Heb je je ooit afgevraagd hoe metalen onderdelen in verschillende vormen worden gebogen? In dit fascinerende artikel gaan we dieper in op de kunst en wetenschap van het buigen bij het stansen van metaal. Onze deskundige werktuigbouwkundig ingenieur leidt je door de belangrijkste concepten, uitdagingen en technieken die komen kijken bij het maken van nauwkeurig gebogen onderdelen. Maak je klaar om de verborgen wereld te ontdekken achter de gebogen metalen onderdelen die ons elke dag omringen!
Buigen is een fundamenteel metaalvormproces waarbij een werkstuk gecontroleerd wordt vervormd om een gewenste hoekige vorm te creëren. Deze bewerking wordt meestal uitgevoerd met behulp van speciaal gereedschap op een kantpers of soortgelijke machine. Het proces oefent lokale spanning uit op het materiaal, waardoor het plastisch vervormt langs een lineaire as met behoud van het profiel van de dwarsdoorsnede.
Belangrijke aspecten van het buigen zijn onder andere:
Gereedschap: Precisie ontworpen stempel- en matrijzensets worden gebruikt om specifieke buighoeken en radii te bereiken.
Materiaaleigenschappen: De dikte van het werkstuk, de vloeigrens en de korreloriëntatie zijn van grote invloed op het buigproces en de kwaliteit van het eindproduct.
Terugveercompensatie: Bij het gereedschapontwerp en de procesparameters wordt rekening gehouden met het elastische herstel van het materiaal na het buigen.
Doorbuigingstoeslag: De hoeveelheid materiaal die nodig is in het vlakke patroon om de gewenste buiggeometrie te verkrijgen, wordt zorgvuldig berekend.
Krachtregeling: Een juiste toepassing van de buigkracht is cruciaal om defecten zoals scheuren of te ver doorbuigen te voorkomen.
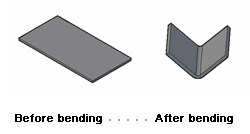
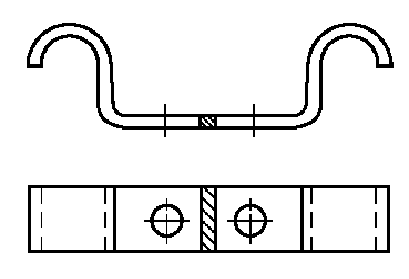
Voorbeeld buigen
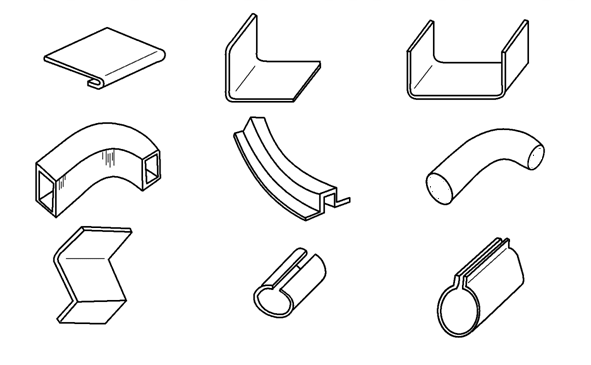
Gebogen delen in het leven
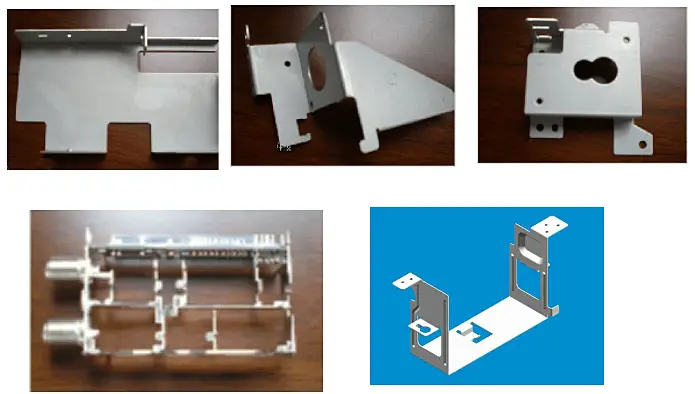
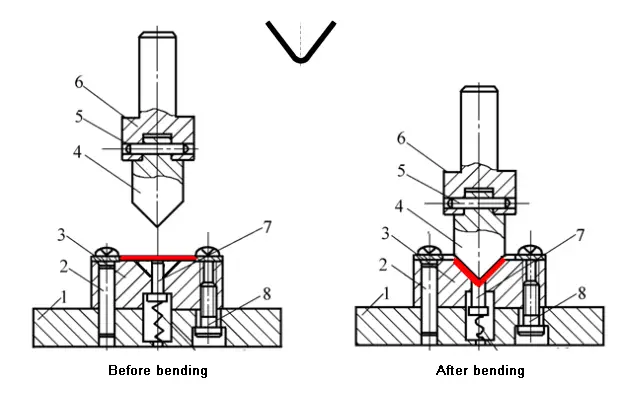
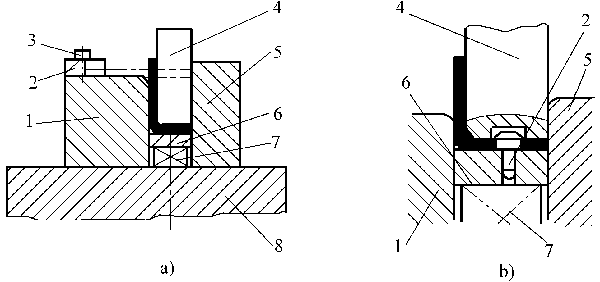
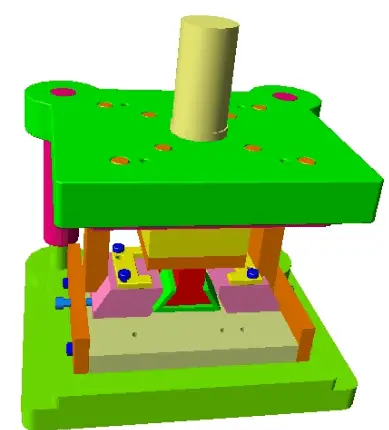
Gebogen onderdelen vormen met een mal-1
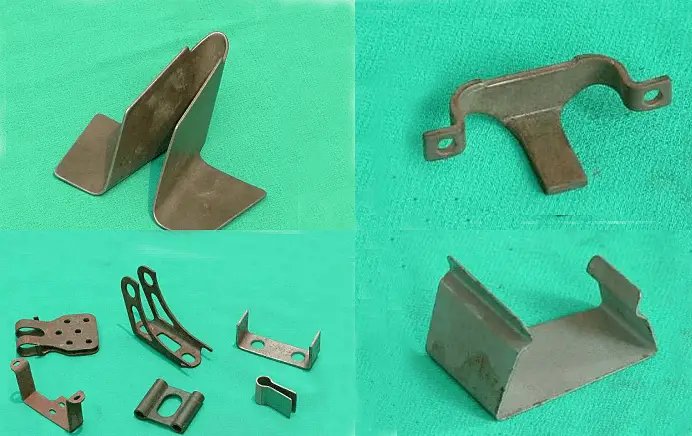
Gebogen onderdelen vormen met een mal-2
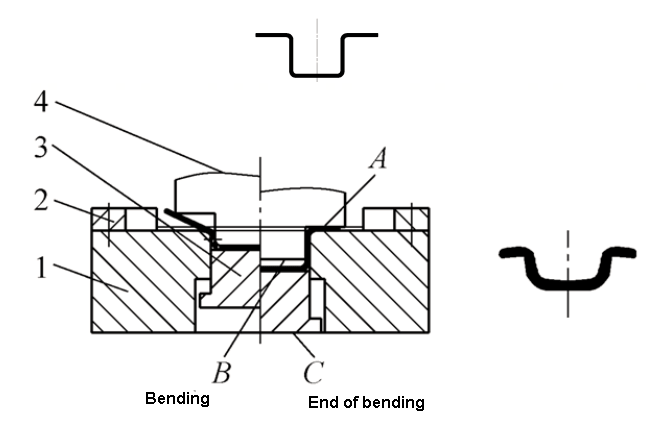
De mal die voor het buigen wordt gebruikt, heet buigmal
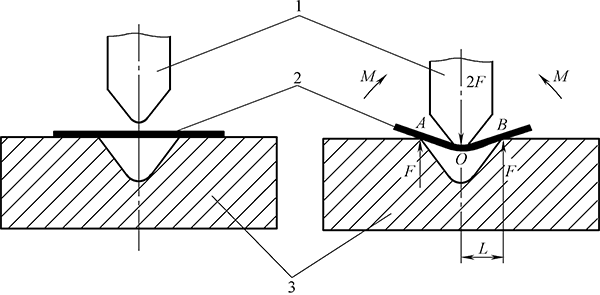
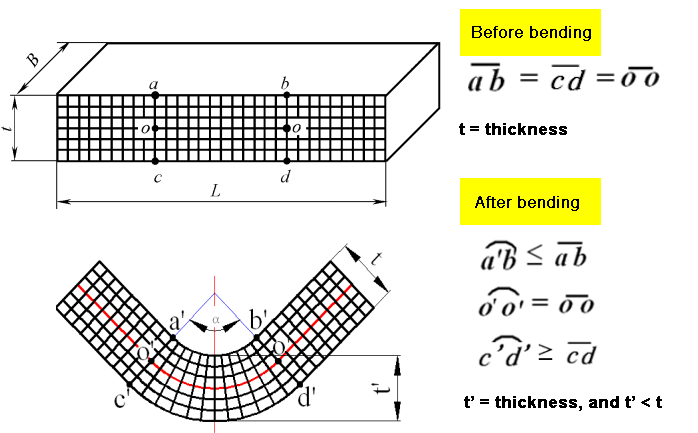
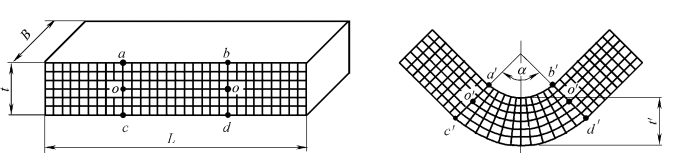
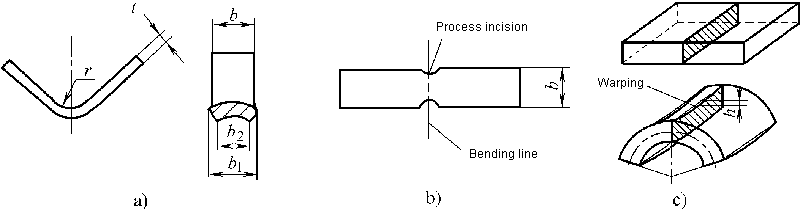
Het werkstuk is verdeeld in twee delen, rechte randen en afgeronde hoeken. Vervorming treedt voornamelijk op bij de afgeronde hoeken. Afgeronde hoeken zijn het belangrijkste vervormingsgebied van buigvervorming.
