
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Heb je je ooit afgevraagd hoe de strakke, glanzende roestvrijstalen spoelbakken in je keuken worden gemaakt? Dit artikel neemt je mee door de fascinerende reis van ruw staal naar het gepolijste eindproduct en onthult de ingewikkelde stappen en machines die hierbij komen kijken. Maak je klaar om het gedetailleerde proces te verkennen en ontdek wat deze spoelbakken zowel duurzaam als mooi maakt.

Voordat we begrijpen hoe roestvrijstalen spoelbakken worden gemaakt, kijken we eerst even naar wat roestvrijstalen spoelbakken zijn.

Roestvrijstalen spoelbakken verschenen voor het eerst in Europa en de Verenigde Staten, en de eerste roestvrijstalen spoelbakken van China verschenen in Taiwan.
In het begin van de jaren negentig brachten Taiwanese handelaren roestvrijstalen spoelbakken mee toen ze investeerden op het Chinese vasteland.
In het begin waren er merken als "Mantangchun" en later "Molin".
Roestvrijstalen spoelbakken worden gemaakt met roestvrij staal als grondstof.
Het hoofdlichaam wordt verwerkt door integraal trekken of lassen en vervolgens door oppervlaktebehandeling.
Roestvrijstalen spoelbakken worden in moderne keukens gebruikt als een van de onmisbare onderdelen voor het wassen van groenten of afwas.

Welke apparatuur is er nodig om spoelbakken van roestvrij staal te maken?
Ik zal het je laten zien.
De productie van roestvrijstalen spoelbakken vereist:
Voor de tekenmachine is een 400T en een 500T tekening nodig. persmachine.
De 400T trekpersmachine wordt gebruikt om te trekken en de 500T pers wordt gebruikt om te vormen.
Er is een hydraulische pers van 200 ton nodig voor het trimmen van randen.
De power press wordt voornamelijk gebruikt voor perforeren.
De 4 sets mallen zijn een trekmatrijs, een vormmatrijsrespectievelijk een snijmatrijs en een ponsmatrijs.
Nu we een kort begrip hebben van roestvrijstalen spoelbakken en de apparatuur waarmee ze worden gemaakt, is de vraag hoe ze worden gemaakt.
Laten we eens duiken in het productieproces van roestvrijstalen spoelbakken.

De gootsteenfabriek koopt staalplaten van verschillende breedtes en diktes, afhankelijk van de verschillende productievereisten van de gootsteen.
De dikte van het plaatwerk dat vaak wordt gebruikt bij de productie van roestvrijstalen spoelbakken ligt tussen 0,8 mm en 1,5 mm.
Het plaatstaal wordt op gewicht gerold geleverd aan de gootsteenfabriek.
Meestal is de maximale breedte van de ongesneden staalplaat 1220 mm en de lengte is bijna onbeperkt.

De vervormbaarheid van de staalplaat is beperkt.
Om scheuren en schade aan de staalplaat tijdens het trekproces te voorkomen, moet er in het beginstadium een lamineerfilm op de staalplaat worden aangebracht.
De coating bedekt slechts één kant van de staalplaat en de kant met de coatinglaag wordt in de volgende trekstap naar de mal gericht.
De filmcoating kan voor of na het snijden worden aangebracht.
Afhankelijk van de verschillende ontwerplengtes van de spoelbakken, moet de lange staalplaat in segmenten worden geknipt door een snijmachine voor plaatmetaal om aan de afmetingen van de blanking te voldoen.
Op de foto hieronder kun je zien dat de arbeiders de coating van de folie afwerken door de rolschakelaar te bedienen om de beschermfolie en de staalplaat tegelijkertijd door de walszone te laten gaan.

Wanneer de gecoat plaatstaal door de guillotine gaat, drukt de arbeider op de guillotineschakelaar als dat nodig is om de staalplaat op de gewenste lengte af te snijden.

Na het snijden heeft de plaat nu een regelmatige rechthoekige vorm.
Om de vorm van de gootsteen ruwweg aan te passen, moet de plaat ook in de snijmachine worden gevoerd voor het uitsnijden van de hoeken.
Het plaatwerk, na de hoek inkervingis over het algemeen veelhoekig en heeft soms boogranden.

