Principes en methoden voor het selecteren van metaalmaterialen
Heb je je ooit afgevraagd waarom sommige metalen perfect zijn voor je project en andere niet? In dit artikel onderzoeken we de belangrijkste factoren bij het selecteren van het juiste metaalmateriaal voor jouw behoeften. Bereid je voor op praktische tips en inzichten die je zullen helpen weloverwogen beslissingen te nemen en optimale resultaten te behalen in je werktuigbouwkundige projecten.
Bij het selecteren van materialen en fabricageprocessen is het noodzakelijk om een uitgebreide evaluatie uit te voeren op basis van drie kritische perspectieven: geschiktheid, haalbaarheid en kosteneffectiviteit. Deze veelzijdige benadering zorgt voor optimale prestaties, maakbaarheid en economische levensvatbaarheid van het eindproduct.
Beoordeling van de geschiktheid houdt in dat wordt geanalyseerd of de eigenschappen en prestatiekenmerken van het materiaal overeenkomen met de beoogde werkomstandigheden en functionele vereisten. Dit omvat het evalueren van mechanische eigenschappen (zoals sterkte, vervormbaarheid en weerstand tegen vermoeiing), thermisch gedrag, weerstand tegen corrosie en alle specifieke eigenschappen die cruciaal zijn voor de toepassing.
Haalbaarheidsanalyse richt zich op het bepalen of het gekozen fabricageproces compatibel is met het gekozen materiaal. Dit omvat overwegingen zoals vervormbaarheid, bewerkbaarheid, lasbaarheid en eventuele beperkingen of uitdagingen bij het verwerken van het materiaal met de beschikbare apparatuur en technieken. Geavanceerde simulatietools en proefruns kunnen worden gebruikt om de haalbaarheid van het proces te valideren en mogelijke problemen te identificeren voordat productie op grote schaal plaatsvindt.
Een kosteneffectiviteitsevaluatie onderzoekt de economische aspecten van zowel de materiaalselectie als de fabricageprocessen. Hierbij worden de grondstofkosten, verwerkingskosten, energieverbruik, gereedschapseisen en potentiële opbrengstpercentages geanalyseerd. Bovendien moeten de levenscycluskosten, inclusief onderhoud, recyclebaarheid en afvalverwijdering, worden meegenomen in de algehele beoordeling van de kosteneffectiviteit.
Toepassingsprincipe
Het geschiktheidsprincipe is van fundamenteel belang bij de materiaalselectie. Het vereist dat de gekozen materialen bestand zijn tegen operationele omstandigheden en voldoen aan de prestatievereisten. Deze kritische stap in de materiaalselectie zorgt voor een optimale functionaliteit en een lange levensduur van de componenten.
De geschiktheid van het materiaal wordt bepaald door een uitgebreide reeks interne kwaliteitsspecificaties, waaronder:
Bij het kiezen van materialen moeten ingenieurs rekening houden met drie belangrijke factoren:
1. Belastingsomstandigheden: Dit omvat zowel de omvang als de aard van de toegepaste spanningen (statisch, dynamisch, cyclisch) en hun verdeling binnen het onderdeel. Factoren zoals vermoeidheid, kruip en slagvastheid kunnen kritisch zijn, afhankelijk van de toepassing.
2. Serviceomgeving: Dit omvat:
Medium (bijv. lucht, water, chemicaliën)
Bedrijfstemperatuurbereik
Drukvoorwaarden
Overwegingen met betrekking tot wrijving en slijtage
Blootstelling aan straling of elektromagnetische velden
3. Prestatie-eisen:
Verwachte levensduur
Toelaatbare spanningen en vervormingen
Specifieke functionele vereisten (bijv. thermische of elektrische geleidbaarheid)
Overwegingen met betrekking tot onderhoud
Kosteneffectiviteit en beschikbaarheid
Een holistische evaluatie van deze factoren is essentieel om ervoor te zorgen dat de geselecteerde materialen niet alleen voldoen aan de prestatievereisten, maar deze zelfs overtreffen. Deze aanpak minimaliseert het risico op voortijdig falen, optimaliseert de levensduur van componenten en zorgt voor kosteneffectief materiaalgebruik.