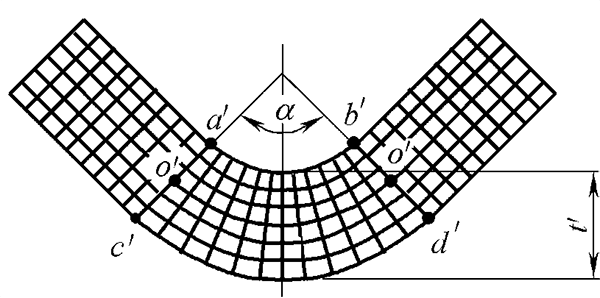
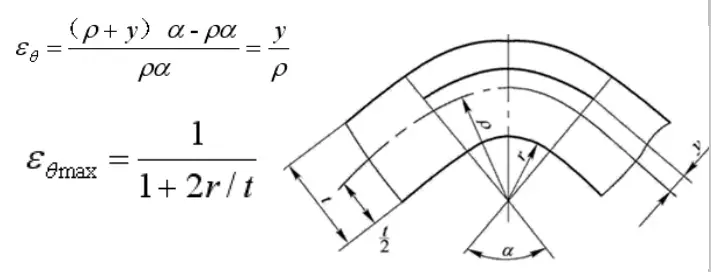
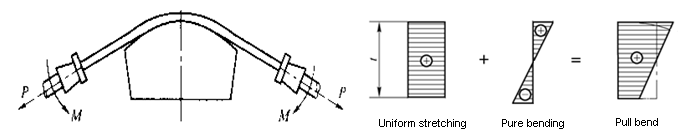
De vervormingszone wordt niet gelijkmatig vervormd: de buitenste zone wordt uitgerekt in tangentiële richting; de binnenste zone wordt samengedrukt in tangentiële richting en er ontstaat een rekneutrale laag - een metaallaag waarvan de lengte niet verandert voor en na de vervorming.
De dikte van de vervormingszone wordt dunner, η= t '/ t≤1, en de mate van dunner worden is gerelateerd aan de grootte van r.
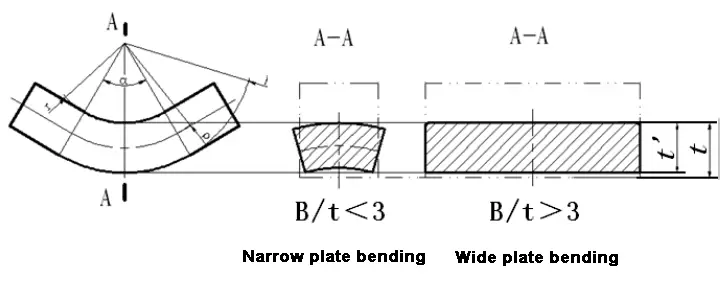
Veranderingen in de dwarsdoorsnede: de brede plaat blijft onveranderd, het binnengebied van de smalle plaat wordt breder en het buitengebied wordt smaller.
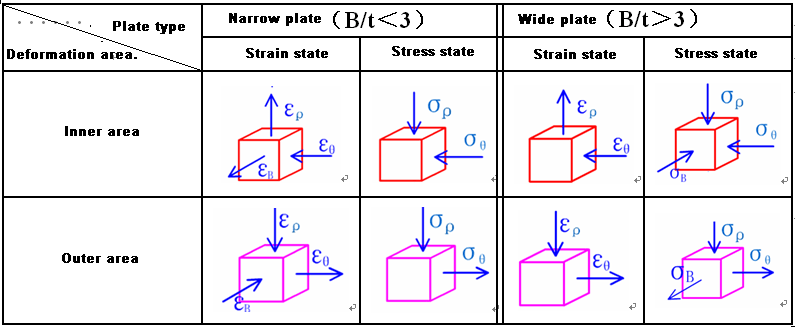
1.3 Toestand van spanning en rek in buigvervormingszone
Kwaliteitsanalyse en -controle van buigonderdelen
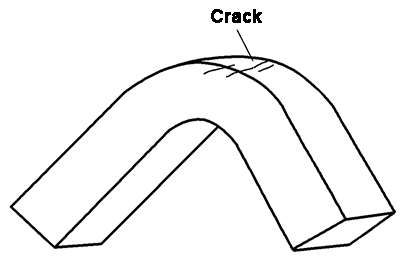
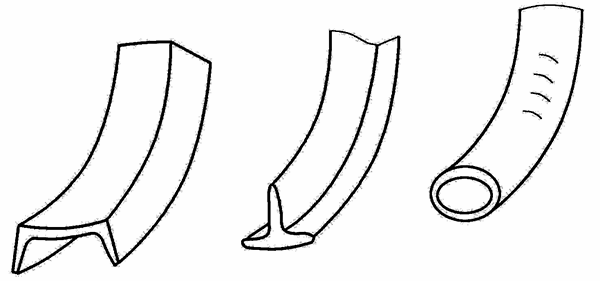
2.1 Buigscheur
Buigingsscheuren zijn een fenomeen waarbij scheuren ontstaan in de buitenste laag van het materiaal in de buigvervormingszone.
De belangrijkste reden voor het ontstaan van buigscheuren is dat de mate van buigvervorming de vervormingslimiet van het gebogen materiaal overschrijdt.
Het buigen van scheuren kan worden vermeden.
Buigvervorming
r / t geeft de mate van buigvervorming weer.
Hoe kleiner r/t, hoe groter de mate van buigvervorming, er is een minimum relatieve buigradius rmin /t.
Minimale relatieve buigstraal en de factoren die deze beïnvloeden
De minimale relatieve buigradius verwijst naar de verhouding van de buigradius van de buitenste vezel tot de dikte van de plaat wanneer de plaat gebogen is en bijna barst.
Factoren die de minimale relatieve buigradius beïnvloeden:
1) Mechanische eigenschappen van het materiaal: goede plasticiteit, kleine rmin/t.
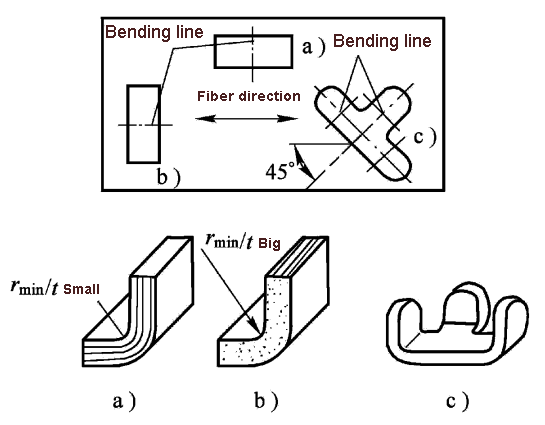
2) De vezelrichting van het vel: de buiglijn loodrecht staat op de vezelrichting, rmin/t is klein
3) De oppervlakte- en zijkwaliteit van het blad: de oppervlakte- en zijkwaliteit zijn goed, rmin/t is klein
4) De dikte van de plaat is dun: rmin/t is klein
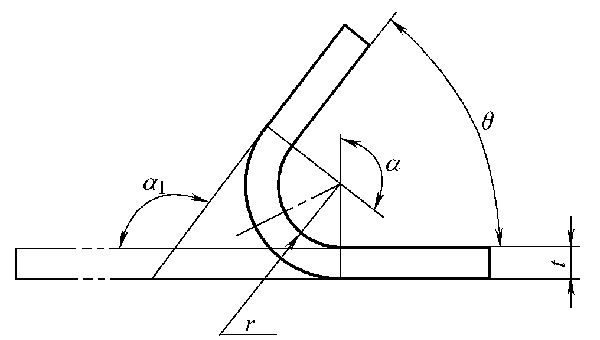
Definitie van verschillende parameters van het buigproces:
(1) De afrondingsstraal r van het buigvervormingsgebied wordt de buigstraal genoemd.
(2) De verhouding r/t van de buigradius tot de plaatdikte wordt de relatieve buigradius genoemd.
