
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
Stel je voor dat je plaatmetaal zou kunnen buigen zonder een enkel merkteken of kras achter te laten. In dit artikel verkennen we innovatieve technieken voor het buigen van plaatwerk zonder markeringen, waarbij we uitdagingen zoals wrijving, materiaalhardheid en matrijsontwerp aanpakken. Je ontdekt methodes zoals rolmatrijzen, nylon inzetstukken en antikrasfilms, allemaal ontworpen om de ongerepte kwaliteit van metalen oppervlakken te behouden. Aan het eind begrijp je de beste werkwijzen en gereedschappen om vlekkeloze bochten te maken en zowel het uiterlijk als de precisie van je metaalwerk te verbeteren.

Buigmatrijzen zijn de primaire verwerkingsapparatuur die wordt gebruikt bij het vormen van plaatmetaal.
Met de groei van industrieën zoals machinebouw, auto's, schepen, lucht- en ruimtevaart, elektrische instrumentatie en gebouwdecoratie, vragen verwerkende bedrijven steeds meer om hogere precisie en complexiteit in de vorm van plaatwerkproducten, evenals een hogere oppervlaktekwaliteit.
Vooral het buigproces voor roestvrijstalen en aluminium platen vereist krasvrije oppervlakken.
Om buigsporen op het oppervlak van plaatmetalen onderdelen te voorkomen tijdens het afkantpers buigen proces zullen we de oorzaken van deze markeringen onderzoeken vanuit vier perspectieven: buigmethode, hardheid van het materiaal, holle matrijsstructuur, selectie van de afkantpers en precisie van de matrijs.

Fig.1
Figuur 1 toont de onderste matrijs structuur in de traditionele buigmethode, die meestal een V-vormige groef van verschillende grootte heeft om platen van verschillende diktes te buigen. Tijdens het buigproces beweegt de plaat langs de rand van de V-groef in de onderste matrijs, wat leidt tot samendrukking en wrijving gegenereerd door de buigkrachtDit resulteert in duidelijke buigsporen op het oppervlak van het gevormde plaatstaal. De breedte van deze defecten is ongeveer 0,414 keer de breedte van de V-groef, waardoor het uiterlijk en de kwaliteit van het product ernstig worden aangetast.
Om de gebreken bij traditioneel buigen aan te pakken, is het nodig om de plaatbeweging, wrijving en extrusiedruk te overwinnen die tijdens het buigproces worden gegenereerd door de V-groef in de onderste matrijs.
Als een plaatstalen product nodig is zonder krassen of vlekken, is een afkantpers De operator moet geschikte oplossingen kiezen om wrijving tussen het plaatmetaal en het gereedschap te voorkomen.
Het meest voorkomende probleem is hoe je de twee lijnen verbergt die kunnen verschijnen in het contactgebied tussen de matrijs en het plaatmetaal. Er zijn verschillende manieren om ze te vermijden:
(1) Reinig en smeer de matrijzen:
Het tegen elkaar wrijven van de metalen en de daaruit voortvloeiende krassen en markeringen kunnen worden verminderd door vuil zoals aanslag of zink van de matrijzen te verwijderen en een smeermiddel aan te brengen om de wrijving te verminderen.
(2) Matrijzen met grotere radius:

Sommige matrijzen hebben een grotere krommingsstraal tussen het bovenvlak en de rand van de vertanding. In de praktijk wordt bij een bepaalde V-vormige matrijsopening het contactvlak tussen de matrijs en het plaatmetaal afgerond om de wrijving tussen de metalen te verminderen.
Dit is een zeer effectieve oplossing zonder extra kosten behalve de kosten van de matrijzen, die dezelfde levensduur hebben als standaard matrijzen. Het enige nadeel van het afronden van de steunzone is de noodzaak om de minimale binnenrand iets te verhogen om te voorkomen dat de plaat valt.
in de V van de dobbelsteen
(3) Rolmerk-vrije matrijs
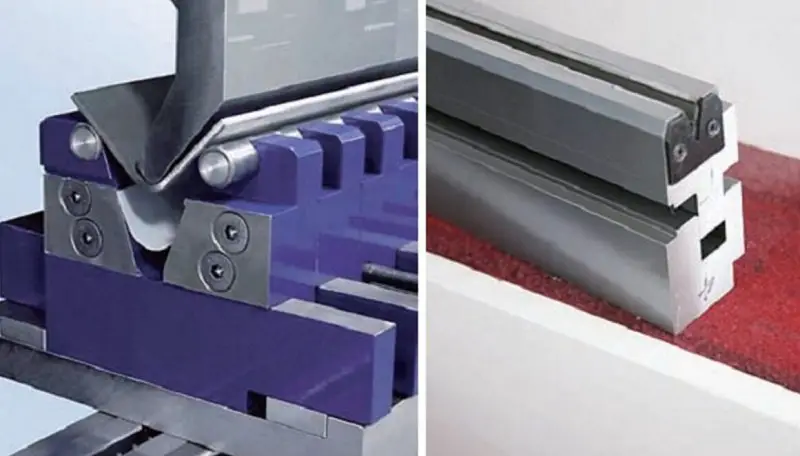
Tijdens de buigprocesHet werkstuk komt in contact met de gecementeerde hardmetalen doorn op de onderste matrijs en de doorn draait in de richting van de bewegende plaat.
Hierdoor verandert de wrijving van traditionele glijwrijving in rolwrijving, waardoor buigsporen en extrusiegerelateerde slijtage op het oppervlak van het werkstuk worden verminderd en het uiterlijk en de precisie worden verbeterd.
Tijdens het buigproces is er echter nog steeds sprake van knijpdruk tussen de onderste matrijsrol en de plaat, waardoor buigsporen niet volledig kunnen worden vermeden, vooral bij het buigen van zachte metalen platen.
Matrijzen met rollen verminderen de wrijving aanzienlijk en voorkomen oppervlakkige krassen op het plaatmetaal, maar ze zijn ook vrij duur en moeten regelmatig worden schoongemaakt om ervoor te zorgen dat vuil niet verhindert dat de rol in zijn zitting draait.
Matrijzen met rollen zijn erg handig voor het buigen van dik plaatstaal, omdat ze
de benodigde kracht verminderen.
(4) Plaat draaien-markeren-vrij matrijs