Bovendien zijn duurzaamheid, recycleerbaarheid en milieueffecten, die steeds belangrijker worden in de moderne engineeringpraktijk, nieuwe overwegingen bij de materiaalselectie.
Technologisch principe
Zodra de materialen zijn geselecteerd, kan de verwerkingstechnologie worden bepaald. Het is echter belangrijk om in gedachten te houden dat het verwerkingsproces de eigenschappen van materialen kan veranderen. Daarnaast spelen factoren zoals de vorm, structuur, batchgrootte en productieomstandigheden van de onderdelen ook een belangrijke rol bij het bepalen van de materiaalverwerkingstechnologie.
Volgens het haalbaarheidsprincipe moet bij de selectie van materialen rekening worden gehouden met de verwerkbaarheid ervan. Materialen met een goede verwerkbaarheid verdienen de voorkeur om de productiemoeilijkheden en -kosten te minimaliseren. Elk productieproces heeft zijn eigen unieke kenmerken, voordelen en nadelen.
Als onderdelen van hetzelfde materiaal worden gemaakt met verschillende processen, kunnen de moeilijkheidsgraad en de kosten variëren, net als de vereiste materiaalverwerkingsprestaties. Smeden kan bijvoorbeeld niet haalbaar zijn voor onderdelen met complexe vormen en grote afmetingen. In dergelijke gevallen kan gieten of lassen worden gebruikt, maar het materiaal moet goede giet- of laseigenschappen hebben en de structuur moet voldoen aan de eisen voor gieten of lassen.
Een ander voorbeeld: bij het vervaardigen van sleutels en pennen door koud trekken moet rekening worden gehouden met de rek van de materialen en de invloed van vervormingsversterking op hun mechanische eigenschappen.
Economisch principe
Naast het voldoen aan de eisen van materiaalgebruik en -verwerking is het cruciaal om rekening te houden met de kosteneffectiviteit van materialen in metalen fabricage- en productieprocessen.
Het principe van kosteneffectiviteit houdt in dat materialen worden geselecteerd die een optimale balans bieden tussen prestaties en prijs. Prestaties omvatten de functionele eigenschappen van het materiaal, meestal weergegeven door de levensduur, mechanische sterkte, corrosiebestendigheid en veiligheidsfactoren. De prijs van materialen wordt bepaald door zowel de initiële kosten als de levenscycluskosten, inclusief productiekosten en operationele kosten op lange termijn.
Materiaalkosten worden beïnvloed door meerdere factoren:
Grondstofkosten: Schommelingen op de wereldwijde grondstoffenmarkten kunnen de prijzen aanzienlijk beïnvloeden.
Materiaalbezettingsgraad: Efficiënte nest- en afvalreductietechnieken kunnen de kosteneffectiviteit verbeteren.
Vervormingskosten: Kosten in verband met processen zoals gieten, smeden of extruderen.
Bewerkingskosten: Kosten voor machinale bewerking, warmtebehandeling en oppervlaktebehandeling.
Installatie- en inbedrijfstellingskosten: Uitgaven voor assemblage en systeemintegratie op locatie.
Onderhoudskosten: Langetermijnuitgaven voor onderhoud, inclusief corrosiebescherming en slijtvastheid.
Beheerskosten: Overheadkosten voor voorraadbeheer en supply chain management.
Energiekosten: Uitgaven in verband met materiaalverwerking en fabricage.
Kosten voor naleving van milieuwetgeving: Uitgaven die verband houden met het voldoen aan wettelijke vereisten en duurzame praktijken.