(3) De buigradius wanneer de buitenste vezel van de plaat bijna scheurt tijdens het buigen, wordt de minimale buigradius rmin.
(4) De verhouding tussen de minimale buigstraal en de plaatdikte wordt de minimale relatieve buigstraal r genoemdmin/t.
(5) De hoek waaronder het werkstuk is gebogen, dat wil zeggen de complementaire hoek α1 van de rechte hoek van het werkstuk na het buigen, wordt de buighoek.
(6) De diagonale hoek α van de rechte hoek tussen de gebogen delen wordt de buigmiddelpunthoek genoemd.
(7) De hoek θ van de rechte zijde van het product na het buigen wordt de hoek van het buiggedeelte genoemd.
Maatregelen om buigen onder controle te houden
(1) Kies een materiaal met een goede plasticiteit voor buigen en voer een gloeien behandeling op het koudgeharde materiaal voor het buigen.
(2) Buigen met r/t groter dan rmin/t wordt gebruikt.
(3) Zet de buiglijn bij het schikken loodrecht op de vezelstructuurrichting van de plaat.
(4) Richt de braamzijde naar de kant van de buigstempel, of verwijder de braam voor het buigen. Vermijd krassen, barsten en andere defecten aan de buitenkant van de gebogen blenk.
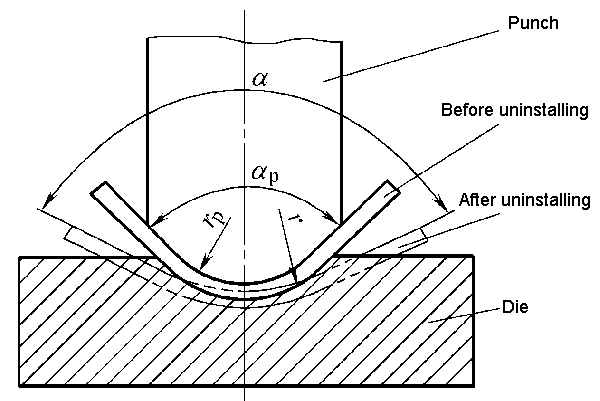
2.2 Terugslag
Terugslag bij buigen verwijst naar het fenomeen dat de vorm en grootte van het gebogen onderdeel niet overeenkomen met de mal wanneer het uit de mal wordt gehaald. springrug.
De reden voor terugvering is dat de totale vervorming tijdens plastisch buigen uit twee delen bestaat: plastische vervorming en elastische vervorming. Wanneer de externe belasting wordt verwijderd, blijft de plastische vervorming bestaan en verdwijnt de elastische vervorming volledig.
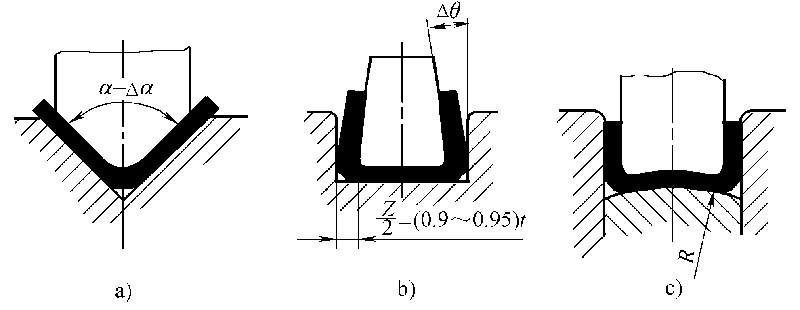
Terugverende vorm
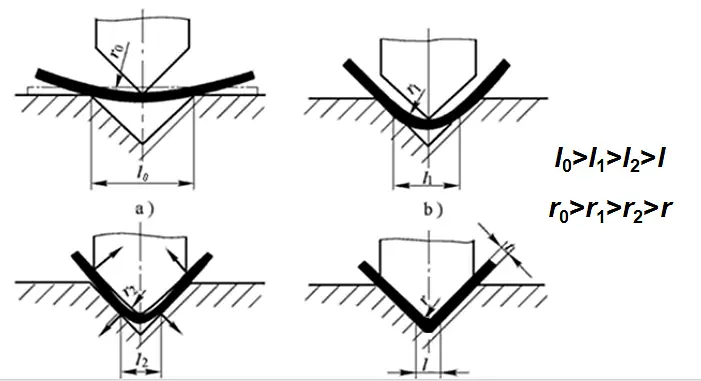
(1) De buigstraal verandert van rp tijdens het laden naar r tijdens het lossen
(2) Verandering van de hoek van het buigstuk, de hoeveelheid verandering:
Δα=α-αP
Wanneer Δα> 0, wordt het positieve terugkaatsing genoemd.
Wanneer Δα<0 wordt het negatieve terugkaatsing genoemd.
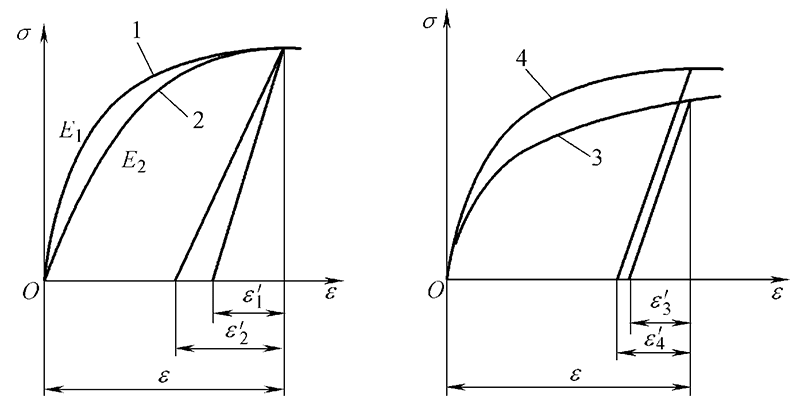
Factoren die de terugkaatsing beïnvloeden
1) Mechanische eigenschappen van het materiaal: Hoe groter de rekgrens en hoe hoger de hardingsindex, hoe groter de terugvering; hoe groter de elasticiteitsmodulus, hoe kleiner de terugvering.
2) Hoe groter de relatieve buigradius, hoe groter de terugvering.
3) Hoe groter de buigmiddelpunthoek, hoe langer de vervormingszone en hoe groter de springrug accumulatiewaarde, dus de terugvering zal toenemen.
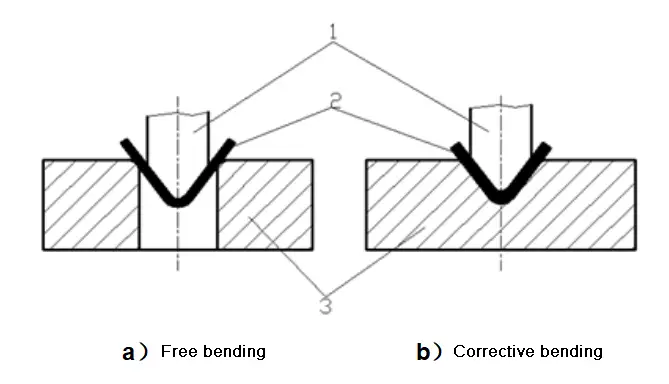
4) Buigmethode: De terugvering bij correctiebuigen is sterk verminderd in vergelijking met vrijbuigen.
5) Vorm van het werkstuk: Hoe gecompliceerder de vorm, hoe groter de hoek van een buiging, hoe kleiner de terugvering.
(1) Verbeter het ontwerp van de gebogen onderdelen en selecteer de juiste materialen.
1) Vermijd het kiezen van te grote r/t.
2) Probeer een plaat te gebruiken met een kleine rekgrens, een kleine hardingsindex en een grote elasticiteitsmodulus voor buigen.
(2) Pas het juiste buigproces toe om de spanning-rek toestand van de vervormingszone te veranderen.
1) Gebruik correctief buigen in plaats van vrij buigen.
2) Het buigproces gebruiken
3) Het materiaal voor koudvervormen moet eerst worden gegloeid om de vloeipunt σs te verlagen. Voor materialen met een grote terugvering kan, indien nodig, warmtebuigen worden gebruikt.
(3) Ontwerp de buigmatrijs op een redelijke manier
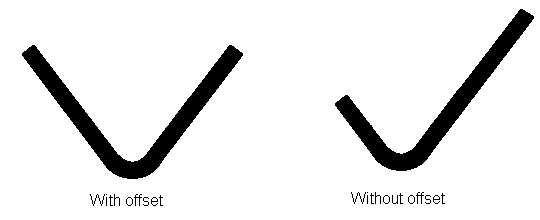
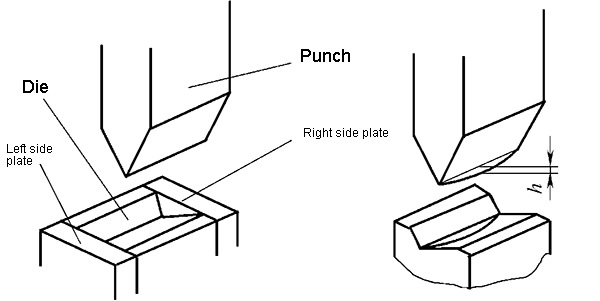
Offset verwijst naar het fenomeen dat de blenk beweegt in de mal tijdens het buigproces.
Als gevolg van de offset voldoet de lengte van de twee rechte zijden van het gebogen deel niet aan de vereisten van de tekening, dus moet de offset worden weggewerkt.