Breng de tekenolie gelijkmatig aan op beide zijden van het plaatwerk na het coaten en snijden.
De trekolie zorgt ervoor dat de plaat gelijkmatig wordt belast, vermindert de kans op trekscheuren en verlengt de levensduur van de mal en de persmachine.
Leg de metalen plaat op de werktafel van de trekpers.
Er zijn openingen in de bovenste en onderste gelamineerde platen op de werkbank.
De productmal bevindt zich in de opening van de onderste plaat van de werkbank (rood gearceerd in de volgende afbeelding).

Na het indrukken van de motorschakelaar daalt de bovenste plaat van de werktafel van de hydraulische pers en zakt de hele werktafel.
Tijdens het zinkproces blijft de horizontale positie van de mal onveranderd, zodat de staalplaat wordt omhoog gedwongen om de vormtekening te voltooien.
De eerste tekeningdiepte moet 80% of meer zijn van de totale ontwerpdiepte.
Haal het aanvankelijk gevormde bassin weg en reinig de werkbank die vervuild is met de tekenolie.

De spoelbak met water na het eerste tekenproces wordt naar het reinigingsstation gestuurd om de film af te pellen, en de resterende tekenolie wordt weggespoeld ter voorbereiding op het eerste tekenproces. gloeien proces.
Waarom is gloeien nodig?
In het tekenproces, als de ontwerpdiepte van de gootsteen minder dan 160 mm is, kan de gewenste diepte in één tekening worden bereikt.
Wanneer de diepte van de gootsteen 180 mm tot 250 mm bereikt, is de kans dat de roestvast stalen plaat scheurt door één trek sterk toegenomen. Om scheuren te voorkomen en de kwaliteit van de gootsteen te waarborgen, is een gloeiproces nodig.

Om aan de vraag naar dieptrekken te voldoen, zijn momenteel een gloei-behandeling en secundair trekken nodig.
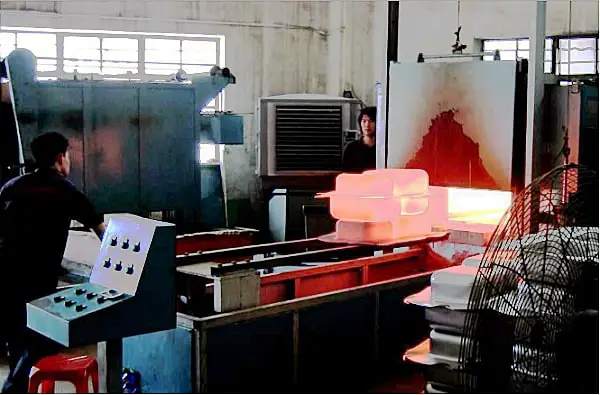
De gloeibehandeling herstelt de activiteit van de roestvaststalen plaat die tijdens het eerste trekproces sterk gespannen is.

De gloeilijn zelf is een 20 meter lange hogetemperatuurlijn met een oventemperatuur van ongeveer 1150℃.
De in- en uitgangen bevinden zich aan beide zijden en de spoelbakken worden getransporteerd door een kraanslot van het kabeltype of een transportband.
De lijn kan 30 spoelbakken tegelijk verwerken.
Het gloeiproces omvat ook demagnetiseren, waardoor de magnetische eigenschappen van roestvrij staal, veroorzaakt door het trekken, verdwijnen.
Veel zinkfabrieken hebben geen eigen gloeilijn en besteden het proces uit aan een externe gloeiwinkel.
Soms gebruikt de zinkfabriek een gloeioven om aan de eigen vervangingsbehoeften te voldoen.

De gegloeide watersink wordt onderworpen aan een tweede trekproces met behulp van een mal en een hydraulische pers.
De tweede tekening moet volledig worden uitgerekt tot de ontworpen diepte.

Na het tweede trekproces van de waterzink is er geen krimp meer in de rand van de staalplaat.
In dit stadium is het nodig om overtollige afwerking van het eindproduct te verwijderen.
Bij het snijden van de rand is het essentieel om de installatiepositie van de verstijvingsrib boven de tegenbak te reserveren.

De afvoergaten en overloopgaten worden achtereenvolgens door de ponsmachine op een speciale mal geponst.
Afhankelijk van de werkelijke omstandigheden van de plaat en de ponsapparatuur, kan het nodig zijn om eventuele bramen op het doorslijpvlak te verwijderen.