Om de kosteneffectiviteit te optimaliseren, moeten fabrikanten overwegen:
Levenscycluskostenanalyse (LCCA) om de economische efficiëntie op lange termijn te evalueren
Value Engineering om alternatieve materialen of processen te identificeren die de functionaliteit behouden tegen lagere kosten
Implementatie van 'lean' productieprincipes om verspilling te minimaliseren en de efficiëntie te verbeteren
Invoering van geavanceerde productietechnologieën, zoals additive manufacturing, om materiaalafval en verwerkingsstappen te verminderen
Samenwerking met leveranciers om kosteneffectieve materiaaloplossingen te ontwikkelen en schaalvoordelen te benutten
Stappen, methoden en basis van materiaal- en vormprocesselectie
De stappen voor het selecteren van materialen en fabricageprocessen zijn als volgt:
Kies materialen op basis van de gebruiksomstandigheden en vereisten.
Kies op basis van de geselecteerde materialen een geschikt fabricageproces, rekening houdend met factoren zoals de kosten van de materialen, de verwerkingseigenschappen van de materialen, de complexiteit van de onderdelen, de batchgrootte van de onderdelen, de bestaande productieomstandigheden en technische vereisten.
1. Stappen en methoden voor het selecteren van materialen en hun omvormprocessen
Om de bedrijfsomstandigheden van onderdelen te evalueren, moeten de specifieke belasting, spanningstoestand, temperatuur, corrosie en slijtageomstandigheden worden bepaald die de onderdelen tijdens het gebruik zullen ondervinden.
Voor onderdelen die bij normale temperaturen worden gebruikt, is de belangrijkste vereiste dat de materialen voldoende mechanische eigenschappen hebben. Voor onderdelen die onder andere omstandigheden worden gebruikt, moeten de materialen echter specifieke fysische en chemische eigenschappen hebben.
Als de onderdelen bij hoge temperaturen worden gebruikt, moeten de materialen bestand zijn tegen hoge temperaturen en oxidatie. Onderdelen die gebruikt worden in chemische apparatuur moeten goed bestand zijn tegen corrosie. Sommige onderdelen voor instrumenten vereisen materialen met elektromagnetische eigenschappen. Voor lasconstructies die in extreem koude gebieden worden gebruikt, moet rekening worden gehouden met eisen voor taaiheid bij lage temperaturen.
Bij gebruik in vochtige ruimten moet rekening worden gehouden met de eisen voor bestendigheid tegen atmosferische corrosie. Hieronder volgen de algemene stappen voor de materiaalselectie:
Bepaal door middel van analyse of testen, samen met de resultaten van bezwijkanalyses van vergelijkbare materialen, verschillende algemene toelaatbare spanningsindicatoren, zoals toelaatbare sterkte, toelaatbare rek, toelaatbare vervorming en levensduur.
De belangrijkste en secundaire veralgemeende toelaatbare-spanningsindicatoren identificeren en de belangrijkste indicatoren gebruiken als primaire basis voor de materiaalselectie.
Selecteer op basis van de belangrijkste prestatie-indicatoren verschillende materialen die aan de eisen voldoen.
Kies de materialen en hun vervormingsproces op basis van het vervormingsproces van de materialen, de complexiteit van de onderdelen, de productiebatch van de onderdelen, bestaande productieomstandigheden en technische voorwaarden.
Houd rekening met factoren zoals materiaalkosten, vormingstechnologiemateriaalprestaties en gebruiksbetrouwbaarheid om het meest geschikte materiaal te selecteren met behulp van een optimalisatiemethode.
Test indien nodig de materialen en breng ze in productie om ze te controleren of aan te passen.
Houd er rekening mee dat dit slechts algemene richtlijnen zijn voor de materiaalkeuze en dat het proces tijdrovend en complex kan zijn.