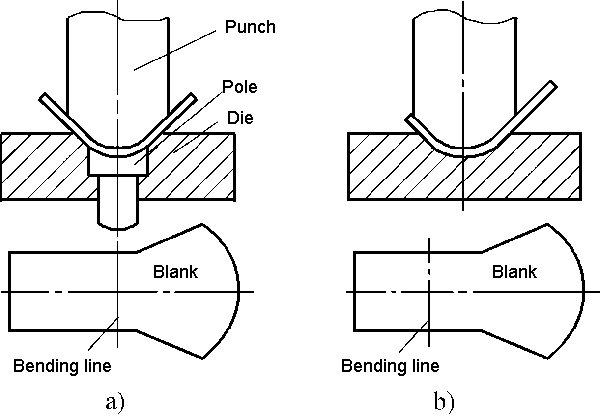
Redenen voor compensatie
(1) De vorm van de blenk van het gebogen deel is links en rechts asymmetrisch.
(2) De positionering van de blenk is onstabiel en het effect van het persen is niet ideaal.
(3) De matrijsstructuur is links en rechts asymmetrisch.
Maatregelen om offset te controleren
1) Kies een betrouwbare positionerings- en persmethode en gebruik een geschikte matrijsstructuur.
2) Voor kleine asymmetrische buigonderdelen moet het proces van paarsgewijs buigen en dan snijden worden toegepast.
2.4 Vervorming en kromtrekken van plaatdoorsneden
2.5 De vervormingszone wordt dunner en de lengte van het gebogen deel neemt toe
Dit maakt het moeilijk om de grootte van de blanco nauwkeurig te bepalen.
De ontwerpstap van de buigmatrijs is eerst de buigmatrijs te ontwerpen, en dan de afrondmatrijs.
Berekening buigproces
3.1 Berekening van de blinde afmeting van het buigdeel
Positie van spanningsneutrale laag
De rekneutrale laag verwijst naar een metaallaag met een constante lengte voor en na buigvervorming of een metaallaag met een tangentiële rek van nul in een buigvervormingsgebied.
Gelijk volume voor en na het buigen: Lbt=π(R2-r2)bα/2π
Vereenvoudigd: ρ=(r+ηt/2)η
Afgekort als: ρ=r+χt
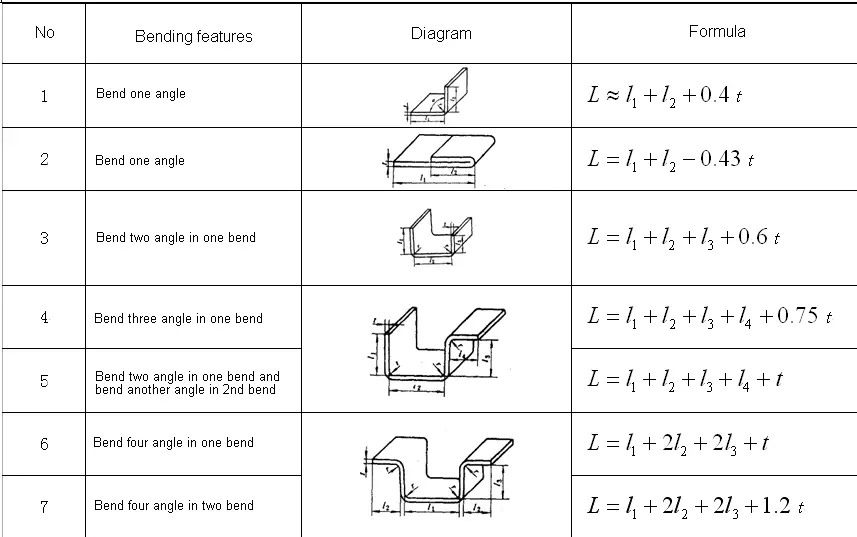
2.De lengteberekening van de blenk van het buigdeel
(1) Buigstukken met V-straal r> 0,5t
1) Begin aan één uiteinde van het buigstuk en verdeel het in verschillende rechte en ronde segmenten.
2) Bereken de verplaatsingscoëfficiënt van de neutrale laag χ volgens tabel 4-3.
3) Bepaal de buigstraal ρ van de neutrale laag van elk boogsegment volgens formule (4-3)
4) Volgens de buigradius ρ1, ρ2 van elke neutrale laag en de bijbehorende buigmiddelpunthoeken α1, α2 ..., de lengte berekenen van elk boogsegment ll, l2 ... li=πρiαi/180°
5) Bereken de totale expansielengte L = a + b + c + ... + l1 + l2 + l3 + …
(2) Bochten met afrondingsstraal r <0,5t-empirische formule
Voorbeeld van het berekenen van de uitgevouwen lengte van een gebogen onderdeel
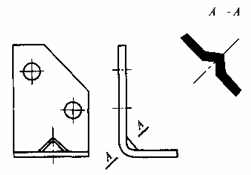
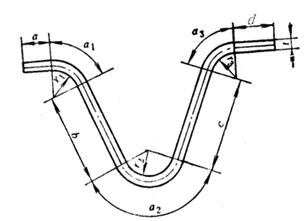
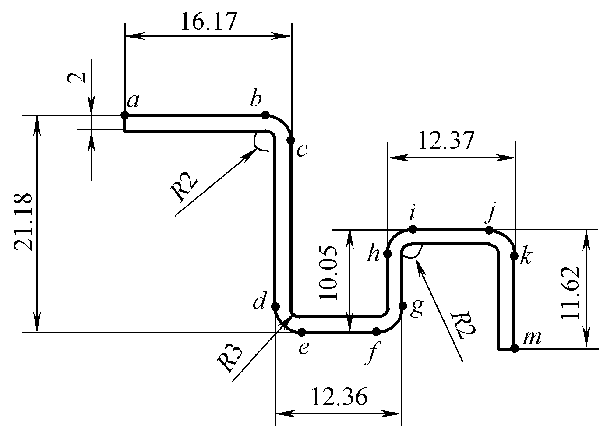
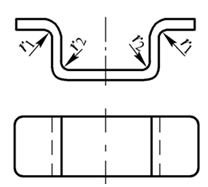
Voorbeeld 4-1 Buig het werkstuk in Figuur 4-30 en probeer de uitgevouwen lengte te berekenen.
Oplossing: (1) Het werkstuk is verdeeld in rechte lijnsegmenten lab, lcd, lef, lgh, ljj, lkm en boogsegmenten lbc, lde, lfg, lHoi, ljk vanaf punt a.
(2) Bereken de verlengde lengte van het boogsegment.
Voor de bogen lbc, lHoi, ljk: R = 2mm, t = 2mm, dan is r/t = 2/2 = 1, en als χ= 0,3 is gevonden in Tabel 4-3, dan:
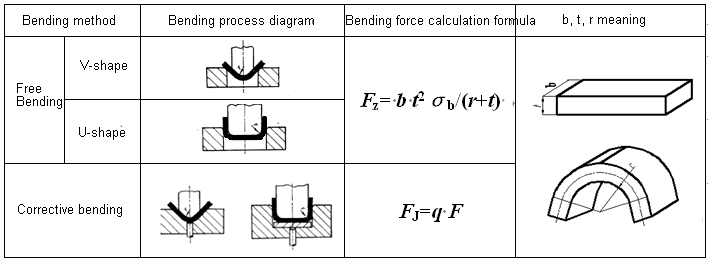
Voor vrijbuigen met persen moet bij de keuze van de tonnage van de pers rekening worden gehouden met de buigkracht en de perskracht, dat wil zeggen:
Fdruk op≥1.2(Fz+FY)
Voor de buigcorrectie kan alleen de buigkrachtcorrectie in aanmerking worden genomen bij het selecteren van de tonnage van de pers, dat wil zeggen:
Fdruk op≥1.2FJ
Selectievoorbeeld van pers
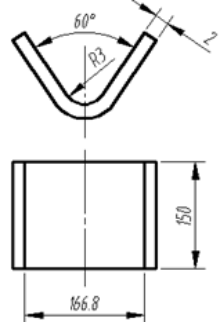
Voorbeeld 4-2 Buig het V-vormige onderdeel uit Figuur 4-32. Het bekende materiaal is 20 staal en de treksterkte is 400 MPa. Probeer respectievelijk de vrije buiging te berekenen en de buigkracht te corrigeren. Als je het persapparaat gebruikt, probeer dan de tonnage van de pers te selecteren.
Dan is het totale procesvermogen: FZ + FY = 48000 + 19200 = 67,2 (KN) dan de tonnage van de uitrusting: Fdruk op ≥ 1.2 (FZ + FY) = 1,2 × 67,2 = 80,64 (KN).
Wanneer de buiging wordt gecorrigeerd, kan q worden genomen als 50MPa uit Tabel 4-7, en het kan worden verkregen uit de formule in Tabel 4-6:
FJ = q * A = 50 × 166,8 × 150 = 1251 (KN)
Dan de tonnage van de apparatuur: Fdruk op ≥ 1.2 * FJ = 1,2 × 1251 = 1501,2 (KN).
Ontwerp van buigproces
4.1 Analyse van het buigproces
De maakbaarheid van het buigdeel verwijst naar de vraag of de vorm, grootte, nauwkeurigheid, materialen en technische vereisten van het buigdeel voldoen aan de technologische vereisten van het buigproces, dat wil zeggen de aanpasbaarheid van het buigdeel aan het buigproces - een vereiste vanuit het perspectief van productontwerp.