Als het een rollasbassin met twee tanks of een bodemlasbassin is, moet het na het ponsen van de gaten aan de bovenste plaat van de watergeefplaat worden gelast.
Rollassen wordt meestal gedaan door CNC-lassen, maar het kan ook met de hand worden gesoldeerd door arbeiders.
Als het een stomplassen bekken is het noodzakelijk om aan beide zijden van het bekken stuiklassen uit te voeren.
Een onderscheidend kenmerk van de stuiklasbak is de laslijn tussen de twee zijden van de bak.

De ribben/haken worden gelast met een laser puntlasser.
Afhankelijk van de instellingen van het apparaat produceert elke puntlas ongeveer drie soldeerverbindingen.
Stripverstevigingsribben vereisen puntlassen meerdere keren op verschillende locaties.
Er kan ook lijm worden gebruikt om de ribben/haken te lijmen, afhankelijk van de eisen van de besteller.

Coni blank coaten is de unieke oppervlaktebehandelingstechniek van de spoelbak uit de C-reeks.
Daarnaast is de huidige gemeenschappelijke oppervlaktebehandeling processen omvatten de volgende VIER typen:
Hier wordt het schuurproces (tekenen) specifiek geïntroduceerd.
Het slijpen is onderverdeeld in drie of vier stappen, afhankelijk van het verschil tussen het bassin en de apparatuur.
Het eerste deel dat gepolijst moet worden is de onderkant van de gootsteen.
Daarna wordt de gootsteenwand geslepen.

Afhankelijk van de automatiseringsgraad van de spoelinstallatie bestaat soms het volgende proces om de vereiste slijpvaardigheden van de arbeiders te verlichten.
Aangezien de twee aangrenzende vlakken in verschillende richtingen gepolijst worden, zullen er waarschijnlijk chaotische lijnen ontstaan aan de randen waar de texturen elkaar raken.

Met een slijpschijf worden alle wanordelijke lijnen tussen de twee verticale vlakken verwijderd.
Aan het einde van het slijpproces wordt de bovenplaat geslepen om het laspunt, de laslijnen en de oppervlaktefouten die zichtbaar zijn in het bekken te verwijderen.

Uitgraven van het gat van de waterkraan op de positie volgens de vereisten van de bestelling.

Dit proces heeft een hoge mate van vrijheid en kan direct worden overgeslagen volgens de ordervereisten, of het kan plaatsvinden vóór elk proces na het lassen.
De markering van de roestvrijstalen gootsteen omvat voornamelijk de volgende twee methoden: lasermarkering en reliëfmarkering.
Embossing Mark

Duw de spoelbak volledig in de bajonetpositie voor een consistente afdrukpositie.
Lasermarkering

Voor markeren wordt lasermarkeren gebruikt.
Naast volledig geautomatiseerde lasermarkering is er ook een goedkopere handmatige lasermarkering voor positionering (zoals op de volgende afbeelding).
Plaats het semipermeabele membraan met het merklogo op de aangewezen markeerpositie en gebruik een handlaserstraler om het op nulafstand te verlichten.
De laser gaat door het lichtdoorlatende gedeelte van het semipermeabele membraan om cauterisatie op het roestvrijstalen oppervlak te bereiken.

Elke kleine beschadiging die in elke productiefase optreedt, maar nog wel commerciële waarde heeft, wordt vóór het spuiten met de hand naar de reparatieplaats gestuurd.

Er wordt een bodemspraybehandeling uitgevoerd.
Er zijn drie doelen voor sproeien:
De meeste fabrikanten van gootstenen brengen echter alleen verf aan tijdens het spuiten en hebben geen anticondensfunctie.
Naast spuiten kan beitsen ook brandplekken verwijderen die veroorzaakt zijn door gloeien.

Het schoonmaakwerk omvat het verwijderen van de achtergebleven tekenolie, vuil en spray van de voorkant van de gootsteen, evenals eventuele restjes van de slijpschijf en roestvrij staal, vingerafdrukken en ander stof.
De gootsteen kan worden verpakt in beugels, grote dozen of zelfs kleinhandelsverpakkingen volgens de eisen van verschillende klanten.

Ten slotte wordt het product in het magazijn geplaatst en wacht het op levering op de door de koper opgegeven locatie.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











