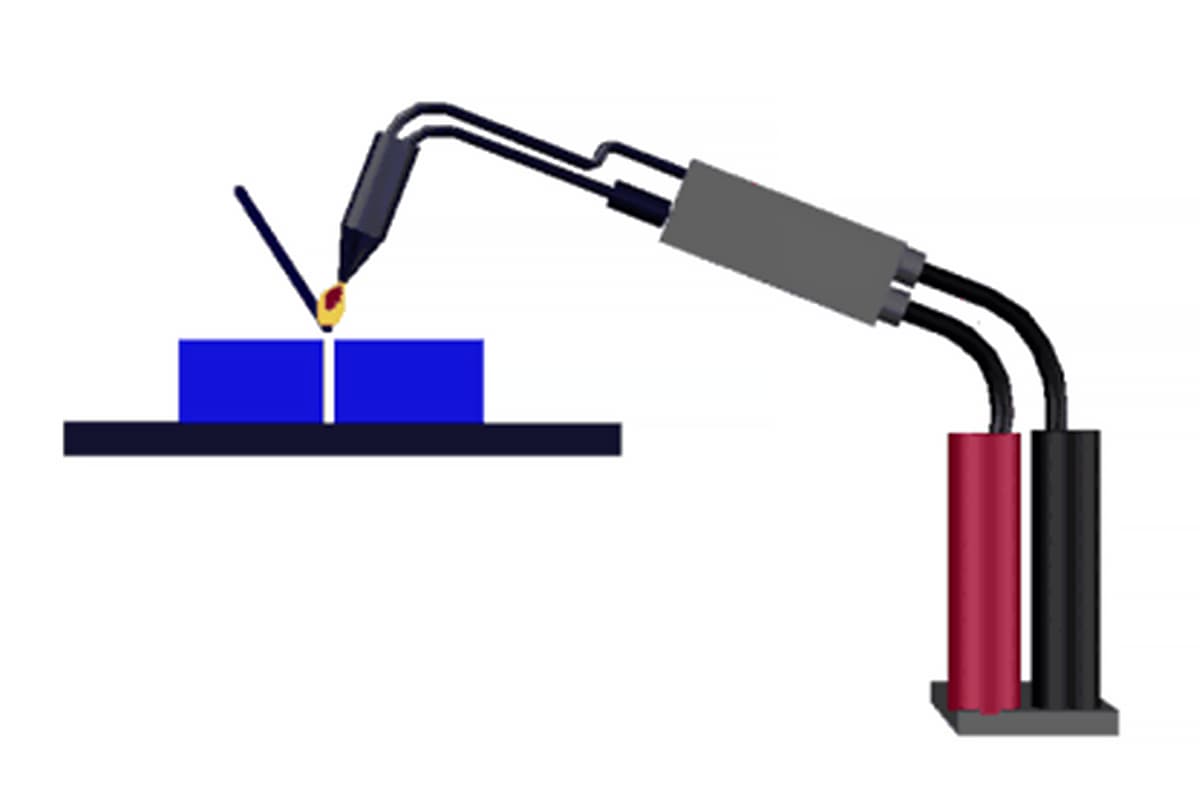
1. Hete lucht lassen
Ook bekend als Heet Gaslassen.
Samengeperste lucht of inert gas (meestal stikstof) wordt via een verwarmingselement in het laspistool verwarmd tot de gewenste temperatuur en op het kunststofoppervlak en de lasstaaf gespoten, waardoor ze onder minimale druk smelten en hechten.
Kunststoffen die gevoelig zijn voor zuurstof (zoals polyamide) moeten inert gas gebruiken als verwarmingsmedium, terwijl andere kunststoffen over het algemeen gefilterde lucht kunnen gebruiken. Deze methode wordt vaak gebruikt voor het lassen van kunststoffen zoals polyvinylchloride, polyethyleen, polypropyleen, polyoxymethyleen, polystyreen en acetaatcarbonaat.
2. Lassen onder warme druk
Hete pers lassen maakt gebruik van hitte en druk om een metaaldraad te versmelten met het metaal in de laszone. Het principe bestaat uit het opwekken van plastische vervorming in het metaal van de laszone door middel van hitte en druk, waardoor de oxidelaag op de lasinterface wordt verstoord. Hierdoor kan de draad in het atomaire aantrekkingsbereik komen met het contactoppervlak van het lasmetaal, wat leidt tot interatomaire aantrekkingskracht en het doel van het verbinden bereikt.
3. Hete plaat lassen
Heet plaatlassen heeft een ladeachtige structuur waarbij de warmte van de hetelplaatmachine wordt overgebracht naar het smeltoppervlak van de bovenste en onderste plastic verwarmingscomponenten door middel van elektrische verwarming. Hierdoor smelten hun oppervlakken, waarna de hetelplaatmachine snel wordt teruggetrokken, waardoor de gesmolten oppervlakken van de twee verwarmde componenten samensmelten, stollen en één worden.
De hele machine heeft een framevorm en bestaat uit een bovenste sjabloon, een onderste sjabloon en een hete sjabloon, en is uitgerust met hete mallen en bovenste en onderste plastic koelmallen, die via pneumatische besturing werken.
4. Ultrasoon lassen van metaal
Ultrasoon metaallassen maakt gebruik van hoogfrequente trillingsgolven die worden uitgezonden naar de oppervlakken van twee metalen die gelast moeten worden. Onder druk wrijven de twee metaaloppervlakken tegen elkaar, wat resulteert in een fusie tussen de moleculaire lagen. De voordelen zijn onder andere snelheid, energie-efficiëntie, hoge smeltsterkte, goede geleidbaarheid, afwezigheid van vonken en het feit dat het bijna koud te verwerken is.
