
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Waarom mislukken lassen soms, met kostbare fouten en veiligheidsrisico's tot gevolg? Dit artikel gaat in op de macroanalyse van lasdefecten en behandelt veelvoorkomende problemen zoals stomas, slakinsluiting en scheuren. Door deze defecten en hun oorzaken te begrijpen, kunnen lassers en ingenieurs de kwaliteit en betrouwbaarheid van verbindingen aanzienlijk verbeteren. Lees verder om te leren hoe u deze kritieke problemen bij het lassen kunt identificeren, voorkomen en aanpakken.
De eisen voor lasconstructies, producten en verbindingen zijn divers, inclusief de prestaties van de verbinding en organisatorische eisen. Bovendien mogen er geen defecten zijn in uiterlijk, vorm, maatnauwkeurigheid, lasvorming, oppervlak en binnenwerk.
Om problemen snel te identificeren en op te lossen, wordt meestal eerst een macroanalyse uitgevoerd, indien nodig gevolgd door een microscopische analyse. De belangrijkste focus van macroanalyse is de defectanalyse van gelaste verbindingen.
De metallografische structuuranalysemethode met lage vergrotingsfactor wordt gebruikt om de oorzaak van interne defecten in de lasverbinding vast te stellen door middel van inspectie, samen met microstructuuranalyse met hoge vergrotingsfactor. Dit helpt bij het identificeren van manieren om defecten te voorkomen en te elimineren, waardoor de kwaliteit van de lasverbinding verbetert.
Door middel van bemonstering, slijpen, etsen en fotografie met lage vergrotingsfactor kunnen macrodefecten in lasverbindingen duidelijk en intuïtief worden geïnspecteerd. Dit, in combinatie met overeenkomstige lasnormen, wordt gebruikt om te beoordelen of de lasproces, werknemers en structuur voldoen aan de relevante gebruiksvereisten.
Op basis van de oorzaken en vormen van defecten kunnen macrodefecten in lasnaden voornamelijk in de volgende categorieën worden onderverdeeld:
Tijdens het kristallisatieproces bij het lassen kunnen gassen vast komen te zitten in het lasbad en stoma's vormen voordat ze kunnen ontsnappen.
Stomas zijn een veelvoorkomend type defect dat kan voorkomen in lasverbindingen, zowel aan het oppervlak van de las als binnenin de las.
Deze defecten kunnen moeilijk te detecteren zijn met conventionele lasproductiemethoden, wat kan leiden tot ernstige schade.
Interne poriën die in de las ontstaan worden interne poriën genoemd, terwijl oppervlakteporiën de poriën zijn die zichtbaar zijn aan de buitenkant van de las.

Slakkeninsluiting verwijst naar de aanwezigheid van slakken of andere niet-metaalachtige materialen binnen de las, wat een veelvoorkomend lasdefect is.
In lastechnieken met gevulde lasdraad, zoals bij booglassen onder poederdek, kan slak ontstaan als gevolg van slechte draadafzetting. Bij CO2 lassen zonder vloeimiddel, kan slak ontstaan uit gedesoxideerde producten die achterblijven binnen het meerlaagse lasmetaal.

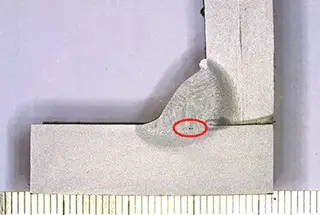
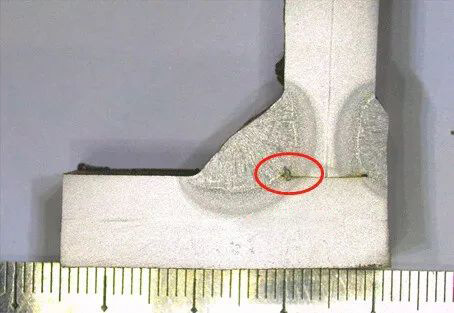
Onvolledige penetratie verwijst naar het deel van de wortel van de verbinding dat ongevuld blijft tijdens de lasproces.
Onvolledige samensmelting is een veelvoorkomend lasdefect, dat optreedt als er een plaatselijke spleet is tussen het gesmolten lasmetaal en het basismetaal of tussen het gesmolten lasmetaal en aangrenzende lasrupsen of lagen.
Het gebied tussen het basismetaal en het lasmetaal dat niet volledig versmolten is tijdens het lassen. puntlassen wordt onvolledige fusie genoemd.


Lasscheuren kunnen worden onderverdeeld in verschillende types op basis van hun uiterlijk en oorzaken, waaronder warmscheuren (zoals kristallisatiescheuren, liquefactiescheuren bij hoge temperatuur en multilateralisatiescheuren), koude scheuren (zoals vertraagde scheuren, verhardende verbrossingsscheuren en scheuren in lage plastische toestand), reheat scheuren en lamellaire scheuren.
Ondersnijding, ook wel undercut defect genoemd, treedt op wanneer het neergesmolten metaal tijdens het lassen het gesmolten deel van het basismetaal niet volledig bedekt, wat resulteert in een groef onder het oppervlak van het basismetaal aan de teen van de las.
Deze spleet wordt veroorzaakt doordat de lasboog de rand van het lasstuk smelt zonder te worden opgevuld door het gesmolten metaal van het lasstaaf.
Als de ondersnijding te diep is, kan dit de sterkte van de verbinding verzwakken en mogelijk structurele schade veroorzaken op de plaats van de ondersnijding.

Naast de eerder genoemde defecten zijn er nog andere veelvoorkomende lasdefecten omvatten poreusheid, koude overlap, doorbranden, lasparels, krimpholte, put, instorting, ongelijkmatige grootte van het lasbeen, te veel holte of bolling en een ongelijke hoek van de lasspiegel.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