Vormvereisten voor gebogen onderdelen
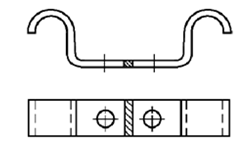
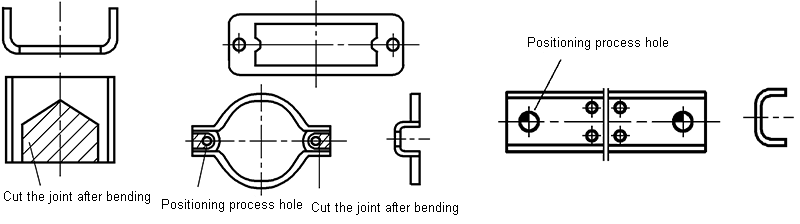
(1) Om verplaatsing tijdens het buigen te voorkomen, moeten de vorm en de afmetingen van het buigstuk zo symmetrisch mogelijk zijn.
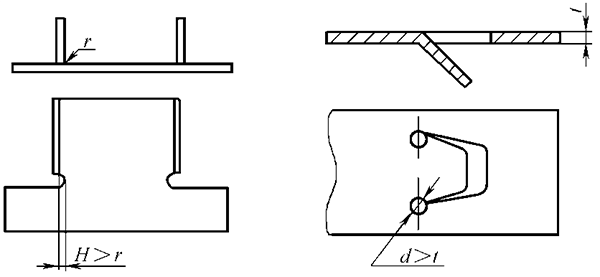
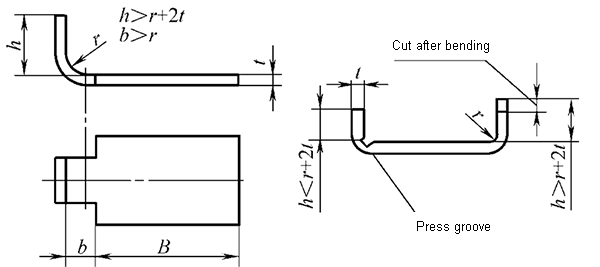
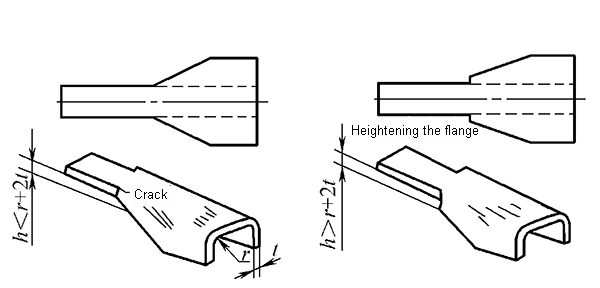
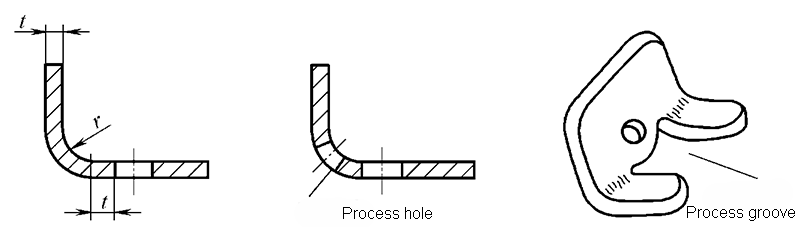
(2) Bij het plaatselijk buigen van een randdeel moet, om scheuren in de wortel van de buiging te voorkomen, een groef worden gesneden tussen het gebogen deel en het niet-gebogen deel of moet het procesgat worden uitgestanst voordat het buigen begint.
(3) Voeg verbindingsbanden toe en positioneer de procesgaten.
2.Maatvereisten voor gebogen onderdelen
(1) De buigradius mag niet kleiner zijn dan de minimale buigradius.
(2) De hoogte van de rechte zijde van het gebogen deel moet voldoen aan: h> r + 2t
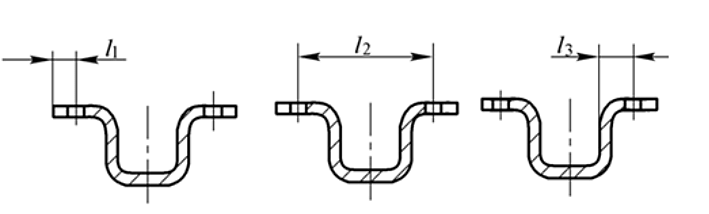
(3) De afstand tussen de rand van het gat van het buigdeel moet aan de volgende eisen voldoen:
Precisievereisten voor het buigen van onderdelen
De maattolerantie van de gebogen onderdelen moet voldoen aan GB / T13914-2002,
De hoektolerantie komt overeen met GB / T13915-2002,
Tolerantie op ongemarkeerde positie is conform GB / T13916-2002,
De grensafwijking van de afmetingen zonder toleranties is conform GB / T15055-2007
Materiaaleisen voor gebogen onderdelen
Het materiaal van het buiggedeelte moet een goede plasticiteit hebben, een kleine rekgrens en een grote elasticiteitsmodulus.
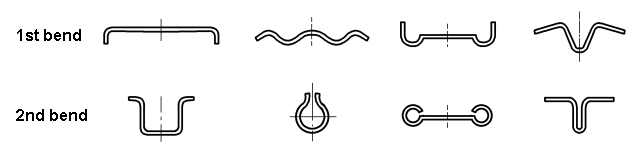
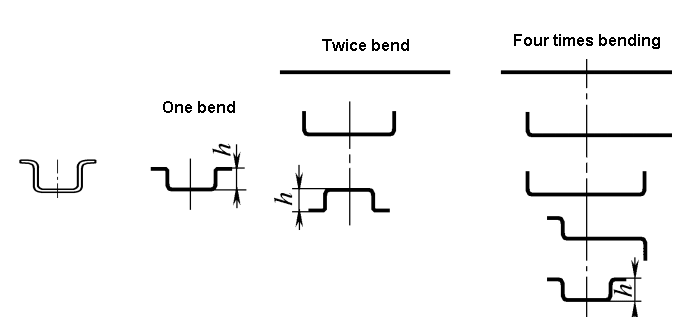
1) Eenvoudige gebogen onderdelen: eenmalig buigen. Onderdelen buigen met complexe vormen: Twee of meer buigvormen.
2) Onderdelen buigen met grote batches en kleine afmetingen: Gebruik zoveel mogelijk een progressieve matrijs of een samengestelde matrijs.
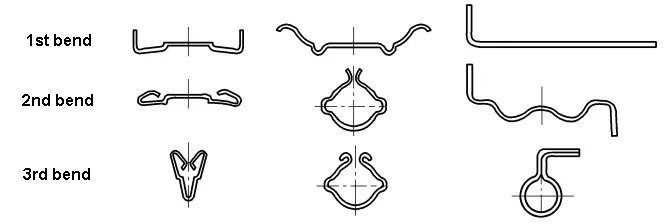
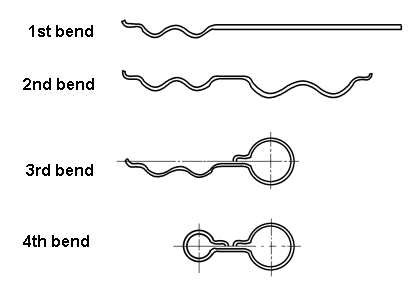
3) Als meerdere buigingen nodig zijn: buig eerst beide uiteinden en buig dan het middelste deel. Bij de vorige buiging moet rekening worden gehouden met de betrouwbare positionering van de laatste buiging.
4) Als de vorm van het buigstuk niet symmetrisch is: buig zoveel mogelijk en snij het dan door.