Voor belangrijke onderdelen en nieuwe materialenis een aanzienlijk aantal basistests en proefproductieprocessen nodig om de veiligheid van het materiaal tijdens de selectie te garanderen. Voor minder belangrijke en kleine partij onderdelenDe materialen worden meestal geselecteerd op basis van de gebruikservaring van soortgelijke materialen onder dezelfde werkomstandigheden, en het merk en de specificatie van de materialen worden bepaald, gevolgd door het regelen van het vormproces.
Als de onderdelen normaal beschadigd zijn, kunnen de originele materialen en het originele vormproces gebruikt worden. Als de schade te wijten is aan abnormale vroegtijdige schade, moet de oorzaak van het falen bepaald worden en moeten er gepaste maatregelen genomen worden. Als het een gevolg is van het materiaal of het productieproces, kunnen nieuwe materialen of een nieuw vormproces overwogen worden.
2. Basis materiaalselectie
(1) Belastingsomstandigheden
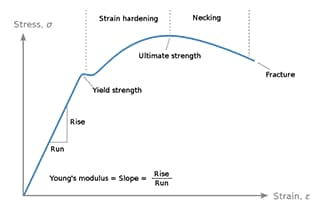
Technische materialen staan tijdens het gebruik bloot aan verschillende krachten, zoals trekspanning, drukspanning, afschuifspanning, snijspanning, torsie en impactkracht.
De mechanische eigenschappen en faalwijzen van materialen zijn nauw verbonden met de belastingsomstandigheden waaraan ze worden blootgesteld.
In de machinebouw is het van cruciaal belang dat machines en constructies veilig en betrouwbaar functioneren en tegelijkertijd voldoen aan hun bewegingsvereisten.
De spindel van een bewerkingsmachine moet bijvoorbeeld normaal kunnen werken zonder te breken of overmatig te vervormen onder spanning. Een ander voorbeeld is dat wanneer een krik een last optilt, de schroef recht en in balans moet blijven zonder plotseling te buigen.
De veilige en betrouwbare werking van technische componenten hangt af van de mate waarin ze voldoen aan de vereisten van sterkte, stijfheid en stabiliteit.
Er zijn specifieke voorwaarden voor elk van deze aspecten van materialen in de materiaalmechanica waarmee rekening moet worden gehouden bij het analyseren van spanningsomstandigheden of het selecteren van materialen.
Bij het selecteren van materialen op basis van spanningsomstandigheden is het belangrijk om niet alleen rekening te houden met de mechanische eigenschappen van de materialen, maar ook met de relevante kennis van materiaalmechanica om een wetenschappelijk onderbouwde keuze te maken.
Tabel 1 Spanning, bezwijkvormen en vereiste mechanische eigenschappen van diverse veelvoorkomende onderdelen
Onderdelen
Arbeidsomstandigheden
Veel voorkomende foutvormen
Belangrijkste vereisten voor mechanische eigenschappen
Weerstand tegen contactmoeheid, hardheid en slijtvastheid
Krukas
Buigspanning Torsiespanning
Cyclische schok
Tijdschrift wrijving
Brosse breuk, vermoeidheidsbreuk, erosie en slijtage
Vermoeiingssterkte, hardheid, weerstand tegen botsmoeheid en uitgebreide mechanische eigenschappen
Drijfstang
Trekspanning en drukspanning
Cyclische schok
Brosse breuk
Samendrukbare vermoeiingssterkte, weerstand tegen impactmoeheid
(2) Bedrijfstemperatuur van materialen
De meeste materialen worden meestal bij kamertemperatuur gebruikt, maar er zijn ook materialen die bij hoge of lage temperaturen worden gebruikt.
Door deze verschillende gebruikstemperaturen variëren ook de vereiste eigenschappen van de materialen sterk.
Naarmate de temperatuur afneemt, nemen de taaiheid en de plasticiteit van stalen materialen voortdurend af. Op een gegeven moment is er een aanzienlijke afname van de taaiheid en de plasticiteit. Op een bepaald punt is er een significante afname in taaiheid en plasticiteit, die de ductiliteit-brosheid overgangstemperatuur wordt genoemd.
