
Boks Kracht Berekenaar & Formule (Online & Gratis)
Heb je je ooit afgevraagd hoe je kunt zorgen voor een succesvol metaalstempelproject? In deze blogpost duiken we in de kritieke factoren die uw stempelproces kunnen maken of breken....
De CNC revolverponsmachine is wijdverspreid in de plaatverwerkende industrie dankzij de hoge snelheid, precisie en veelzijdigheid van de matrijzen. Hij is ideaal voor de productie van kleine batches en de verwerking van meerdere variëteiten. Er worden echter hoge precisie- en kwaliteitseisen gesteld aan de matrijzen. Tijdens NC-revolverponsbewerking is het fenomeen [...]

De CNC revolverponsmachine is wijdverspreid in de plaatverwerkende industrie dankzij de hoge snelheid, precisie en veelzijdigheid van de matrijzen. Hij is ideaal voor de productie van kleine batches en de verwerking van meerdere variëteiten. Er worden echter hoge precisie- en kwaliteitseisen gesteld aan de matrijzen.
Tijdens NC-revolverponsbewerking kan het fenomeen dat de revolverponsmatrijs materiaal meesleept optreden door matrijsonderhoud of andere redenen. Dit wordt meestal veroorzaakt doordat de stempel van de bovenste matrijs niet tijdig of niet volledig loskomt van de plaat.
De gevolgen van revolverpons die materiaal meesleept tijdens de verwerking zijn beschadiging of breuk van de bovenste stempel, beschadiging van de klem van de revolverstempel en de plaat die geproduceerd wordt, en beschadiging van de beschermkap van de revolverstempel door vervorming en omkrullen van de plaat.
Als de NC-ponsmatrijs blijft snijden in de buurt van de tamponslak, kan de geleidehuls voor het lossen de tamponslak op het oppervlak van de plaatmetaalDit resulteert in het afkeuren van onderdelen omdat de afmetingen en oppervlaktekwaliteit niet geschikt zijn. De kussenslak valt op de onderste draaitafel, wat een verborgen gevaar vormt voor de toevoer en mogelijk krassen of schade aan de plaat kan veroorzaken.
In sommige gevallen kan de voortdurende vorming van kussenslak ertoe leiden dat de overlapping van de kussenslak de sterktelimiet van de matrijs overschrijdt, waardoor schade aan de matrijs ontstaat. Als er veel enkelstuks of kleine productiehoeveelheden zijn, neemt het uitvalpercentage door kussenslak aanzienlijk toe. Als de helft van de kussenslak de onderste matrijs opening, kan het een materiaalband veroorzaken.
Wanneer de staalplaat wordt losgetrokken, geeft dit aan dat de klemkracht onvoldoende is, waardoor de stalen plaat bij de klem beweegt. Er zijn verschillende redenen voor dit probleem, waaronder:
(1) De bovenste matrijs komt niet op tijd los van het plaatmateriaal, wat leidt tot materiaalophoping.
(2) Onvoldoende voedingsmodulus, waardoor de staalplaat niet wordt afgespoeld en trekt.
(3) Onvolledige reset van de terugkeer van de trekmatrijs tijdens het gebruik, waardoor de stalen plaat op de matrijs blijft liggen.
(4) Ongelijke of hobbelige staalplaat.
(5) Schroot dat terugkaatst en de staalplaat blokkeert.
(6) Stompe mond van de bovenste matrijs of onderste matrijs.
(7) Problemen met de onderste tandwielplaat van de klem.
Terugslag van afval is een fenomeen dat optreedt in het stempelproces wanneer de bovenste matrijs het materiaal uit de onderste matrijsmond voert na het ponsen.
Materiaalophoping verwijst naar het feit dat de bovenste matrijskern niet tijdig kan ontkoppelen.
Behandelingsmethoden zijn onder andere:
(1) De retourveer van de bovenste matrijs sterker maken of indien nodig vervangen.
(2) De matrijsafstand die overeenkomt met de gestempelde stalen plaat.
(3) Het verhogen van de voedingsmodulus, met een normale voedingsmodulus van ongeveer 1 mm.
(4) Ervoor zorgen dat de trekmatrijs in goede staat is bij gebruik.
(5) De stalen plaat waterpas zetten om botsingen te voorkomen.