Procesopstelling van typische buigonderdelen
Een bocht
Tweemaal buigen
Drievoudige bocht
Vier bochten
Flexibele opstelling van buigonderdelen
Vorm van het werkstuk
Precisievereisten
Partijgrootte
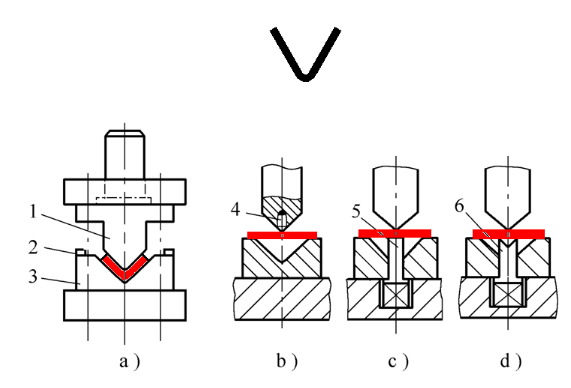
Ontwerp van buigmatrijs
5.1 Type en structuur buigmatrijs
Volgens de mate van procescombinatie kan de buigmatrijs worden onderverdeeld in:
Enkel proces buigmatrijs
Samengestelde buigmatrijs
Progressieve buigmatrijs
Volgens de vorm van het werkstuk kan de buigmatrijs worden onderverdeeld in:
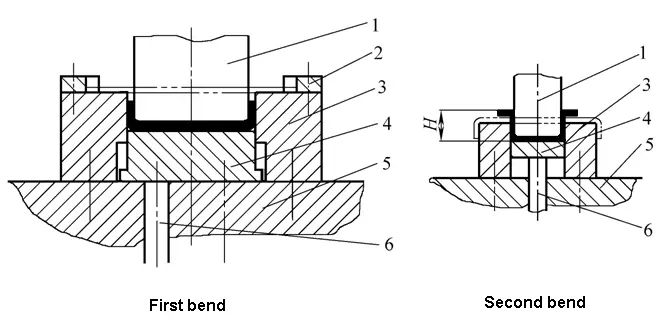
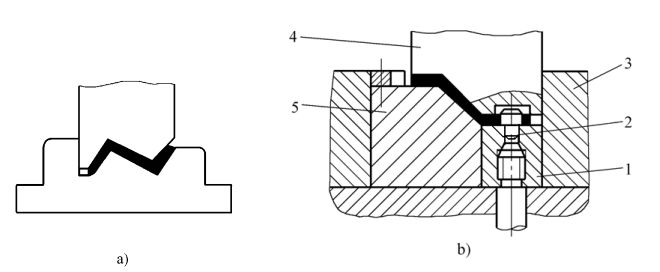
Buigmatrijs voor het buigen van Z-vormige onderdelen in twee stappen
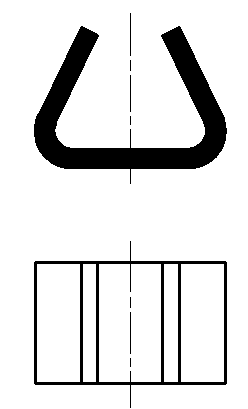
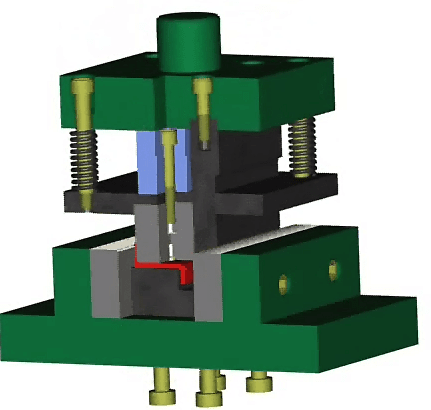
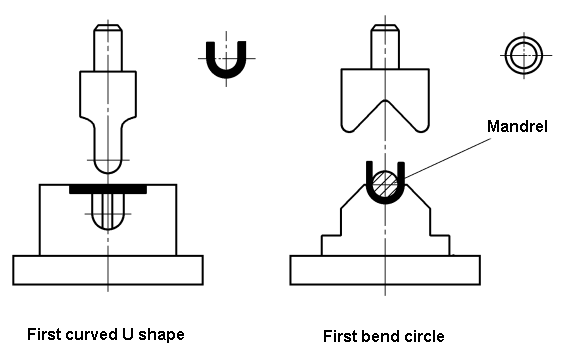
Ronde buigmatrijs
Rondbuigmatrijs-tweemaal buigen
Ronde buigmatrijs-één bocht
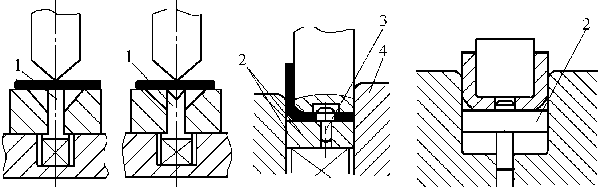
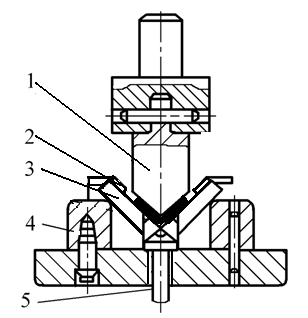
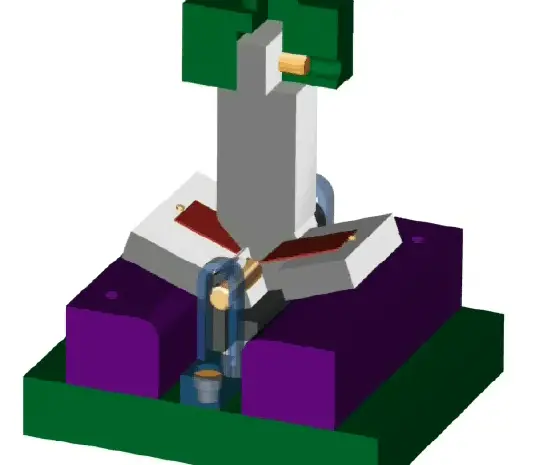
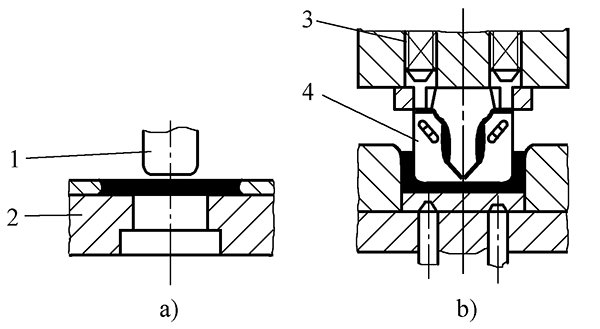
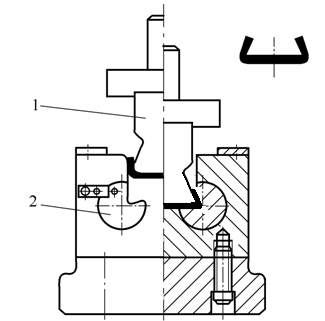
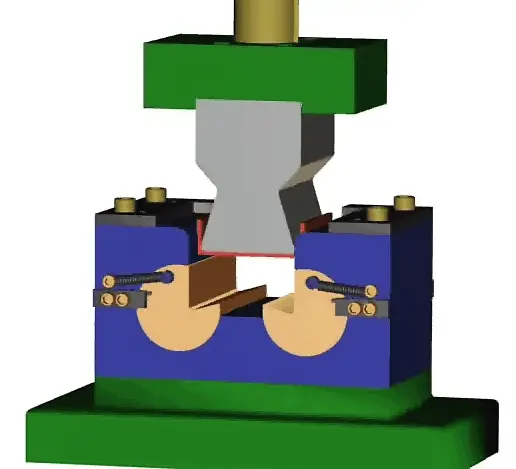
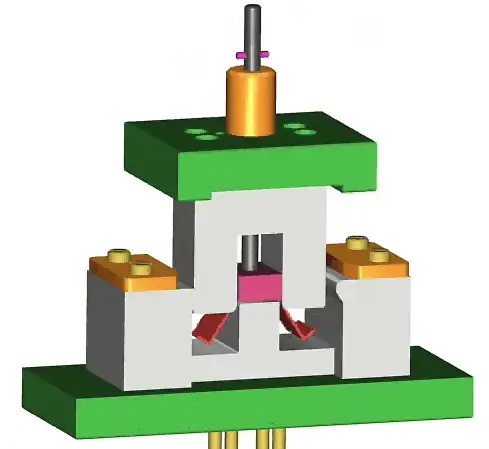
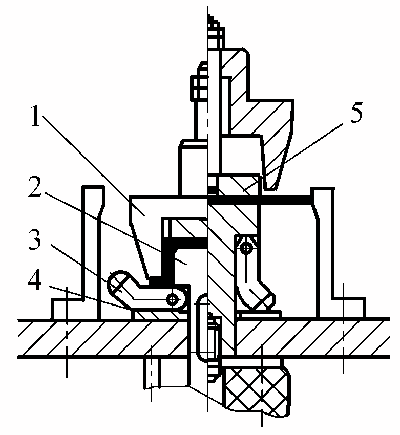
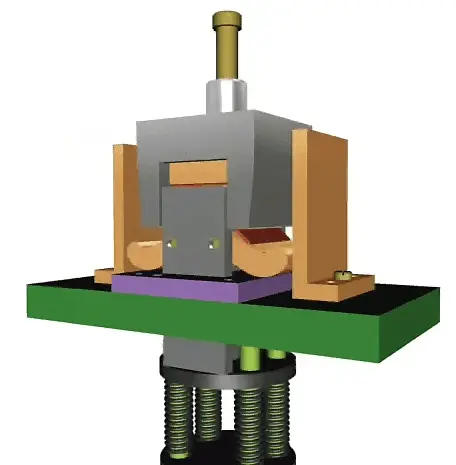
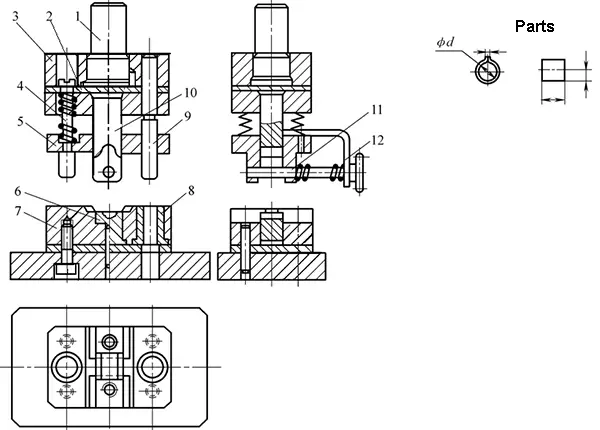
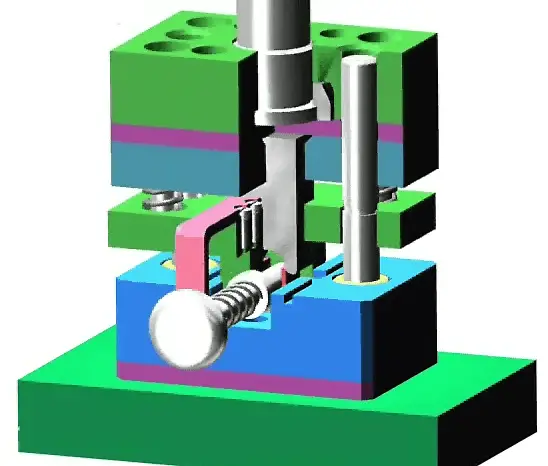
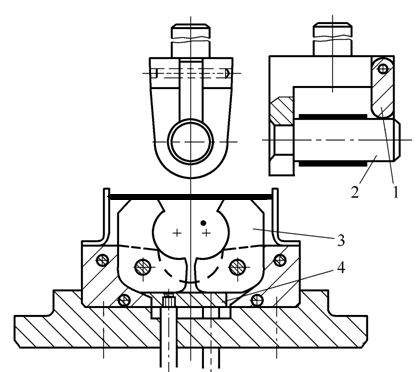
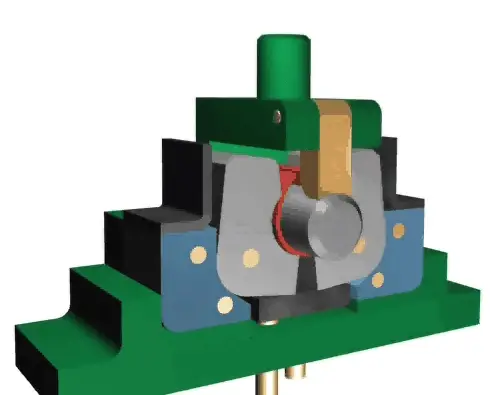