Bij gebruik onder de ductiel-brosse overgangstemperatuur zijn materialen gevoelig voor brosse breuk onder lage spanning, wat tot schade kan leiden. Bij het selecteren van staal voor gebruik bij lage temperaturen moeten dus materialen worden gekozen met een ductiliteit-brosheid overgangstemperatuur die lager is dan de werkomstandigheden.
Het legeren van verschillende lagetemperatuurstalen is gericht op het verminderen van koolstofgehalte en het verbeteren van hun taaiheid bij lage temperaturen.
Als de temperatuur toeneemt, ondergaan de eigenschappen van staalmaterialen verschillende veranderingen, zoals een afname in sterkte en hardheideen toename en vervolgens afname in plasticiteit en taaiheid, en oxidatie of corrosie bij hoge temperaturen.
Deze veranderingen beïnvloeden de prestaties van het materiaal en kunnen het onbruikbaar maken. De diensttemperatuur voor koolstofstaal en gietijzer mag bijvoorbeeld niet hoger zijn dan 480 ℃, terwijl de diensttemperatuur voor gelegeerd staal mag niet hoger zijn dan 1150 ℃.
De corrosiesnelheid wordt gemeten als het verlies van metaalmateriaal per oppervlakte-eenheid in een bepaalde tijd of als de diepte van de corrosie in het metaalmateriaal in de loop van de tijd.
De industrie gebruikt gewoonlijk een corrosieweerstandsclassificatiesysteem van 6 categorieën en 10 klassen, gaande van Klasse I met volledige corrosieweerstand tot Klasse VI zonder corrosieweerstand, zoals weergegeven in Tabel 2.
Tabel 2 Classificatie en beoordelingscriteria voor corrosiebestendigheid van Metalen materialen
Corrosiebestendigheidsclassificatie
Corrosiebestendigheidsclassificatie
Corrosiesnelheid, mm/d
I
Volledige corrosiebestendigheid
1
<0.001
Ⅱ
Zeer corrosiebestendig
23
0.001~0.005 0.005~0.01
III
Corrosiebestendigheid
45
0.01~0.05 0.05~0.1
IV
Corrosiebestendigheid
67
0.1~0.5 0.5~1.0
V
Slechte corrosiebestendigheid
89
1.0~5.0 5.0~10.0
VI
Weerstand tegen corrosie
10
>10.0
De meeste technische materialen werken in atmosferische omgevingen en hebben last van atmosferische corrosie, een veel voorkomend probleem.
De luchtvochtigheid, temperatuur, zonlicht, regenwater en het gehalte aan corrosieve gassen hebben een grote invloed op de corrosie van deze materialen.
In gewone legeringen heeft koolstofstaal een corrosiesnelheid van 10^-605 m/d in industriële atmosferen, maar het kan worden gebruikt nadat het is geverfd of behandeld met andere beschermende lagen.
Laaggelegeerd staal dat elementen als koper, fosfor, nikkel en chroom bevat, heeft een sterk verbeterde weerstand tegen atmosferische corrosie en kan worden gebruikt zonder te worden geverfd.
Materialen zoals aluminium, koper, lood en zink zijn goed bestand tegen atmosferische corrosie.
(4) Slijtvastheid
De volgende factoren beïnvloeden de slijtvastheid van materialen:
① MateriaaleigenschappenZoals hardheid, taaiheid, vermogen om te verharden, thermische geleidbaarheid, chemische stabiliteit, oppervlaktegesteldheid, enz.
② Wrijvingsomstandigheden: inclusief de eigenschappen van het slijtende materiaal in de wrijving, de druk, temperatuur, snelheid van de wrijving, de eigenschappen van smeermiddelen en de aanwezigheid van corrosieve omstandigheden.