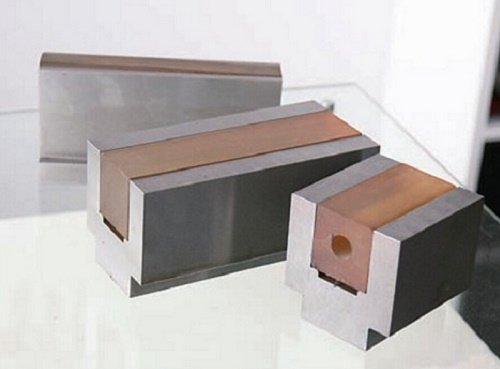
Fig.3
Afbeelding 3 toont de structuur van de plaat-roterende-merk-vrije matrijs.
Tijdens het persproces duwt de bovenste stempel het werkstuk in de onderste matrijs en wanneer het werkstuk in contact komt met het roterende oppervlak, draait de roterende-draaiende plaat in de onderste matrijs.
Dit elimineert het relatieve glijden tussen het werkstuk en de onderste matrijs, wat resulteert in oppervlaktecontact tussen het werkstuk en de draaiende plaat.
Dit elimineert buigsporen en extrusiegerelateerde slijtage op het oppervlak van het werkstuk, waardoor het uiterlijk en de precisie effectief worden verbeterd.
(5) Matrijzen met nylon inzetstukken
Sommige matrijzen van staal hebben een zitting voor nylon inzetstukken die meestal worden vastgezet met bouten.
Deze inzetstukken kunnen een vouw hebben in de vorm die nodig is voor het buigen of een rechthoekige vorm om het plaatmetaal tegen het radiusgereedschap aan te drukken.
Deze gereedschappen zijn zeer effectief in het verwijderen van oneffenheden, maar ze vereisen het vervangen van het inzetstuk wanneer het versleten raakt door het plaatmetaal.
Deze matrijzen kunnen alleen worden gebruikt met dun plaatmetaal, omdat het gebruik van een te grote belasting de ve snel permanent zal vervormen.
(6) Anti-kras film
Een antikraslaag tussen het plaatmetaal en de matrijs beschermt het oppervlak tegen krassen en vlekken. De levensduur is afhankelijk van het gebruikte gereedschap, de hoek en vooral de radius van de pons.
Het moet gemaakt zijn van een niet-elastisch materiaal om niet te vervormen onder druk.
Bij gebruik moet de operator de Y-slag van de ram verminderen met dezelfde waarde als de dikte van de film, die constant blijft tijdens het buigen.
Antikrasfolies kunnen worden geleverd met spanners voor een correcte positionering van de folie en eenvoudige vervanging als de folie begint te barsten als hij versleten is.
(7) Juiste ondersteuning van plaatwerk
Plaatwerk moet goed ondersteund worden tijdens het buigen en tijdens het terugbrengen van de bovenbalk. Dit is een belangrijke factor voor grote plaatwerkproductenwaarvan het gewicht buigvervorming kan veroorzaken in het gebied bij de matrijs als het plaatmetaal niet goed wordt ondersteund.
(8) Straal van ponspunt
Hoewel het vrij zeldzaam is, kan het voorkomen dat het binnenste deel van een profiel beschermd moet worden tegen krassen. In deze gevallen is het belangrijk om een pons te kiezen met een puntradius die heel dicht bij de vereiste binnenradius ligt.
Dit is cruciaal als er veel kracht nodig is, want een pons met een te kleine puntradius zal de neiging hebben om het materiaal te doorboren en een groef achter te laten in het plaatmetaal.
(9) Andere markering-vrij Buigtechnologie
Naast de twee bovenstaande markeringsvrije matrijsstructuren kunnen ook anti-markeringsmatten, drukbestendige rubberen hulzen in een enkele V-vormige holle matrijs, voeringen van blokpolyurethaan+AT en holle matrijzen van hard rubber worden gebruikt om buigmarkeringen op het oppervlak van metalen platen tijdens het buigproces te voorkomen. Deze materialen helpen te voldoen aan de kwaliteitseisen van het product.
Rubberen kussens, rubberen hulzen, sterke rubberen blokken en hard rubber zijn echter gevoelig voor vervorming tijdens het buigproces, hebben een korte levensduur en kunnen de maatnauwkeurigheid van het gebogen werkstuk beïnvloeden. Ze zijn alleen geschikt voor werkstukken die geen hoge maatnauwkeurigheid vereisen.
Voordelen:

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