(6) Een retourveer van polyurethaan toevoegen aan de bovenste matrijs om het risico op terugstuiting van afval te verminderen.
(7) De bovenste en onderste matrijs slijpen.
(8) De onderste tandwielplaat van de klem terugplaatsen en de schroeven vastdraaien. Als de klem niet goed werkt of los zit, moet deze onmiddellijk worden gerepareerd om te voorkomen dat de bewerkingsnauwkeurigheid wordt beïnvloed.
Klem de stalen plaat met de klem is cruciaal voor de bewerkingsnauwkeurigheid van de X-as en Y-as. Als de klem los zit, zal dit onvermijdelijk invloed hebben op de bewerkingsnauwkeurigheid.
(1) De toestand van het materiaaloppervlak.
(2) De richting van de materiaalhechtlaag die gunstig is voor de impact.
(1) Vormselectie.
(2) Stansvolgorde en -richting.
(3) Bepaling van de impactgrootte.
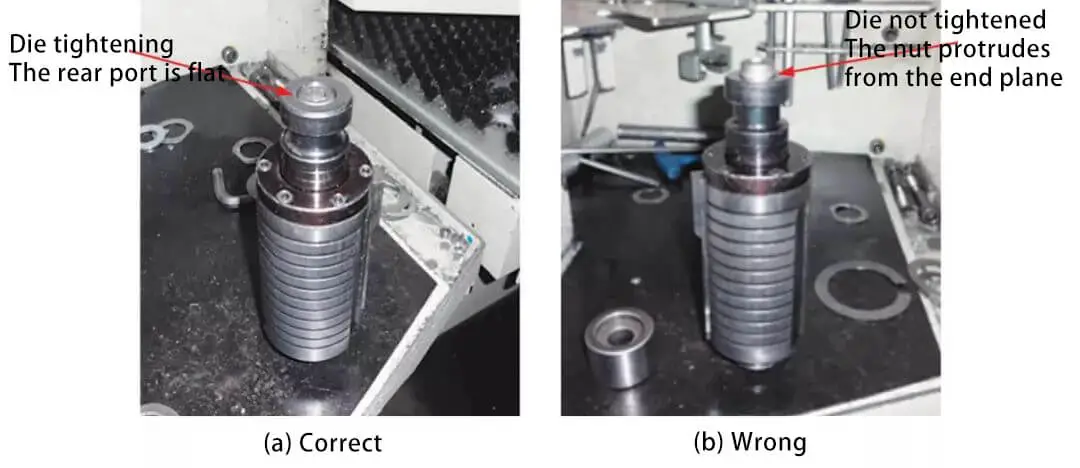
Fig. 1 installatie mal
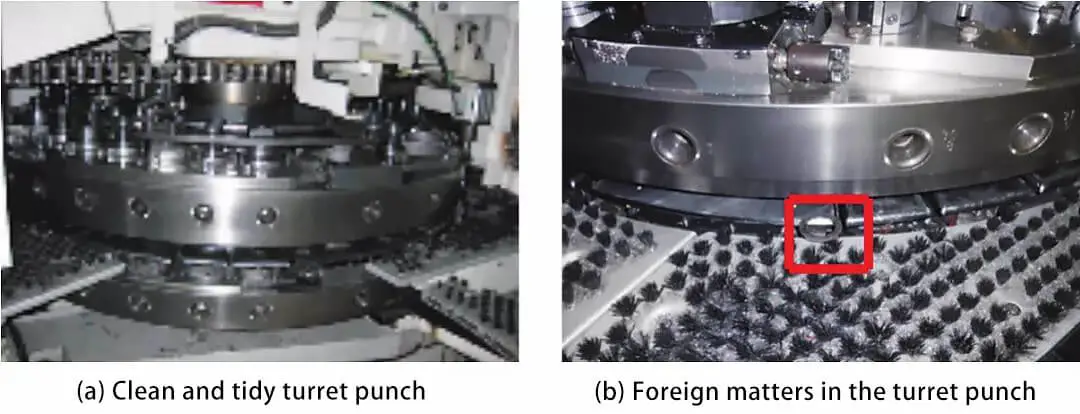
Fig 2 inspectie van draaitafelpons

Fig. 3 installatie van mal
De mal moet stevig geïnstalleerd zijn en de hoek tussen de bovenste en onderste mal moet correct zijn voor een goede werking (zie Figuur 1).