In het algemeen zijn materialen met een hoge hardheid minder gevoelig voor penetratie of schuren door slijpobjecten en hebben ze een hoge vermoeiingsgrens, wat resulteert in een hoge slijtvastheid. Bovendien zorgt een hoge taaiheid ervoor dat zelfs als het materiaal gepenetreerd of geschuurd wordt, het niet uit elkaar zal vallen, wat de slijtvastheid nog verder verbetert.
Daarom is hardheid het primaire aspect van slijtvastheid. Het is belangrijk op te merken dat de hardheid van materialen kan veranderen tijdens het gebruik. Zo worden metalen die uitharden harder tijdens wrijving, terwijl metalen die zacht kunnen worden door warmte zachter kunnen worden tijdens wrijving.
3. Basis voor de keuze van het materiaalvormproces
Over het algemeen wordt, zodra het materiaal van een product is bepaald, het type vervormingsproces geïdentificeerd.
Als het product bijvoorbeeld is gemaakt van gietijzer, moet gietijzer worden gebruikt; als het is gemaakt van plaatmetaalAls het gaat om keramische onderdelen, moet het juiste keramische vormproces worden gekozen.
Het is echter belangrijk om in gedachten te houden dat het vervormingsproces ook de prestaties van het materiaal kan beïnvloeden, dus bij de keuze van het vervormingsproces moet rekening worden gehouden met de uiteindelijke prestatievereisten van het materiaal.
Prestaties van productmaterialen
Mechanische eigenschappen van materialen
Bijvoorbeeld, stalen tandwiel Onderdelen kunnen worden gegoten als hun mechanische eigenschappen niet kritisch zijn, maar als hoge mechanische eigenschappen vereist zijn, moet drukbewerking worden gebruikt.
Onderhoudsprestaties van materialen
Bij de productie van vliegwielonderdelen voor auto's en automotoren bijvoorbeeld, is staal matrijssmeedwerk moeten worden gebruikt in plaats van het smeden van open gietstukken. De reden hiervoor is dat de hoge snelheid van auto's en de eis om soepel te rijden betekent dat blootliggende vezels in vliegwielsmeedstukken tot corrosie kunnen leiden en de prestaties kunnen beïnvloeden. Smeedstukken met een gesloten smeedmatrijs hebben de voorkeur boven smeedstukken met een open smeedmatrijs omdat ze de uitvloeiing elimineren en voorkomen dat de vezelstructuur van de smeedstukken wordt afgesneden en bloot komt te liggen.
Technologische eigenschappen van materialen
Technologische eigenschappen zijn onder andere giet-, smeed-, las-, warmtebehandelings- en snij-eigenschappen. Zo moeten non-ferrometaalmaterialen met een slechte lasbaarheid worden verbonden met behulp van argon booglassen in plaats van booglassen met de hand. Omdat PTFE een thermoplastisch materiaal is met een slechte vloeibaarheid, is het niet geschikt voor spuitgieten en moet het alleen worden gegoten door middel van persen en sinteren.
Speciale materiaaleigenschappen
Speciale eigenschappen zijn bijvoorbeeld slijtvastheid, corrosiebestendigheid, hittebestendigheid, geleidbaarheid of isolatie. De waaier en het pomphuis van een zuurbestendige pomp moeten bijvoorbeeld gemaakt zijn van roestvrij staal en gegoten zijn. Als kunststof wordt gebruikt, is spuitgieten een optie. Als zowel hittebestendigheid als corrosiebestendigheid vereist zijn, moet keramiek worden gebruikt en via het gietproces worden gegoten.
(2) Productiepartij van onderdelen
Voor massaproductie van producten moet het vormproces met hoge precisie en productiviteit gekozen worden om nauwkeurigheid en efficiëntie te garanderen. Hoewel de apparatuur die nodig is voor deze vormprocessen een relatief hoge productiekost kan hebben, kan deze investering gecompenseerd worden door de vermindering in materiaalverbruik per product.
