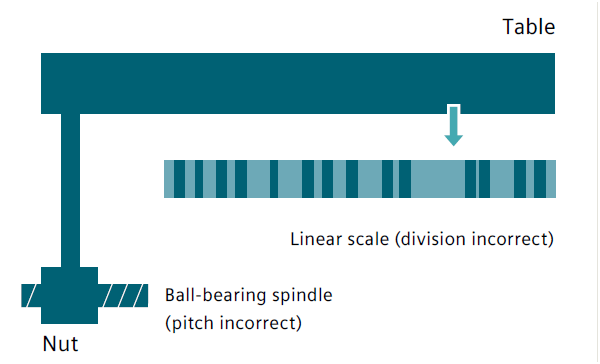
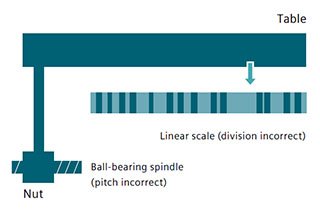
Het principe van indirecte meting in CNC-besturingssystemen is gebaseerd op de aanname dat de spoed van de kogelomloopspil constant blijft binnen het effectieve slagbereik.
Daarom kan in theorie de werkelijke positie van de rechte as worden afgeleid op basis van de positie van de bewegingsinformatie van de aandrijfmotor.
De fabricagefouten van de kogelomloopspil kunnen echter een afwijking in het meetsysteem veroorzaken, die ook wel schroefspoedfout wordt genoemd.
Meetvertekening (afhankelijk van het gebruikte meetsysteem) en installatiefout van het meetsysteem (ook wel meetsysteemfout genoemd) op de bewerkingsmachine kunnen dit probleem nog verergeren.
Om deze twee fouten te compenseren, kan een onafhankelijk meetsysteem, zoals een lasermeetsysteem, worden gebruikt om de natuurlijke foutencurve van CNC-machines te meten. De vereiste compensatiewaarde kan dan worden opgeslagen in het CNC-systeem voor latere compensatie.
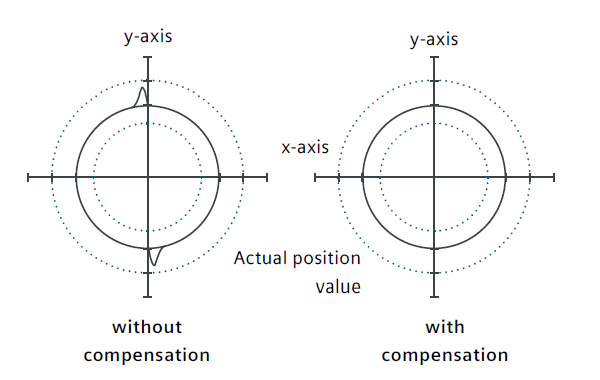
Kwadrantfoutcompensatie, ook wel wrijvingscompensatie genoemd, is geschikt voor alle bovengenoemde situaties, omdat het de contournauwkeurigheid tijdens het bewerken van cirkelcontouren aanzienlijk kan verbeteren.
De reden hiervoor is dat bij kwadrantomrekening de ene as met de hoogste voedingssnelheid beweegt, terwijl de andere as stil blijft staan. Als gevolg hiervan kan verschillend wrijvingsgedrag van de twee assen leiden tot contourfouten.
Kwadrantfoutcompensatie vermindert deze fout effectief en zorgt voor uitstekende bewerkingsresultaten. De dichtheid van de compensatiepuls kan worden ingesteld volgens de karakteristieke curve gerelateerd aan de versnelling, die kan worden bepaald en geparametreerd via rondheid testen.
Tijdens het testen van de rondheid worden de werkelijke positie van de cirkelomtrek en de afwijking van de programmeerradius (vooral bij omkering) gekwantificeerd en grafisch weergegeven op de mens-machine interface.
In de nieuwe versie van de systeemsoftware kan een geïntegreerde dynamische wrijvingscompensatiefunctie het wrijvingsgedrag van de bewerkingsmachine dynamisch compenseren bij verschillende draaisnelheden. Dit helpt om fouten in de bewerkingscontouren te verminderen en een hogere besturingsnauwkeurigheid te bereiken.
Als het gewicht van een enkel onderdeel van een bewerkingsmachine verplaatsing en kanteling van het bewegende onderdeel veroorzaakt, is doorzakcompensatie vereist omdat dit doorzakken van de relevante machineonderdelen kan veroorzaken, waaronder het stuursysteem.
Hoekfoutcompensatie is nodig als de bewegende assen niet correct onder de juiste hoek op elkaar zijn uitgelijnd, bijvoorbeeld als ze loodrecht op elkaar staan.
Naarmate de verschuiving van het nulpunt toeneemt, neemt ook de positiefout toe. Beide fouten worden veroorzaakt door het gewicht van de machine of het gewicht van het gereedschap en het werkstuk.