Inspecteer de revolver regelmatig op ijzervijlsel of vuil.
Als er ijzervijlsel of afval op de revolver ligt, kan dit gemakkelijk in de revolver vallen en verstoppingen veroorzaken, waardoor de machine beschadigd kan raken (zie Afbeelding 2).
Bij het installeren van de matrijs (zie Afbeelding 3) moet de operator ervoor zorgen dat de spiebaan verticaal staat en mag hij geen bot gereedschap gebruiken om de matrijs op zijn plaats te forceren, omdat de matrijs dan vast kan komen te zitten en de machine kan beschadigen.
De mal moet stevig vastzitten en de bovenste en onderste mal moeten correct uitgelijnd zijn om de juiste positionering te behouden en ervoor te zorgen dat de mal effectief werkt.
De resten op het station, vooral het indexeringsstation, moeten worden gereinigd.
Schimmelbeschadiging kan de vorm aannemen van onderste schimmelbeschadiging of gepaarde bovenste schimmelbeschadiging (zoals getoond in Figuren 4 en 5).
De bron van de schade kan een onjuiste plaatsing van de mal zijn tijdens het inbrengen.
Bovendien kan de rotatie van de revolver leiden tot interferentie en botsing met de stempel, wat resulteert in schade aan de matrijs.
Een te grote afstelling van de ponshoogte, als gevolg van het overmatig slijpen van de bovenste en onderste matrijs, kan ook bijdragen aan schade aan de matrijs. Om misplaatsing van de bovenste en onderste matrijzen te voorkomen, is het belangrijk om te zorgen voor de juiste positionering van de corresponderende primaire sleutel.

Fig 4 schade aan de onderbekisting

Fig 5 bovenste mal beschadigd
Tabel 1 toont de oorzaken en tegenmaatregelen van matrijsbreuk.
Tabel 1 oorzaken en tegenmaatregelen van matrijsbreuk
|
Breuk |
 |
 |
 |
|
Observatiepositie |
Bovenste uiteinde van ponskern |
Punch uiterlijk |
Bovenste deel van onderste matrijs |
|
Analyseer de reden |
De stootkern wordt direct geraakt |
Sla weg van het midden van de stoot |
Breuk na kruising. Duidelijke kruismarkeringen blijven achter op de matrijs. Opmerking: op het moment van kruis ponsen, breekt de snijkant niet noodzakelijk onmiddellijk. Door de breuk in het metaal breekt het tijdens het daaropvolgende ponsen. |
|
Tegenmaatregel |
Sla de kern om te voorkomen dat je direct wordt geraakt |
Sla niet weg van het midden van de stootkern |
Uitlijning van de bovenste en onderste matrijs |
Wanneer de onderste matrijs van de ponskern overmatig geslepen is, kan onvoldoende insnijding van de bovenste matrijs op de onderste matrijs (zoals getoond in Fig. 6) ertoe leiden dat het afvalmateriaal gaat zweven. Dit zweven is gedeeltelijk te wijten aan magnetisme.
Het zwevende afval kan matrijsbreuken en abnormale slijtage veroorzaken, en in dit geval is het noodzakelijk om een pakking te gebruiken om dit te compenseren.
Als de bewerking verder weg van het midden van de matrijs plaatsvindt, kan er spanning ontstaan aan één kant van de matrijs, wat bijdraagt aan het ontstaan van matrijsbreuken.
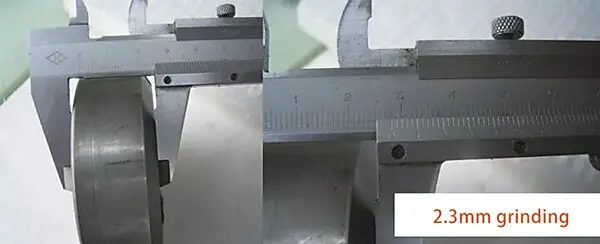
Fig. 6 onvoldoende snede in de hoeveelheid van de bovenste matrijs naar de onderste matrijs
Als je de bovenkant van de onderste matrijs onderzoekt, zie je vaak stappensporen in zowel horizontale als verticale richting.
In dit geval vertoont de matrijs alleen abnormale slijtage aan de lange kant en is de slijtage aan zowel de bovenste als de onderste matrijs uniform.