Voor massaproductie van smeedstukken is de aanbevolen vormprocessen zoals matrijssmeden, koudwalsen, koudtrekken en koude extrusie.
Voor massaproductie van non-ferro legeringsafgietsels, metaalvormgieten, matrijzenafgietsel en lage drukgieten zijn de aanbevolen spuitgietprocessen.
Voor massaproductie van MC nylon onderdelen is het spuitgietproces de beste keuze.
Voor de productie van kleine series kan gekozen worden voor vormprocessen met een lagere precisie en productiviteit, zoals handmatig gieten, vrij smeden, handmatig lassen en processen waarbij gesneden wordt.
(3) Vereisten voor vormcomplexiteit en nauwkeurigheid van onderdelen
Voor metalen onderdelen met complexe vormen, vooral die met ingewikkelde binnenholtes, is de gietproces wordt vaak gekozen, zoals voor kast, pomphuis, cilinderblok, klephuis, schelp en bedcomponenten.
Kunststofonderdelen met complexe vormen worden meestal geproduceerd met behulp van het spuitgietproces.
Keramische onderdelen met complexe vormen kunnen worden geproduceerd via het spuitgiet- of gietproces.
Voor metalen onderdelen met eenvoudige vormen kunnen drukverwerkings- of lasvervormingsprocessen worden gebruikt.
Technische kunststofonderdelen met eenvoudige vormen kunnen worden geproduceerd met blaas-, extrusie- of spuitgietprocessen.
Keramische onderdelen met eenvoudige vormen worden meestal gegoten.
Als het product een gietstuk is en de maatnauwkeurigheid geen hoge eisen stelt, kan gewoon zandgieten worden gebruikt. Voor een hoge maatnauwkeurigheid kan worden gekozen voor verlorenwasgieten, patroongieten met verdamping, drukgieten of lagedrukgieten op basis van het gietmateriaal en de partijgrootte.
Voor lage dimensionale nauwkeurigheidseisen bij het smeden, wordt meestal vrij smeden gebruikt. Voor hoge nauwkeurigheidseisen wordt er gekozen voor matrijssmeden of extrusievormen.
Als het product van kunststof is en weinig precisie vereist, wordt de voorkeur gegeven aan holblazen. Voor producten met een hoge precisie wordt spuitgieten gekozen.
(4) Bestaande productieomstandigheden
De bestaande productieomstandigheden hebben betrekking op de huidige uitrustingscapaciteit, de technische expertise van het personeel en de mogelijkheid om producten uit te besteden.
Als er bijvoorbeeld bij de productie van zware machineproducten geen staaloven met een grote capaciteit of zware hef- en transportapparatuur aanwezig is, wordt vaak het gecombineerde proces van gieten en lassen gebruikt. Hierbij worden de grote onderdelen in kleinere stukken verdeeld om te gieten en vervolgens aan elkaar gelast tot grotere stukken.
Een ander voorbeeld: de oliepanonderdelen voor een draaibank worden meestal geproduceerd door dunne stalen platen te stansen met een pers. Als de omstandigheden ter plaatse niet geschikt zijn voor dit proces, moeten alternatieve methoden worden gebruikt.
Als er bijvoorbeeld geen dunne platen of grote persen ter plaatse zijn, kan het gietproces gebruikt worden. Als er wel dunne platen beschikbaar zijn, maar geen grote pers, dan kan een economisch en haalbaar spinvormproces gebruikt worden als vervanging voor stempelvormen.
(5) Aandacht voor nieuwe processen, technologieën en materialen
Met de groeiende eisen van de industriële markt stellen gebruikers steeds hogere eisen aan productvariëteit en kwaliteitsverbeteringen, wat leidt tot een verschuiving van massaproductie naar productie van meerdere variëteiten en kleine batches. Dit vergroot het toepassingsgebied voor nieuwe processen, technologieën en materialen.