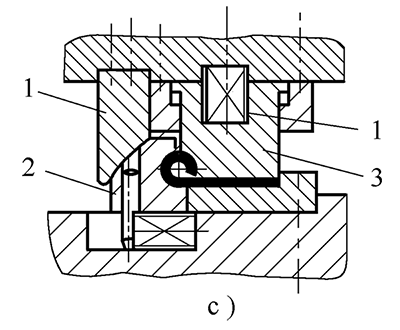
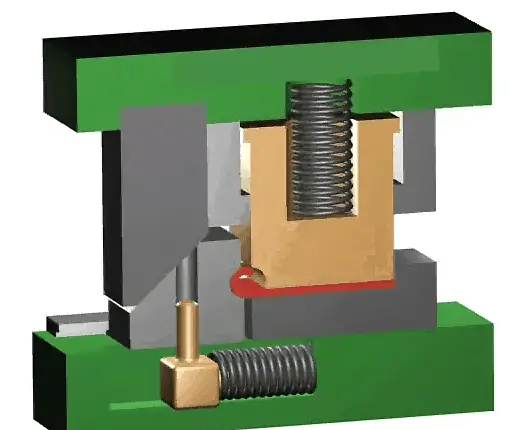
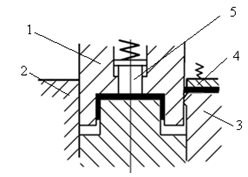
Eenmalig buigen vormmatrijs voor cirkelvormig stuk met zwenkmatrijs
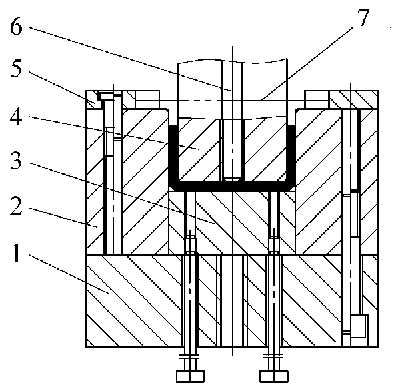
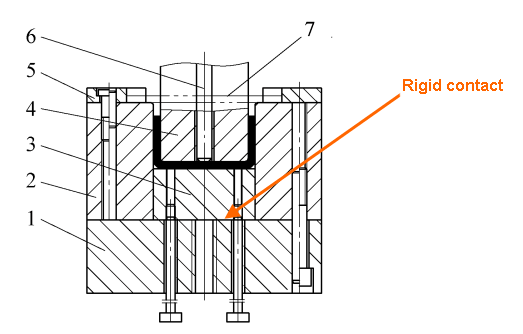
1-ondersteuning
2-pons
3-draaischijf
4-uitwerperplaat
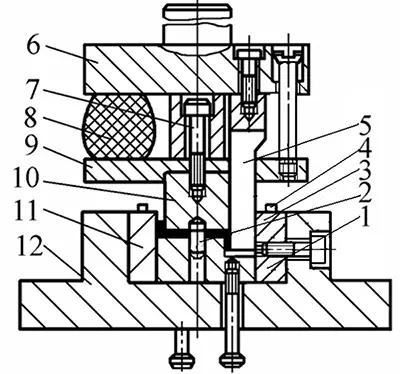
Eenmalige buigmatrijs voor grote ronde stukken met zwenkmatrijs
Twee processen buigen grote cirkel
Drie stappen buigen grote cirkel
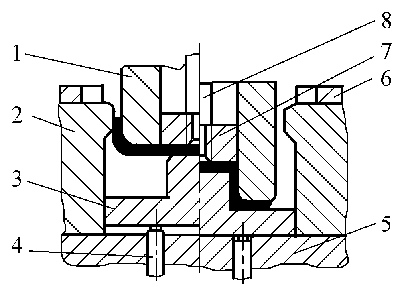
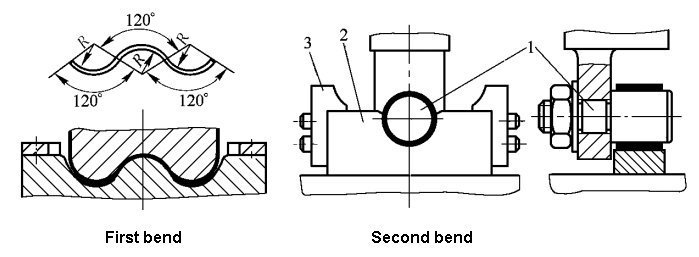
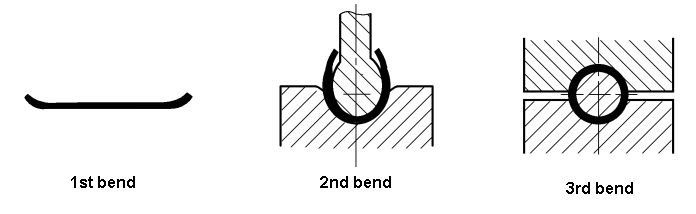
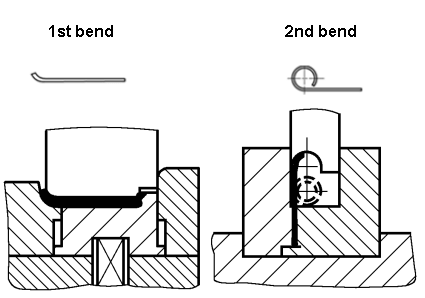
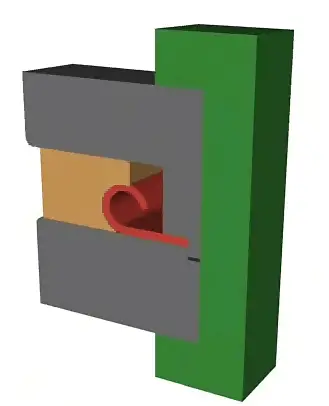
Buigmal voor scharnier
Scharnierstuk tweevoudige buigmatrijs
Scharnierstuk eenmalige buigmatrijs
Andere buigmatrijzen
(1) Samengestelde mal snijden en buigen
(2) Progressieve buigmatrijs
5.2 Ontwerp van buigvormonderdelen
Ontwerp van werkende onderdelen
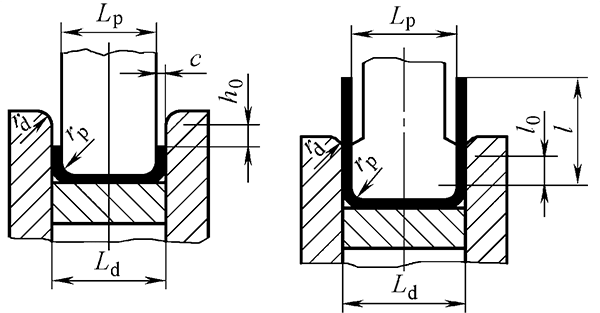
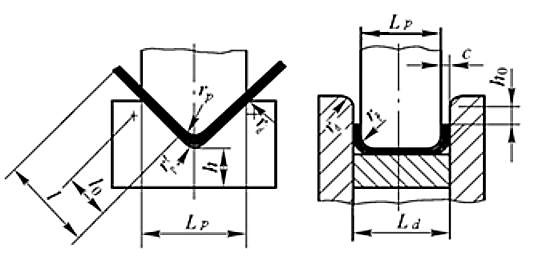
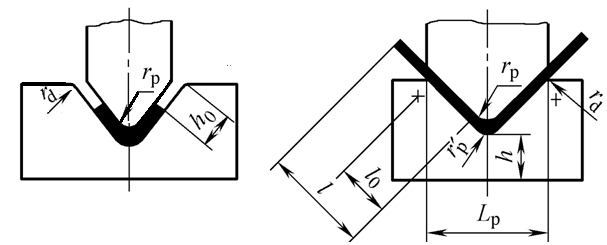
(1) Ponsbandradius
(2) Afrondingsstraal
(3) Diepte matrijs
(4) Vrijloop van convexe en concave matrijs
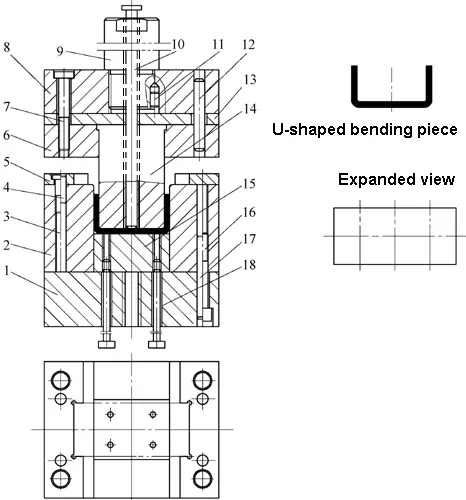
(5) Breedte van U-vormige convexe en concave matrijs
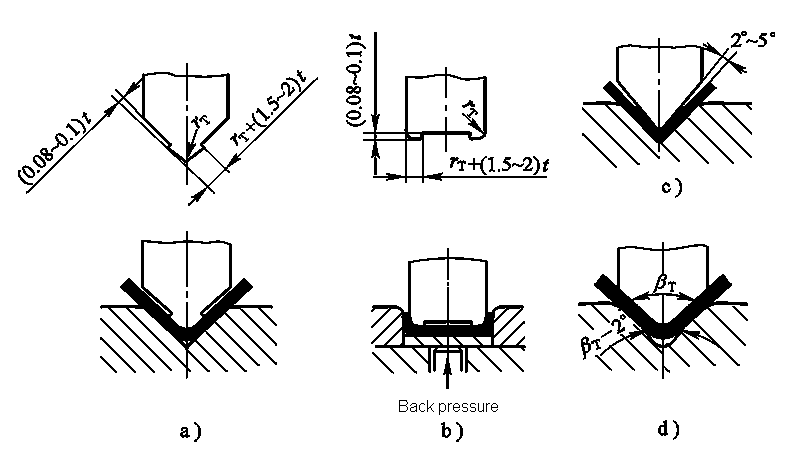
(1)Ponsbandradius
1) Wanneer r≥rminneem rp = r, waarbij rmin is de minimale buigradius die het materiaal toelaat.