Het heeft echter ook nadelen: de metalen stukken die worden gelast mogen niet te dik zijn (meestal minder dan of gelijk aan 5 mm), de laspunten mogen niet te groot zijn en er is druk nodig.
5. Laserlassen
Laserlassen is een efficiënte en nauwkeurige lasmethode die gebruik maakt van een laserstraal met hoge energiedichtheid als warmtebron. Het vertegenwoordigt een belangrijk aspect van lasertechnologie voor materiaalbewerking. De verbinding van materialen wordt meestal tot stand gebracht met behulp van een continue laserstraal. Het metallurgische fysische proces is zeer vergelijkbaar met het lassen met elektronenbundels, waarbij het energieomzettingsmechanisme wordt voltooid via een "sleutelgat"-structuur.
De gebalanceerde temperatuur in de holte bereikt ongeveer 2500 °C en warmte wordt overgedragen van de hoge-temperatuurholtewand, waardoor het metaal rondom de holte smelt. Het sleutelgat wordt gevuld met stoom van hoge temperatuur die wordt geproduceerd door voortdurende verdamping van het wandmateriaal onder bestraling van de straal.
Omdat de straal continu het sleutelgat binnengaat en het materiaal erbuiten stroomt, blijft het sleutelgat in een stabiele toestand door de beweging van de straal. Gesmolten metaal vult de ruimte die overblijft na de beweging van het sleutelgat en stolt vervolgens, waardoor een lasnaad.
6. Solderen
Solderen is een lastechniek waarbij een vulmateriaal, dat een lager smeltpunt heeft dan de te verbinden stukken, wordt verhit totdat het voldoende vloeibaar wordt. Deze vloeistof vult dan de opening tussen de twee stukken door capillaire werking (bekend als bevochtiging) en verbindt ze na stolling met elkaar.
Traditioneel wordt deze methode in de Verenigde Staten hardsolderen genoemd als de temperatuur hoger is dan 427°C (800°F), anders wordt het zacht solderen genoemd.
7. Handmatig lassen
Handlassen is een lasmethode waarbij een lastoorts, laspistool of lasklem wordt gebruikt.
8. Weerstandslassen
Weerstandslassen is een fabricageproces en -techniek die metalen of andere thermoplastische materialen zoals kunststof met elkaar verbindt door verhitting. Bij deze methode worden de samengevoegde werkstukken gelast door druk uit te oefenen via elektroden en gebruik te maken van de weerstandswarmte die wordt opgewekt wanneer een elektrische stroom door het contactoppervlak en de aangrenzende delen van de verbinding loopt.
9. Wrijvingslassen
Wrijvingslassen is een lasproces in vaste toestand dat mechanische energie als energiebron gebruikt. Het werkt door warmte op te wekken via de wrijving van de eindvlakken van het werkstuk, waardoor ze plastisch worden, waarna het de lasproces door smeden.
10. Elektroslaklassen
Elektroslaklassen is een proces waarbij de weerstandswarmte die wordt opgewekt door elektrische stroom die door gesmolten slak gaat, wordt gebruikt als warmtebron voor het smelten van het toevoegmetaal en het basismateriaal. Dit resulteert in een solide verbinding tussen de metaalatomen bij het stollen. Aan het begin van het lasproces wordt de lasdraad kortgesloten met de groef om een boog te creëren. Een minimale hoeveelheid vaste flux wordt continu toegevoegd en de hitte van de vlamboog smelt het, waardoor vloeibare slak wordt gevormd.
Wanneer de slak een bepaalde diepte bereikt, wordt de aanvoersnelheid van de lasdraad verhoogd en de spanning verlaagd, waardoor de draad in het slakbad kan worden gestoken. De boog wordt gedoofd, waarna het elektroslaklasproces begint. De primaire types van elektroslaklassen omvatten het elektroslaklassen met toevoegmateriaal, het elektroslaklassen zonder toevoegmateriaal, het elektroslaklassen met draadelektrode en het elektroslaklassen met plaatelektrode.
Nadelen van deze methode zijn onder andere hoge inputwarmte, langdurige blootstelling van de lasverbinding aan hoge temperaturen, oververhitting in de buurt van de lasnaad en grove kristallijne gietstructuren in het lasmetaal, wat resulteert in een lage kerftaaiheid. Typisch is een warmtebehandeling na het lassen, zoals normaliseren en ontlaten, nodig voor de gelaste onderdelen.
11. Hoogfrequent lassen
Hoogfrequent lassen is een proces dat gebruik maakt van vaste weerstandswarmte als energiebron. Tijdens het lassen genereren hoogfrequente elektrische stromen weerstandswarmte in het werkstuk, waardoor het oppervlak van het werkstuk wordt verwarmd. laszone tot een gesmolten of bijna-plastische toestand. Vervolgens wordt er smeeddruk uitgeoefend (of niet), wat het samengaan van de metalen vergemakkelijkt.
12. Klinkend
Klinken verwijst naar de methode om twee relatief dunne platen met elkaar te verbinden. Dit wordt bereikt door boren Op de juiste plaatsen gaten maken, klinknagels aanbrengen en vervolgens met een klinknagelpistool de klinknagels vastzetten, waardoor de twee platen of voorwerpen met elkaar verbonden worden.
13. Hete fusie
Hot fusion is een verbindingsmethode die na verhitting tot het smeltpunt overgaat in vloeibare toestand.