Om de productiecyclus te verkorten en producttypes en -kwaliteit te verbeteren, is het noodzakelijk om het gebruik van nieuwe processen, technologieën en materialen te overwegen, zoals precisiegieten, precisiesmeden, precisieblanking, koude extrusie, vloeibaar matrijssmeden, superplastisch vormen, spuitgieten, poedermetallurgie, keramiek en andere statische drukvormen, vormen van composietmateriaal en snelle vormen. Dit maakt bijna netvormige onderdelen mogelijk en zorgt voor een aanzienlijke verbetering van de productkwaliteit en economische voordelen.
Bovendien is het voor een redelijke selectie van het spuitgietproces belangrijk om een duidelijk inzicht te hebben in de kenmerken en het toepassingsgebied van de verschillende spuitgietprocessen en in de invloed van het spuitgietproces op de materiaaleigenschappen.
De karakteristieken van verschillende blenkvormprocessen van metaalmaterialen worden getoond in Tabel 3.
Tabel 3 Kenmerken van verschillende blenkvormprocessen
Gieten
Smeden
Stempelen van onderdelen
Lasverbinding
Gewalste voorraad
Vormkenmerken
Vorming in vloeibare toestand
Stevige plastische vervorming
Stevige plastische vervorming
Verbinding onder kristallisatie of vaste toestand
Stevige plastische vervorming
Vereisten voor materiaalprocesprestaties
Goede liquiditeit en weinig krimp
Goede plasticiteit, weerstand tegen kleine vervorming
Goede plasticiteit, weerstand tegen kleine vervorming
Hoge sterkte, goede plasticiteit, goede chemische stabiliteit in vloeibare toestand
Goede plasticiteit, weerstand tegen kleine vervorming
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Hoe evolueert plaatstaal van ruw materiaal tot ingewikkelde onderdelen in onze alledaagse apparaten? Dit artikel duikt in de fascinerende wereld van plaatbewerking en onderzoekt materialen zoals SPCC,...
Waarom zijn sommige metalen bestand tegen extreme omgevingen terwijl andere het laten afweten? Inzicht in de prestaties van metaalmaterialen is de sleutel tot het kiezen van de juiste voor uw toepassing. Dit artikel...
Heb je je ooit afgevraagd waarom roestvast staal niet roest zoals gewoon staal? Deze blogpost verkent de fascinerende wereld van roestvrij staal, zijn unieke eigenschappen en zijn cruciale rol...
Wat maakt een metaal het sterkste? In dit artikel verkennen we de fascinerende wereld van metalen, van de ongeëvenaarde treksterkte van wolfraam tot de ongelooflijke corrosiebestendigheid van titanium. Ontdek hoe deze krachtige...
Heb je je ooit afgevraagd hoe je nauwkeurig het gewicht van staal of metaal voor je projecten kunt berekenen? In deze blogpost verkennen we de fascinerende wereld van het berekenen van het gewicht van staal...
Heb je je ooit afgevraagd wat bouwmachines zo duurzaam maakt? Het geheim zit hem in het opmerkelijke 35MnB staal. Dit artikel onthult hoe elementen als koolstof, silicium, mangaan, boor en chroom...
Heb je je ooit afgevraagd welke geheimen verborgen liggen in de glanzende oppervlakken van metalen? In dit fascinerende artikel duiken we in de fijne kneepjes van de analyse van metaalsamenstelling. Onze deskundige auteur,...
Het smeltpunt is een kritieke factor om rekening mee te houden bij het verwerken van metalen materialen. Het wordt gedefinieerd als de temperatuur waarbij een zuivere stof overgaat van een vaste...
Heb je je ooit afgevraagd wat die getallen op plaatmetaal betekenen? In dit artikel duiken we in de wereld van de plaatmeters en leggen we dit essentiële aspect van metaalbewerking uit....