2) Wanneer r <rminneem rp> rmin. De afrondingsstraal r van het werkstuk wordt verkregen door vormgeven, zelfs als de afrondingsstraal rz van de vormpons is gelijk aan de V-straal r van het werkstuk.
3) Wanneer r/t> 10, moet er rekening gehouden worden met terugvering en moet de radius van de ronding van de pons gecorrigeerd worden.
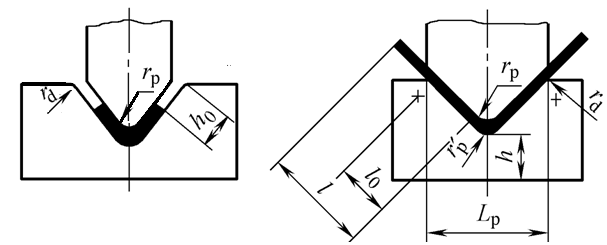
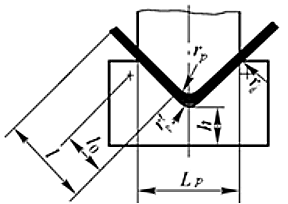
4) De bodem van de V-vormige buigmatrijs kan worden geopend of ingetrokken met groef of een hoekradius: r'p = (0.6-0.8) (rp + t).
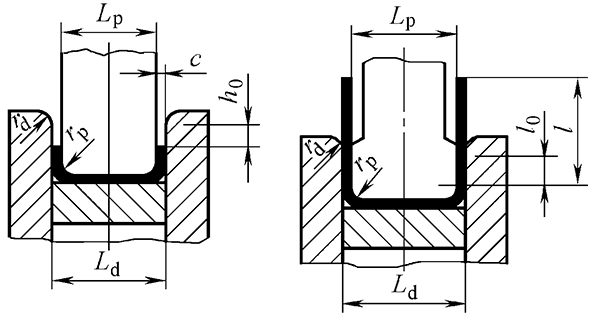
(2) Afrondingsstraal
De grootte van de hoekradius van de matrijs beïnvloedt de buigkracht, de levensduur van de buigmatrijs en de kwaliteit van het buigdeel tijdens het buigproces.
De grootte van de opening tussen de mannelijke en vrouwelijke matrijs beïnvloedt de buigkracht, de levensduur van de buigmatrijs en de kwaliteit van het buigdeel.
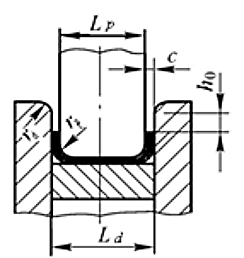
Als de nauwkeurigheid van het buiggedeelte hoog is, moet de waarde van de spleet voldoende worden verkleind en kan c = t worden genomen.
De matrijsspeling van het V-vormige buigstuk hoeft niet te worden ontworpen. Deze kan worden verkregen door de sluithoogte van de pers aan te passen.
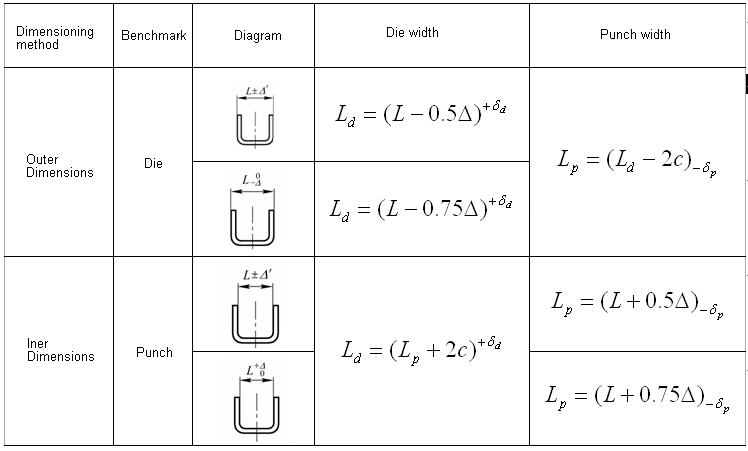
(5)U-vormige gebogen convexe en concave matrijsbreedte
2. Ontwerp van positioneringsonderdelen
Omdat de blenk die in de buigmatrijs wordt gevoerd een enkele blenk is, zijn de positioneringsonderdelen die in de buigmatrijs worden gebruikt positioneerplaten of -pennen.
3.Design van het drukken, het lossen en het voeden delen
Als oprichter van MachineMFG heb ik meer dan tien jaar van mijn carrière gewijd aan de metaalbewerkingsindustrie. Door mijn uitgebreide ervaring ben ik een expert geworden op het gebied van plaatbewerking, verspaning, werktuigbouwkunde en gereedschapsmachines voor metalen. Ik denk, lees en schrijf voortdurend over deze onderwerpen en streef er voortdurend naar om voorop te blijven lopen in mijn vakgebied. Laat mijn kennis en expertise een aanwinst zijn voor uw bedrijf.
Heb je je ooit afgevraagd wat de kunst en wetenschap is achter het vormen van metalen platen tot complexe vormen? In deze boeiende blogpost duiken we diep in de fascinerende wereld van...
Stelt u zich eens voor dat u plaatmetaal zou kunnen buigen zonder ook maar één markering of kras achter te laten. In dit artikel verkennen we innovatieve technieken voor het buigen van plaatwerk zonder markeringen, waarbij we uitdagingen zoals wrijving, materiaalhardheid en...
Ooit moeite gehad om perfecte buigingen in plaatmetaal te krijgen? Dit artikel gaat in op essentiële tips en trucs voor het beheersen van het buigen van plaatmetaal en behandelt alles van procesvolgorde tot het analyseren van buigbaarheid....
Hoe krijg je precieze bochten in plaatmetaal? Inzicht in de mallen en technieken achter dit proces is cruciaal. Dit artikel gaat in op verschillende buigmethoden, van vrij buigen tot...
Heb je je ooit afgevraagd waarom sommige onderdelen van locomotieven niet rechtstreeks van ontwerptekeningen kunnen worden gemaakt? Dit artikel verkent de fascinerende wereld van het buigen van plaatwerk, waarbij veelvoorkomende uitdagingen en innovatieve...
Hoe transformeren nauwkeurige Z-bochten en N-bochten vlak plaatstaal in complexe vormen? Dit artikel duikt in de essentiële technieken en voorzorgsmaatregelen voor Z- en N-buigen in plaat...
Wat zorgt voor de perfecte buiging in plaatwerk? Dit artikel behandelt vijf cruciale factoren die je projecten voor het buigen van plaatwerk kunnen maken of breken, en behandelt essentiële aspecten zoals...
Heb je je ooit afgevraagd hoe je perfecte plaatbochten maakt? Dit artikel duikt in essentiële buigtechnieken, waarbij alles aan bod komt, van het berekenen van de materiaaluitzetting tot het kiezen van het juiste gereedschap. Je zult...
Ooit gedacht dat het buigen van plaat zo ingewikkeld kon zijn? Gesloten buigen, een kritische techniek in de plaatbewerking, maakt gebruik van gespecialiseerde methoden om nauwkeurige, duurzame buigingen te...