De laterale stap is de bron van interferentie tussen de bovenste en onderste matrijs, en het stapspoor wordt geïllustreerd in Fig. 7.
In het algemeen kun je stappensporen waarnemen in zowel de horizontale als verticale richting.
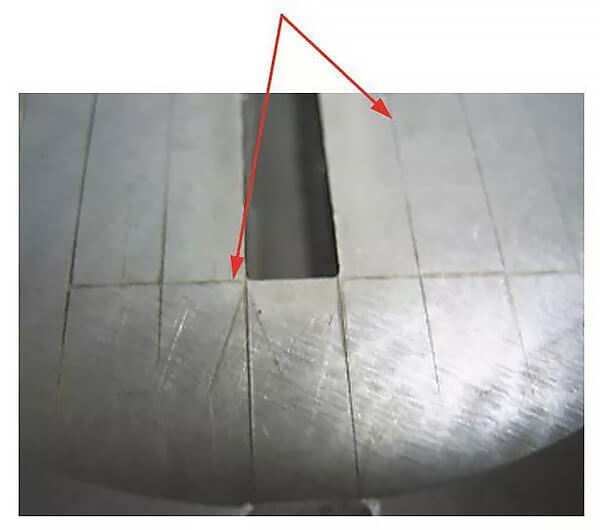
Fig. 7 Stappenstempelmarkeringen
Bewijs van trapsgewijs ponsen: Kijk naar het afvalmateriaal (zie Fig. 8).
Het afvalmateriaal is smaller dan de breedte van de matrijs en de richting van de braam is niet exact hetzelfde aan elke kant, wat erop wijst dat de braam werd veroorzaakt door transversaal stansen.
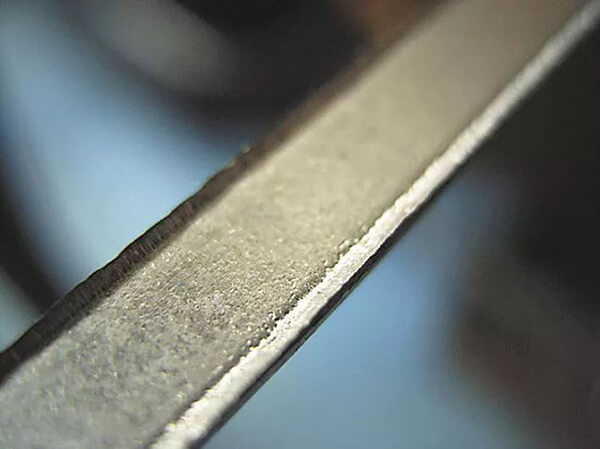
Fig. 8 afval

Fig. 9 materiaalhechting
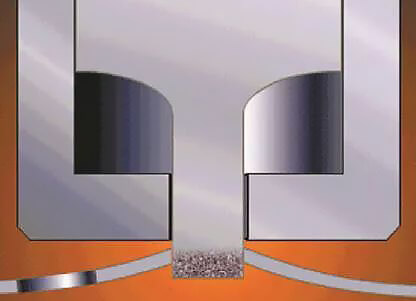
Fig. 10 weerstandsplaat veroorzaakt door adhesie
Onderzoek de dwarsdoorsnede van het afvalmateriaal voor, na, links en rechts.
Als het afschuifoppervlak niet consistent is, is dat de oorzaak van ongelijkmatige slijtage.
Raadpleeg Figuren 9 en 10 voor informatie over materiaalhechting en stripplaat.
Bestudeer de snijvlakken van afvalmateriaal en eindproducten.
Verkleving treedt waarschijnlijk op als het snijgedeelte (de lichtband) te groot is.
Adhesie is een veel voorkomend probleem bij het gebruik van mallen.
De hoofdoorzaak van abnormale hechting kan worden toegeschreven aan factoren zoals het materiaal, de tussenruimte, de verwerkingsprocedure en de gebruiksfrequentie.
Deze factoren hebben een aanzienlijke invloed en moeten in de analyse worden meegenomen.
In het geval van een stripplaat kan de reden een lagere veerspanning, onvoldoende veerkracht of onvoldoende smering zijn.
Daarom is het belangrijk om te kijken naar dezelfde materialen, producten, verwerkingsprocedures en of de kloof het probleem kan veroorzaken voordat het probleem zich voordoet.

Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.