Tijdens het foutopsporingsproces worden de correctiewaarden gemeten, gekwantificeerd en opgeslagen in SINUMERIK in de vorm van een compensatietabel, afhankelijk van de corresponderende positie.
Wanneer de machine in bedrijf is, wordt de positie van de relevante as geïnterpoleerd op basis van de compensatiewaarde van het opslagpunt. Voor elke continue padbeweging zijn er zowel basis- als compensatieassen.
Warmte kan ervoor zorgen dat de onderdelen van een machine uitzetten, waarbij het uitzettingsbereik afhankelijk is van de temperatuur en de thermische geleidbaarheid van elk onderdeel.
Verschillende temperaturen kunnen leiden tot veranderingen in de werkelijke positie van elke as, wat de nauwkeurigheid van het werkstuk tijdens het verwerken negatief kan beïnvloeden.
Om deze veranderingen in werkelijke waarden te compenseren, kan temperatuurcompensatie worden gebruikt, waarbij foutcurven van alle assen bij verschillende temperaturen worden gedefinieerd.
Voor een correcte compensatie van thermische uitzetting moeten de temperatuurcompensatiewaarde, referentiepositie en lineaire gradiënthoekparameters van de PLC naar de CNC-besturingssysteem met functieblokken.
Het besturingssysteem elimineert automatisch veranderingen in onverwachte parameters, waardoor overbelasting van de bewerkingsmachine wordt voorkomen en de bewakingsfunctie wordt geactiveerd.

Systematische geometrische fouten van roterende koppen en revolverkoppen kunnen optreden door de positie van de roterende as, onderlinge compensatie en fouten in de gereedschapsoriëntatie. Bovendien kunnen er ook kleine fouten optreden in het geleidingssysteem van de aanvoeras in elke bewerkingsmachine.
Lineaire positiefouten treden op bij lineaire assen, terwijl roterende assen horizontale en verticale fouten kunnen hebben. rechtheid fouten, evenals fouten in de verticale en horizontale hoek en de rolhoek. Er kunnen ook andere fouten optreden bij het uitlijnen van de componenten van de bewerkingsmachine, zoals verticale fouten.
In een bewerkingsmachine met drie assen kunnen er 21 geometrische fouten zijn bij de punt, waaronder zes foutsoorten per lineaire as vermenigvuldigd met drie assen, plus drie hoekfouten. Deze afwijkingen vormen samen een totale fout, ook wel ruimtelijke fout genoemd.
Ruimtelijke fout is de afwijking tussen de positie van het gereedschapsmiddelpunt (TCP) van de actuele gereedschapsmachine en die van een ideale, foutloze gereedschapsmachine. De partner voor SINUMERIK-oplossingen kan de ruimtelijke fout bepalen met behulp van lasermeetapparatuur. Het is echter noodzakelijk om de fout van alle bewerkingsmachines in de gehele bewerkingsruimte te meten, in plaats van slechts een enkele positie.
Het is essentieel om de meetwaarden van alle posities te registreren en de curve uit te zetten, omdat de grootte van elke fout afhangt van de positie van de relevante toevoeras en de gemeten positie. Zelfs als de Y-as en de Z-as zich op bijna dezelfde positie op de X-as bevinden, kan de afwijking die resulteert in de X-as verschillen als ze zich in verschillende posities bevinden.
Met behulp van "CYCLE996 - bewegingsmeting" duurt het bepalen van de fout in de rotatieas slechts enkele minuten. Dit betekent dat de nauwkeurigheid van de bewerkingsmachine continu kan worden gecontroleerd en zo nodig gecorrigeerd, zelfs tijdens de productie.

De afwijking is het verschil tussen de positiecontroller en de standaard wanneer de machine-as beweegt.
Asafwijking is het verschil tussen de doelpositie en de werkelijke positie van de as van de bewerkingsmachine.
Afwijkingen kunnen leiden tot onnodige contourfouten, vooral wanneer de contourkromming verandert, zoals bij cirkelvormige of vierkante contouren.
Gebruik de geavanceerde NC-taalopdracht FFWON in het onderdeelprogramma om de snelheidsafhankelijke vertekening langs de baan tot nul te reduceren.
Met feedforwardregeling kan de nauwkeurigheid van de baan worden verbeterd, wat leidt tot betere bewerkingseffecten.
FFWON activeert het feedforward besturingscommando.
FFWOF schakelt de feedforward besturingsopdracht uit.
In extreme gevallen kan de elektronische contragewichtfunctie worden geactiveerd om te voorkomen dat het doorhangen van de as de bewerkingsmachines, gereedschappen of werkstukken beschadigt.
In lastassen zonder mechanische of hydraulische tegengewichten kan de verticale as onverwacht doorhangen zodra de rem wordt losgelaten.
Door het elektronische contragewicht te activeren, kan het de onverwachte daling van de as compenseren. Het constante balanskoppel handhaaft de positie van de hangende as nadat de rem is losgelaten.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











